普铝轧机(连铸连轧铜杆生产工艺过程)
Posted
篇首语:山再高,往上攀,总能登顶;路再长,走下去,定能到达。本文由小常识网(cha138.com)小编为大家整理,主要介绍了普铝轧机(连铸连轧铜杆生产工艺过程)相关的知识,希望对你有一定的参考价值。
普铝轧机(连铸连轧铜杆生产工艺过程)
一、连铸连轧铜杆生产工艺过程:
电解洞——加料机——竖炉—-上流槽——保温炉——下流槽—一浇堡一 铸造机——夹送辊——剪切机——坯锭预处理设备——轧机——清洗冷却管道——涂蜡——成圈机——包装机——成品运输
二、连铸连轧铜杆生产线
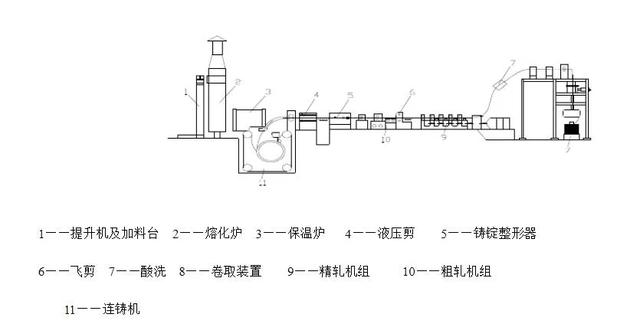
当前世界各国釆用的铜杆连续生产线新工艺主要有:意大利的Properzi系统 (缩称CCR系统),美国的southWire系统(缩称SCR系统)、联邦德国的 Krupp Hazelett系统(缩称Contircd系统)、以及将法国的SECIM系统。这些系统在原理上基本相同,工艺上也大同小异,其差异主要是在铸机和轧机的形式和结构上。
CCR系统沿用铝连铸连轧的双轮锈机和三角轧机形式连铸连轧铜杆。最初铜铸锭截面1300mm2,现在最大可达2300mm2,理论能力18t/h,轧制孔型系“三角一一圆"系统。当锭子截面太大时,原轧机前面加两平一立辊机架,釆用箱式孔型开坯,箱孔型道次减缩率在40%左右。
SCR系统是在CCR的基础上改进而成的如囹2-35,铸机由双轮改为五轮(一 大四小),轧机则改为平一立辊式连轧机,孔型改为箱一椭一圆系统。头上两道箱式孔型同样起开坯作用。SCR五抡精机可铸铜截面6845mm2,理论能力2518t/h.
Contirod系统工艺和生产规模基本上和SCR-样,只是铸机改用了 “无轮双钢帯式"即Hazelett式。
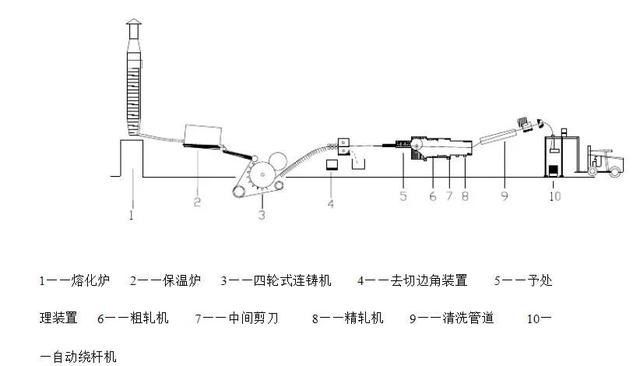
SECINI系统(图2-36),釆用四轮式连铸机,(一大三小),最大铸锭截面
