普通车床加工工艺流程(车工之内孔加工)
Posted
篇首语:枕上从妨一夜睡,灯前读尽十年诗。本文由小常识网(cha138.com)小编为大家整理,主要介绍了普通车床加工工艺流程(车工之内孔加工)相关的知识,希望对你有一定的参考价值。
普通车床加工工艺流程(车工之内孔加工)
内孔加工
常用的孔加工刀具
在车床上加工内孔,是一种常见的加工方法。常用加工工具有:麻花钻、深孔钻、扩孔钻、铰刀、内孔车刀等。
麻花钻与扩孔钻
麻花钻和扩孔钻都属于钻头的一种,麻花钻是在实心材料中加工出孔的刀具;扩孔钻是对已有孔进行再加工的刀具。
1.麻花钻的结构特点
标准麻花钻由三大部分(工作部分、颈部、柄部)组成(图21)。477


3.麻花钻的刃磨
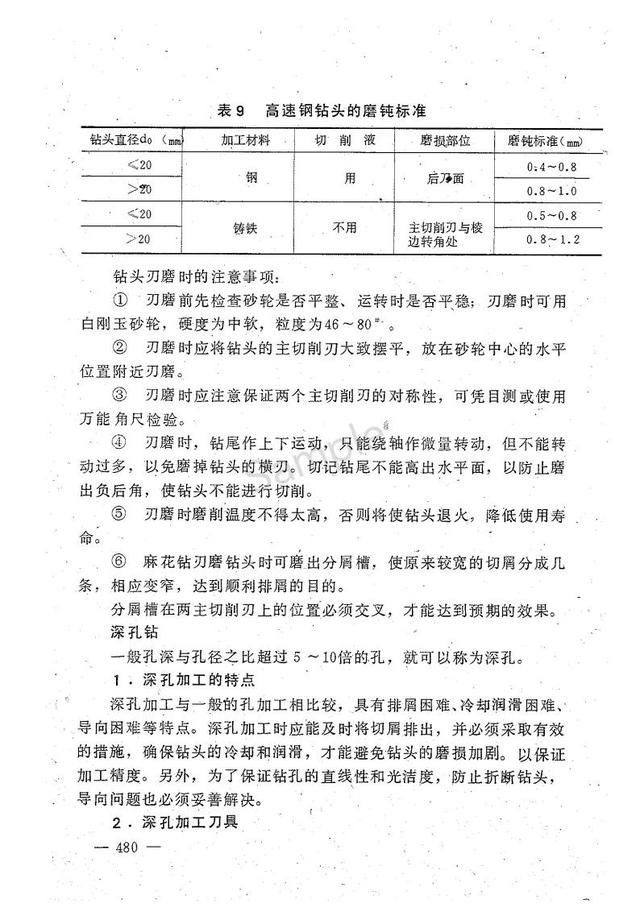
钻头刃磨时,需掌握不同的钻头磨钝标准。
钻削过程中钻头的前刀面、后刀面、棱边和横刃,均有不同程度的磨损。主切削刃外缘的转角处最薄弱,切削速度也最高,所以此处切削温度也最高,磨损最严重。因此,制定磨钝标准时均以此处的磨损量为准。钻钢料时,以该处后刀面的磨损量VB制定磨钝标准;钻铸铁时,以转角处(即棱边处)的磨损长度来制定磨钝标准。
高速钢钻头的合理磨钝标准如表9所示。
钻头刃磨时的注意事项:
① 刃磨前先检查砂轮是否平整、运转时是否平稳;刃磨时可用白刚玉砂轮,硬度为中软,粒度为46~80#。
②刃磨时应将钻头的主切削刃大致摆平,放在砂轮中心的水平位置附近刃磨。
③刃磨时应注意保证两个主切削刃的对称性,可凭目测或使用万能角尺检验。
④刃磨时,钻尾作上下运动,只能绕轴作微量转动,但不能转动过多,以免磨掉钻头的横刃。切记钻尾不能高出水平面,以防止磨出负后角,使钻头不能进行切削。
⑤刃磨时磨削温度不得太高,否则将使钻头退火,降低使用寿麻花钻刃磨钻头时可磨出分屑槽,使原来较宽的切屑分成几条,相应变窄,达到顺利排屑的目的。
⑥分屑槽在两主切削刃上的位置必须交叉,才能达到预期的效果。
深孔钻
一般孔深与孔径之比超过5~10倍的孔,就可以称为深孔。
1.深孔加工的特点
深孔加工与一般的孔加工相比较,具有排屑困难、冷却润滑困难、导向困难等特点。深孔加工时应能及时将切屑排出,并必须采取有效的措施,确保钻头的冷却和润滑,才能避免钻头的磨损加剧。以保证加工精度。另外,为了保证钻孔的直线性和光洁度,防止折断钻头,导向问题也必须妥善解决。
2.深孔加工刀具
目前常用的深孔钻有枪钻、内排屑深孔钻、喷吸钻和套料钻等,其中枪钻应用得最早,也比较广泛。
