曲线封边机(造成薄木皮封边胶合力不稳定的因素)
Posted
篇首语:我认为知识是一切能力中最强的力量。本文由小常识网(cha138.com)小编为大家整理,主要介绍了曲线封边机(造成薄木皮封边胶合力不稳定的因素)相关的知识,希望对你有一定的参考价值。
曲线封边机(造成薄木皮封边胶合力不稳定的因素)
前言:我目前在一间胶粘剂供应商负责销售木工胶粘剂。最近一间小型木工厂用20毫米厚中纤板面贴桃花心木薄木皮生产小圆桌子,用桃花心木薄木皮封边,胶粘剂采用我们的EVA热熔胶。我们收到胶着力不稳定,常在喷漆后发现局部胶力不良的投诉;而在别的客户使用同一批号的热熔胶时,并没有胶着力不良的问题。希望你能提供一些影响薄木皮封边胶不稳定的因素和建议改善方案作为参考,以加强我们与客户之间的良好沟通。谢谢!
家具笔记,亚洲板材与家具/沈裕新
关于造成薄木皮封边胶合力不稳定的因素,根据您提供的资料分段简述如下:
(一)基材加工质量不稳定:
20毫米中纤板生产小圆桌子釆用单轴花刨机进行修边,精度控制不到位,含有如下的缺点,进行薄木皮封边时,都会因胶着力不到位的影响导致局部起泡脱胶的风险。
1.粗刀痕:20毫米中纤板生产小桌圆子槽用单轴花刨机进行修边,员工在旋转圆桌面进行修边时,速度快慢不稳定将会产生粗刀痕而导致胶着力不稳定。(如图一)若长期有订单如此,建议改用自动花刨机,可提高修圆桌边的品质和产量。
2.跳刀痕:员工在进行单轴花刨机进行边修边时,模板必须保持平稳并紧靠单轴花刨机的套环,若模板与套环间断有间隙将会有跳刀痕而导致胶力不良。建议固定熟练员工操作单轴花刨机以改善修边质量。
3.漏刨:带锯模板或单轴花刨机的模板设定不到位,在修边时有漏刨的缺点导致局部封边胶着力不良。建议定时检查模板,确认无损坏且设定的精度到位。
4.直角:模板上有残留木屑或圆桌板装在模板上不够平整,造成单轴花刨机修边非直角,这也会导致封边胶着力不良。

中纤板修边后有跳刀及粗刀,员工没有保持平稳紧靠涂胶辊旋转圆桌完成涂胶导致涂胶不平均匀的示意图
(二)薄木皮质量不稳定:
薄木皮质量不稳定,如有以下的缺点进行薄木皮封边时都会产生胶着力不到位的影响,导致局部起泡脱胶。
1.薄木皮含水率 : 薄木皮封边带的含水率太高将会导封边胶着力不到位。建议在使用前检测薄木皮封边带的含水率,确认在8%至10%为最理想 。
2.薄木皮厚度不稳定:刨切薄木皮有厚薄不均或不同批号公差相差大,若封边机采用封边带涂胶将会导致涂胶量不平均而导致局部封边胶力不良。建议使用前检查薄木皮封边带厚度确认到位。
3.薄木皮抽出物:使用含高树脂或含其他抽出物高的材种用作薄木皮或基材将会导致胶力不良。建议使用此类薄木皮时,应进行测试,确认封边到喷漆之后观察两周再测试,如胶力不改变才能开始量化生产。
4.薄木皮背裱品质不稳定( fleece backed):采用有纸质或无纺布(Non-Wowen) 背裱的薄木皮封边带含有如下的缺点,进行薄木皮封边都会影响胶着力不到位导致局部起泡脱胶。
-薄木皮背裱胶着力不良:薄木皮在表面工序控制时不规范,如布胶量不足、保压时间不足等,导致薄木皮背裱胶着力不良。建议在使用前检查确认背裱胶力到位。