4050mm2,11机架,孔型前三道为箱一扁一圆系统。生产铜杆ψ7-16mm,重量达到5t,生产能力30t/h。
三、主要工艺设备
1.竖炉
竖炉熔铜炉是由美国熔炼公司硏究设计的,它是用来连续熔化电解铜,也可 以加入一些清洁的废铜屑,这种竖炉简称ASARCO,它具有生产效率高,控制方便不需要吹氧去硫和插木还原,就能获得合格的铜液。在技术,经济上的优越性是反射熔铜或电炉熔铜不能相比的,其主要特点归纳如下:
(1)生产工苴简单,不需要“吹氧去硫''及“插木还原"
(2)生产质量高,由于炉内保持徵还原性气氛,铜液含氧里可以控制在很低的范围内;
(3)生产效率高
(4)占地面积小
(5)控制方便,容易开、停炉;
(6)劳动条件好、无公害、金属回收率高。
(7)炉子热效能高,燃料消耗少,还可节约大里木材。
釆用小车式提升加料机或叉车加料。要求燃料无硫或含流量很低,目前使用的燃料有天然气,甲烷,丙烷,丁烷,石油,液化气和石脑油等。
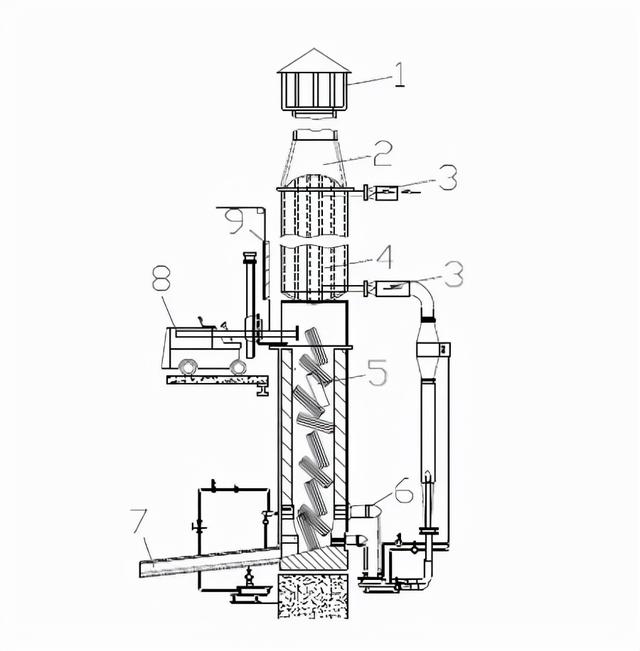
近年来许多工厂,对ASARC0竖炉又作了某些改进和完善,如电解铜或铜屑的输送和装入炉的自动控制,含氧量的连续测定,空气与燃气的预混合系统, 测氢系统的连续监测比例自动调正,包括用真空导管取样至控制进行快速气体分析等。图2-37为这种熔铜炉的剖面。

2.清洗、涂蜡
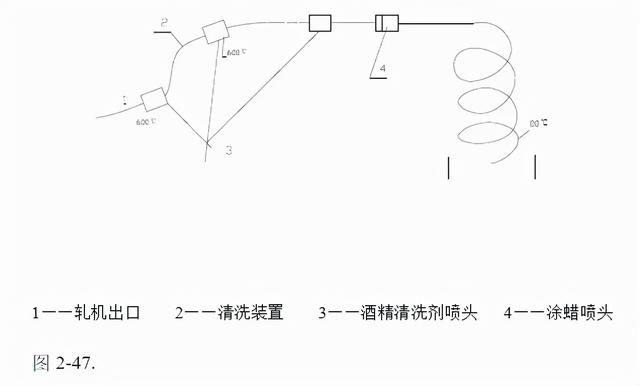
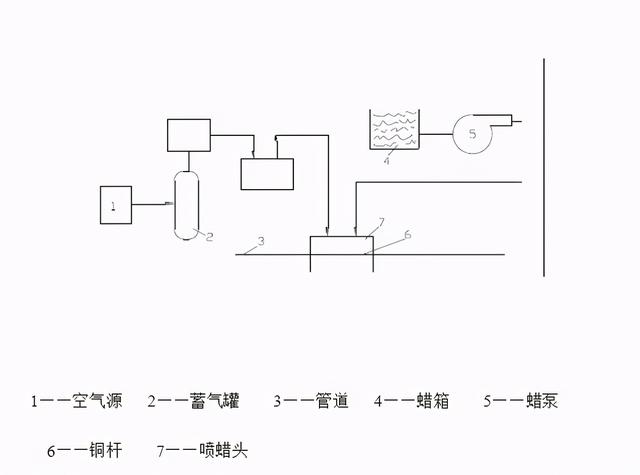
轧机终轧温度控制在600℃左右,在此温度下进入清洗管,冷却到80℃,清洗管用不锈钢制造,管长约6.7米。为防止在运转过程中的氧化,铜杆在成圈前进行涂蜗处理,涂蜗方法过去是通过一个蜡箱使铜杆表面上涂上一层,但这种方法涂层不均匀,拉损耗大,环境脏。现改为喷蜡方法,空气先经过干燥处理及净化处理后,进入喷蜡头,蜡则由蜡泵输送到喷头,在压缩空气作用下,蜗形成雾 状直接涂在铜杆上。值洗一涂蜡系统见图2-46, ^2-47.