虽然深孔加工刀具有各种不同的类型,但都具有一共同之处,即针对深孔加工的特殊性,比较妥善地解决了排屑、冷却与润滑和导向问题。现以枪钻为例,说明如下。
枪钻是一种单刃深孔钻,它主要用于加工直径约为3~20毫米的小深孔。它的加工精度较好,可达到IT8~IT10,表面光洁度可达Ω5~Ⅵ7。孔的直线性也较好。
枪钻的工作原理如图24所示。切削液用高压(一般约为35~100公斤/厘米2)从钻杆和切削部分的送油孔送入切削区,以冷却和润滑刀具,并在高压下将切屑经过切削部分和钻杆(也可称为刀杆)上的V型槽冲出。这种排屑方法较好地解决了内孔加工存在的排屑和散热问题。
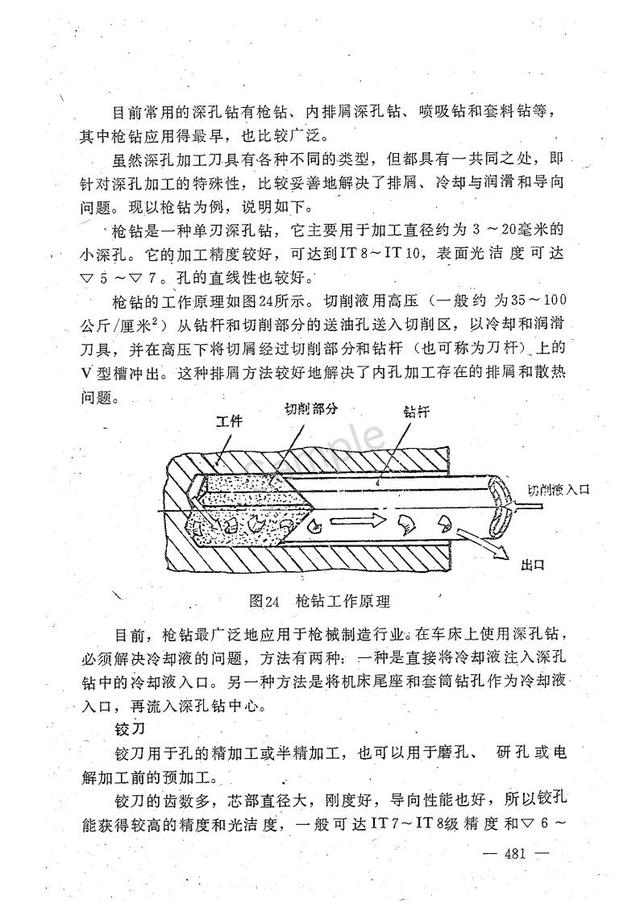
目前,枪钻最广泛地应用于枪械制造行业。在车床上使用深孔钻,必须解决冷却液的问题,方法有两种:一种是直接将冷却液注入深孔钻中的冷却液入口。另一种方法是将机床尾座和套筒钻孔作为冷却液入口,再流入深孔钻中心。
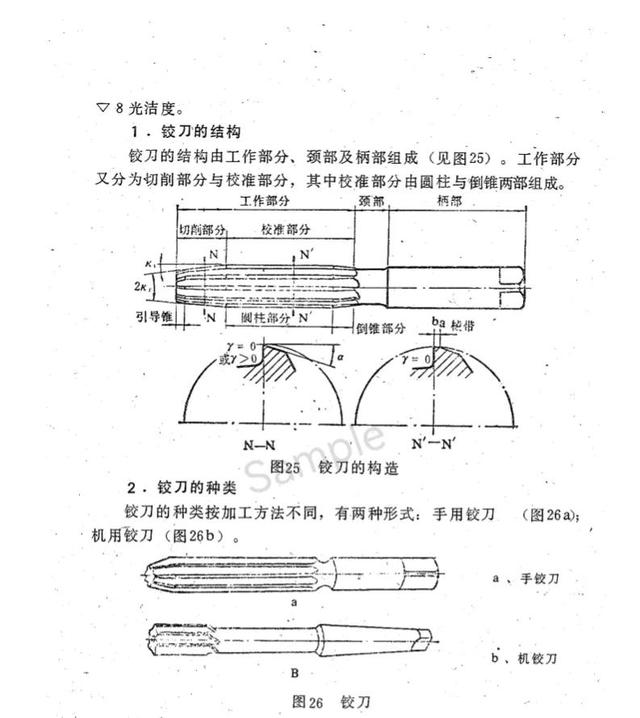
铰刀
铰刀用于孔的精加工或半精加工,也可以用于磨孔、研孔或电解加工前的预加工。
铰刀的齿数多,芯部直径大,刚度好,导向性能也好,所以铰孔能获得较高的精度和光洁度,一般可达IT7~IT8级精度和6~
--481-
内孔车刀
车孔是常用的孔加工方法,其加工范围很广。菅孔可以在车床、铣床、锉床或数控机床及自动线上进行。在车床上加工内孔的方法有些书上称为铠孔。车内孔时,使用的刀具称为内孔车刀。
常用的内孔车刀可以按照加工性质的不同,分为通孔车刀、不通
孔车刀和内沟槽车刀三种。
常用的内孔车刀还可以根据车刀的结构不同而化分为整体式内孔车刀和装配式内孔车刀两种。
由于内孔加工具有独特之处,在选择内孔车刀时应当充分考虑内孔加工本身的特点。
在满足加工条件、不与孔壁相碰的前提条件下,尽可能选择粗壮的刀杆,以保证加工时具有足够的刚度和强度。
内孔车刀的刀杆不宜过长,刀杆工作部分的长度比所加工的内孔深度长3~5毫米即可。这样可以减少振动的产生。
钻孔、扩孔与铰孔
钻孔的步骤及方法
1.钻孔的步骤
钻孔前,应先车平工件端面,并定出中心。然后,将钻头装在尾座套筒内,并把尾座固定在合适加工的位置。将车床开动后,用手转动尾座手柄使钻头进刀进行钻孔,就能钻出要求的内孔表面。
由于钻头尾部结构不同,钻头的装夹方法也不同。圆柱柄的麻花钻,可以装在钻夹头内,而钻夹头具有锥柄,再装在车床尾座套筒锥孔内。圆锥柄的麻花钻,可直接装在车床尾座套筒内。