-背裱胶粘剂不达标:薄木皮封边代表背用的胶粘剂不耐水、不抗溶剂,在喷溶剂型的油漆将会导致起泡脱胶。建议使用前检查薄木皮封边带表背的胶膜耐水性与抗溶剂性能达到基本的要求。若能达到欧盟D3标准则最为理想。

薄木皮背裱不耐水不抗溶剂,当在薄木皮背裱用水或溶剂沾湿纸质裱裱,纸质背裱就可很完整剥开的示意图
(三)手动封边机操作注意事项:
1.胶槽温度设定:校对胶槽与温度表的设定温度,确认无误后按照供应商规定设定加热温度,并定时检查确认热熔胶温度正常。
2.涂胶量设定:一般在中纤板涂胶量约为每平方米170克至180克,刨花板多孔隙涂胶量大约每平方米200克至250克,需按现场情况适当调整涂胶量。操作的员工必须保持平稳紧靠涂胶辊旋转圆桌完成涂胶并确认涂胶均匀。
3.涂胶辊( Knurl Roller) :检查涂胶整辊加热温度正常,无木屑卡在涂胶辊导致涂胶不均。
4.压辊(Nip roller) :检查橡胶压辊无损坏确认运作正常。操作员工必须平稳紧靠压辊旋转圆桌完成封边。
5.封边带寛度设定(Contour line) :调整压辊上的套环的高度达到封边带的宽度。
6.线速控制:手动封边机操作员必须熟练利落,涂胶与贴合封边带要很紧密配合好。从液态的胶膜到可塑阶段必须完成簿木皮封边工序,若员工动作慢,胶膜已凝固将会造成假接着的缺点。
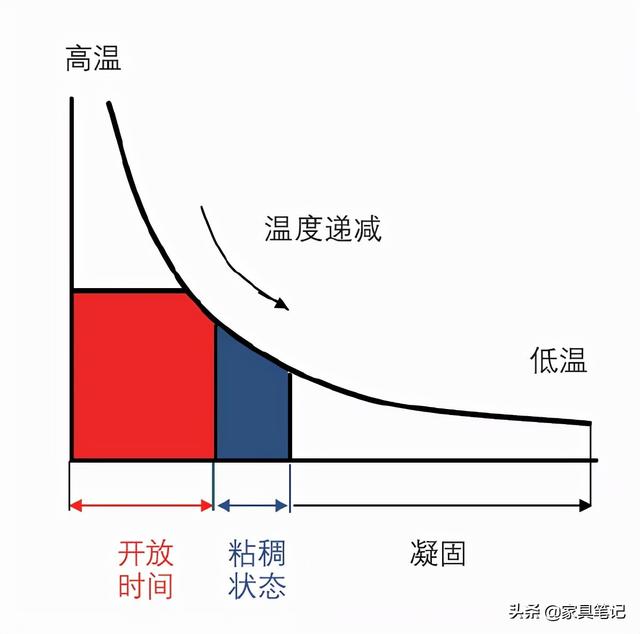
热熔胶在液态阶段涂胶后温度即刻下降至可朔阶段内必须完成封边工序,胶膜即刻凝固的曲线示意图
(四)热熔胶使用不规范:
员工不尊照供应商的数据表(Data Sheet) 的规定使用热熔将会导致以下的缺点。
1.温度控制不规范:任意设定胶槽温度或胶槽加热器损坏热熔胶局部加热太高,会造成热熔胶冒烟、有强烈异味或胶变色等问题而导致封边胶合力不良。建议定期检查胶槽加热器并确认正常,按照供应商规定设定加热温度,定时检查确认热熔胶温正常。
2.胶槽添胶不规范:员工忙着生产忘了添胶,胶槽存胶量已低于最低储存胶量,因此大量添胶并提高加热温度加速溶胶会导致热熔胶烧焦炭化,影响胶合力。
3.不同型号的热熔胶混合使用:员工任意将两种不同型号的热熔胶混合使用将会造成热熔胶变质、变色或胶着力不良的问题。建议除非得到供应商技术部的许可,否则不同型号的热熔胶不混合使用。
4.胶槽保养不到位:炭化热熔胶清除不干净,胶槽周边沾满炭化热熔胶未彻底清除将会造成热熔胶变色或胶力不良的问题。建议定时彻底清除胶槽的炭化热熔胶及木屑,校对胶槽内胶温与温度表的设定温度并确认正常。
5.车间温度不稳定:车间温度不稳定,天冷时车间低于15℃时胶膜会变脆,天热时封边机运作过程中员工用冷风机强吹封边机涂胶辊运作处,导致缩短热溶胶膜的开放时间,液态胶膜加速成糊稠状并缩短胶膜可塑阶段的时间,加速凝固造成薄木皮封边成假粘合而导致胶力不良。