更多精彩内容,尽在【云轧钢】公众号。
相关参考
...生产的铜杆,工艺得当氧含量在10ppm以下,叫无氧铜杆;连铸连铸生产的铜杆是在保护条件下的热轧,氧含量在200-500ppm范围内,但有时也高达700ppm以上,一般情况下,此种方法生产的铜外表光亮,低氧铜杆,有时也叫光杆。无氧...
漆包线的电阻率是多少(电缆中的铜都是一样的吗?什么样的是好铜?一篇文章解释清楚)
...生产的铜杆,工艺得当氧含量在10ppm以下,叫无氧铜杆;连铸连铸生产的铜杆是在保护条件下的热轧,氧含量在200-500ppm范围内,但有时也高达700ppm以上,一般情况下,此种方法生产的铜外表光亮,低氧铜杆,有时也叫光杆。无氧...
漆包线的电阻率是多少(电缆中的铜都是一样的吗?什么样的是好铜?一篇文章解释清楚)
...生产的铜杆,工艺得当氧含量在10ppm以下,叫无氧铜杆;连铸连铸生产的铜杆是在保护条件下的热轧,氧含量在200-500ppm范围内,但有时也高达700ppm以上,一般情况下,此种方法生产的铜外表光亮,低氧铜杆,有时也叫光杆。无氧...
1、连铸生产工艺对连铸设备的要求:1)必须适合高温钢水由液态变成液固态,又变成固态的全过程;2)必须具有高度的抗高温,抗疲劳强度的性能和足够的强度;3)必须具有较高的制造和安装精度,易于维修和快速更换,充...
一、常规连铸机的优越性与传统的模铸相比,连铸有以下几方面的优越性。1.简化了生产工序,缩短了工艺流程从图1-3可以看出,连铸工艺省去了脱模、整模、钢锭均热、初轧开坯等工序。由此基建投资可节约40%,占地面积减少3...
一、常规连铸机的优越性与传统的模铸相比,连铸有以下几方面的优越性。1.简化了生产工序,缩短了工艺流程从图1-3可以看出,连铸工艺省去了脱模、整模、钢锭均热、初轧开坯等工序。由此基建投资可节约40%,占地面积减少3...
一、常规连铸机的优越性与传统的模铸相比,连铸有以下几方面的优越性。1.简化了生产工序,缩短了工艺流程从图1-3可以看出,连铸工艺省去了脱模、整模、钢锭均热、初轧开坯等工序。由此基建投资可节约40%,占地面积减少3...
三、概念题1、连轧——一根轧件同时通过几架轧机,并保持在单位时间内轧件通过各轧机的体积相等的轧制为连轧。2、轴承寿命——轴承在一定转速下的工作小时数称为轴承寿命。3、全连续轧制(无头轧制)——全连续轧制就...
扒电机铜的机器(铜扁丝轧机,铜合金扁丝轧机,镀铜扁丝联轧机,漆包铜扁线连轧机)
...加工、轧制、生产,设备采用智能人机互交系统,PLC控制轧机设备电器系统,在运行过程中合理分配每个电机马达的转动频率,保证整条生产线的协调稳定运行。设备高度自动化,在运行过程中可自动调整产品尺寸,整机操作简...
温度对钢材强度的影响(薄板坯连铸连轧钛铌微合金HSLA和UHSS钢的研发)
...0级高强度低合金钢、90级超高强度钢的要求,使用薄板坯连铸连轧生产热轧卷材,研究化学成分和热轧工艺参数对机械性能的影响。通过添加钛(Ti)和铌(Nb)微合金元素,采用细晶粒强化、沉淀强化、优化工艺参数手段,获得了较...