2.钻孔的方法
①将钻头引向工件时,不可用力过猛,进给应当均匀,防止损坏工件或钻头。当钻头的两个主切削刃都已经完全进入工件后,可以适当加大进刀速度。
钻较深的孔时,排屑比较困难,应当经常退出钻头清除切屑,防止打钻头。
如果钻孔深度较长,且为通孔时,可在钻出大于1/2内孔长度时,将工件调头再钻,直至钻通。这种方法能改善排屑条件,但必须注意钻孔时的偏斜。加工精度要求高时不能用。
④钻削钢料时,必须加充分的冷却润滑液,以免钻头发热。钻削铸铁时,可不加冷却液。但钻削有色金属时,可适当加煤油冷却(镁合金除外)。
483-
当钻头接近钻通工件时,必须减慢进刀速度,防止把钻头退火或损坏。
钻不通孔时,应牢记钻削深度,如车床尾座无刻度时,应先9
记住手柄的位置,根据尾座丝杠的螺距,来确定尾座手柄的进刀圈数。
应当将钻头退出后再停车,防止切屑夹住钻头或使钻头折断。
3.钻孔的切屑用量
由于内孔加工困难较大,受到孔径的限制,因此切削用量比车外圆时低些。
①吃刀深度(切削深度)ap。在钻削中,吃刀深度受钻头直径的限制,随钻头直径的大小而改变,ap=1/2 中钻头。
走刀量f。钻头的走刀量,受到工艺系统和加工要求的限制。
系统刚性差、钻头直径小时,应选较小的走刀量,否则会折断钻头。切削速度v。钻削时的切削速度v,是指钻头主切削刃外缘处的线速度。用高速钢钻头钻孔时,各种工件材料的硬度与所选择的切削速度都有具体的规定。一般说,工件材料硬度大时,应选择较小的切削速度。
4.钻孔时应注意的问题
钻孔时可能产生的废品主要有三种情况:
①防止孔偏斜。在加工前工件必须找正;工件端面要车平;钻头要刃磨正确,保证两主刀刃对称;钻较深的小直径孔时,先用短钻头钻削一定深度后,再换长钻头钻削;当工件碰到缩孔,砂眼或硬夹渣时(可以感觉到钻削力有变化),应降低主轴转数,减小钻头进刀量。
防止孔径钻大。在钻孔前应当仔细检查钻头直径是否符合要求;钻头刃磨是否正确,两主刀刃是否对称,以及尾座与车床主轴是否同轴。在开始钻孔时,可用挡块支持钻头头部,防止钻头晃动。防止孔钻深。在钻孔时将孔钻深,大多是由于操作时粗心大③
意所致。因此开始钻孔前必须看清图纸尺寸,操作时精神要集中。
增加刀杆刚度。
2.安装车刀
车刀的正确安装是使车刀伸出刀架的长度应尽量小,以免颤动。
刀尖的高度应对准工件中心,但精车时可略高于中心,以免车刀受力时下弯而产生“扎刀”现象,从而保证孔的精度和光洁度。粗车时则可略低于中心,以增大前角,使切削顺利。根据经验数据,刀尖的高低变动均应在工件直径1%范围内。