6.油漆对封边胶着力的影响:EVA热熔胶的抗溶剂较低,因此在封边时需抓紧每个环节以确认品质在最好状态。在喷底漆时适当降低喷漆量可改善EVA热熔胶的抗溶剂效果,或者改用有更强抗溶剂的热熔胶。附加反应型热溶胶(Reactive Hotmelt /PUR HM)、APAO热熔胶(Amophous Poly Olefin hotmelt)与EVA热熔胶(Ethylene Vinyl Acetate hotmelt)的利弊简表作参考。

热熔胶槽温度设定太高热熔胶炭化变色的示意图
相关参考
木皮封边条自己在家能用吗(木工硬质合金封边刀的型式及封边功能介绍)
1、木工硬质合金封边刀的型式1)木工封边机硬质合金封边刀有焊接式和可转换刀片式两种基本形式,如图3-45所示。图3-45木工硬质合金封边刀a)焊接式b)可转换刀片式2)切削刃按形状分为平口和形状刃口两种,平口切削刃为一直线...
木皮封边条怎么贴(封边工序也会出现“寒冷季节性问题”,最全解决方法打包送给你)
封边在板式家具生产中,有着承上启下的作用,它的顺畅进展,不仅有利于缓解板件开完料的滞留,同时有利于后续排孔作业的正常运转。封边工艺复杂,如果没有丰富的操作经验,很容易会出现质量问题。冬季到来,气温也随...
热溶胶封边机(橱柜封边师傅用热熔胶,还好立马制止了他,不出3年准会开裂脱落)
...封边的方式有很多种,最早的是利用传统的直线或是曲线封边机进行封边,因为封边质量不稳定已经被淘汰了。现在比较常用的是利用热熔胶封边或是利用激光封边,但两
热溶胶封边机(橱柜封边师傅用热熔胶,还好立马制止了他,不出3年准会开裂脱落)
...封边的方式有很多种,最早的是利用传统的直线或是曲线封边机进行封边,因为封边质量不稳定已经被淘汰了。现在比较常用的是利用热熔胶封边或是利用激光封边,但两
...题。说到造型多样,自然少不了弯曲造型的应用,流畅的曲线和圆滑的边角,是温和与安全的象征。多年来,木工从业者在实木和人造板的弯曲工艺上都进行了深入的研究,先有对实木方材软化加压、干燥定型实现实木弯曲,后...
木皮封边如何做(怎样解决木制品油漆加工的痛难点?预油漆木皮值得关注 )
传统木制品油漆加工复杂繁琐,需要在基材上反复3-4遍“底漆+打磨”,才能达到封闭饱满的效果。特别是针对复杂的结构和造型,工业化涂装解决方案仍不成熟。木制品油漆工艺已然成为制约企业生产发展的重要瓶颈。01木制品...
...封边胶。它分高、中、低温热熔胶,适用于全自动及手动封边机,熔化后进料性能好、热稳定性好、粘着力强,胶层具有韧性和硬度。应用范围:家具制造中PVC、MDF板、三聚氰胺、聚酯、树脂浸渍纸、木皮等材料的全自动、手动...
异形封边机使用教程(胶合板锯切锯片选择及板式家具生产工艺流程)
随着用户以及工业的要求越来越高,在胶合板切割领域也顺势诞生了专业的胶合板锯片。目前一般胶合板锯片常用的规格都是250,300外径的锯片,通常齿数在80T,100T,120T。那到底胶合板锯片有什么不同呢?传统的胶合板锯片一般...
视频加载中...摇臂封边机专封曲线异型板材
1材质材质优良的办公家具稳固性好,在使用过程中不会产生安全隐患,且不易褪色、松动、变形。因此无论是选择板式办公家具、木质办公家具还是皮质办公家具,不要贪图便宜选择劣质材料制作的办公家具,劣质办公家具使...