刀杆基面应与主轴中心线平行,如果刀杆本身过长,可在刀杆下面与方刀架之间垫一块垫块支承刀杆,以减少振动。
3.安装工件
装夹有内孔的毛坯工件时,应根据外圆和内孔进行校正,使壁厚加工余量均匀。如果外圆已经精车,则应在外圆上垫一层铜皮再装夹,以防止损伤工件表面。
4.选择切削用量和调整机床
车内孔时的切削用量应比车外圆时适当小一些,这是因为车孔时刀杆细,刀头散热体积小又不加冷却液的原因。根据经验,切削速度v=0.8v外圆,进给量f=(0.5~0.7)f外圆,切削深度a,<ap外圆为好。机床调整时,应注意拖板上的楔铁要调整适当,不得过松。
5.粗车内孔
粗车内孔时应先试车,调整切削深度,而后自动进给切削。试车方法与车外圆时相类似。如车不通孔时,应在刀杆上作出记号,控制车孔长度。调整切深时,应注意到使车刀横向进退方向与车外圆时相
6.精车内孔
精车内孔时切削深度和进给量应更小。调整切深时应利用刻度盘,并用游标卡尺检查工件孔径。若孔径已接近最后尺寸,应以很小的切深重复切削几次,可以提高内孔光洁度和消除锥度。
车内孔时的常见问题
车内孔时的常见问题,有两种类型:
1.精度达不到要求
①尺寸精度达不到要求指加工出的孔径大于或小于图纸要求的
尺寸。孔径大的原因;一是由于测量时出差错或车孔时没及时测量;二是车刀安装时有问题,车削时刀杆与孔壁相碰,造成车刀扎入工件将里面的孔径车大;三是刀尖产生刀瘤伸出刀尖,增大孔径以及由于小刀架定位不准造成的。如果孔径小,是由于刀具磨损、或刀架定位不准、或者车刀没夹紧,在车削中产生“让刀”造成的。
②几何精度达不到要求 车出的内孔呈多边形、锥形或椭圆形,这是由于机床齿轮啮合过紧、主轴和轴承有误差或主轴中心线与机床导轨不平行等原因,应当及时调整机床精度。
③位置精度达不到要求 车出的内孔与端面不垂直,原因是中拖板导轨与主轴中心线不垂直。应当及时调整机床。
2.光洁度达不到要求
光洁度达不到要求的原因,除了与车外圆时的相同原因以外,还有一个排屑问题。内孔表面往往被切屑拉毛,因此应当用有足够压力的切削液或压缩空气及时冲走切屑。
ple
车内沟槽
车内沟槽与车外沟槽方法相同,内沟槽也有宽、窄两种。窄内沟槽可以选择刀头宽度等于槽宽的内沟槽刀,一次车出。很宽的内沟槽可用普通内孔刀车凹槽,再用内沟槽刀把两个内台阶车成垂直面。内沟槽应在半精车以后精车以前进行车削,沟槽的深度可利用中拖板刻度来控制。
相关参考
机械车床加工(老技师的车削加工经验技术精华,你get了吗?)
...中使用最广的一类机床加工。车工的技术是学不完的,最普通的车工不需要太高的技术。可以分为5类车工,这是目前社会上最常见的.1.普通机械车工,简单易学,找个车床加工部,比你在学校学的要好2.模具车工,尤其是塑料模...
数控车床加工细长轴(车削加工经验技术精华,这些基础是你成为高手必备的条件)
...中使用最广的一类机床加工。车工的技术是学不完的,最普通的车工不需要太高的技术。可以分为5类车工,这是目前社会上最常见的. 1.普通机械车工,简单易学,找个车床加工部,比你在学校学的要好 2.模具车工,尤其...
数控车床改装液压卡盘图解(数控车床车削师傅,给你的车削技术秘笈,车削加工注意事项)
...用最广的一类机床加工。 车工的技术是学不完的,最普通的车工不需要太高的技术。可以分为5类车工,这是目前社会上最常见的。 1.普通机械车工,简单易学,找个车床加工部,比你在学校学的要好。 2.模具车工,...
数控车床多久润滑一次(数控车床车削师傅,给你的车削技术秘笈,车削加工注意事项)
...用最广的一类机床加工。 车工的技术是学不完的,最普通的车工不需要太高的技术。可以分为5类车工,这是目前社会上最常见的。 1.普通机械车工,简单易学,找个车床加工部,比你在学校学的要好。 2.模具车工,...
数控车床在车削加工时(数控车床车削师傅,给你的车削技术秘笈,车削加工注意事项)
...用最广的一类机床加工。 车工的技术是学不完的,最普通的车工不需要太高的技术。可以分为5类车工,这是目前社会上最常见的。 1.普通机械车工,简单易学,找个车床加工部,比你在学校学的要好。 2.模具车工,...
数控机床如何加工长轴(数控车床车削师傅,给你的车削技术秘笈,车削加工注意事项)
...用最广的一类机床加工。 车工的技术是学不完的,最普通的车工不需要太高的技术。可以分为5类车工,这是目前社会上最常见的。 1.普通机械车工,简单易学,找个车床加工部,比你在学校学的要好。 2.模具车工,...
数控角钢钻(数控车床车削师傅,给你的车削技术秘笈,车削加工注意事项)
...用最广的一类机床加工。 车工的技术是学不完的,最普通的车工不需要太高的技术。可以分为5类车工,这是目前社会上最常见的。 1.普通机械车工,简单易学,找个车床加工部,比你在学校学的要好。 2.模具车工,...
如图所示工件,写出完整的加工工序和程序,毛坯为直径50mm×200mm材,材料为45钢,数控车削端面、外圆,最后割断。根据零件图样要求、毛坯情况,确定工艺方案及加工路线(1)对短轴类零件,轴心线为工艺基准,用三爪自定心卡盘夹持50外...
数控车床车端面有波纹(车削加工经验技术精华,这些基础是你成为高手必备的条件)
...中使用最广的一类机床加工。车工的技术是学不完的,最普通的车工不需要太高的技术。可以分为5类车工,这是目前社会上最常见的. 1.普通机械车工,简单易学,找个车床加工部,比你在学校学的要好 2.模具车工,尤其...
原来有带过一些普通车床师傅,很想学数控但老是觉得年龄大了,觉得自己学不会。这种心情很能理解,学习本身有个过程,但数控车床和车床本质是一样的,只是把齿轮传动改成电机数字化驱动,从而实现数控加工。难的是计...