普通冲床结构图(模具设计结构——冲孔、冲槽)
Posted
篇首语:别在该厚脸皮的年纪里过度在意自尊,别在该努力的年纪怨天尤人。本文由小常识网(cha138.com)小编为大家整理,主要介绍了普通冲床结构图(模具设计结构——冲孔、冲槽)相关的知识,希望对你有一定的参考价值。
普通冲床结构图(模具设计结构——冲孔、冲槽)
撬板冲孔模

图1-11所示结构为后板冲小孔采用超短凸模的结构形式,冲孔小凸模件10、11、12安装在小压板3上,而件3固定在卸料板4上。小压板3与凹模8件用小导柱2导向。
模具为打击式结构,选用滚珠导向模架,卸料板用弹簧需选用强力弹簧。
当一次冲孔时兼有小孔与大孔同时冲压,可采用分别安装方式,如图 1-12所示中件2为超短凸模。

保护套结构厚板冲小孔模具

图1-13所示采用保护套结构用于厚板冲小孔模具时,上、下保护套件5和件3分别安装在固定板和卸料板2上,卸料板2与模架导柱串联在一起,使件2兼有卸料、导向功能,保证上、下保护套工作平稳可靠,使冲孔凸、凹模间隙均匀
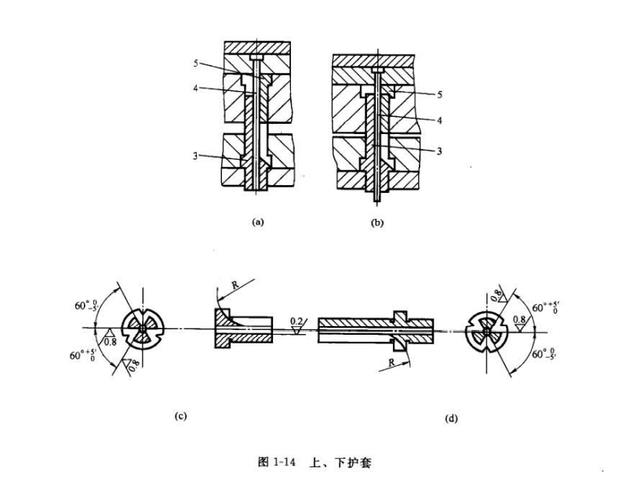
上下保护套均与凸模4呈滑配合状态,使凸模得到导向,增加凸模刚度,不易折断。图1-14(a)为凸模自由状态,图1-14(b)为凸模工作状态。
上下护套断面形状为相互滑配合的三叶扇形断面,见图1-14中(c)、(d)
选用图1-15所示建议保护套结构形式,可是加工简便并达到一定的保护凸模效果。

印刷线路板小冲孔模

印刷线路板冲孔有孔小、孔多的特点,线路板基板为覆铜箔环氧板。
小孔冲模的凹模镶块10上的凹模型孔可按照设计提供的孔位采用照相制版后加工或依程序数控加工成。凹模洞口的刃口工作高度和出模斜度可按图1-16中推荐数值选用。
卸料板2以小导柱4和小导套导向,并选用强力弹簧卸料。
对一次冲孔数特多,所需卸料力很大,可选用弹性和刚性相结合的双重卸料机构。如图1-17所示。

风罩冲孔模

图1-18中所示风罩零件侧壁有3个孔均布,图示悬臂式结构为单孔冲裁,分三次冲,冲第一孔后将工件转动120°,用定位销插人已冲的孔,依次冲出第二、第三孔。
图1-18所示结构仅适用于批量较小时,大批量生产时应选用浮动悬臂式结构(图1-19)或斜楔式侧向冲孔结构(图1-20)。
选用如图1-19所示结构形式,两个凸模21固定在上模的弹压卸料板11上,另一凸模3固定在下模的凸模固定板2上,三个凹模镶块都镶嵌在悬臂6上。悬臂6可沿导柱9上下滑动,上下活动的范围由限位器7、10控制。工件套在悬臂6上。
上模下行时,卸料板11先与悬臂6接触,并压其下滑,凹模镶块5与凸模3完成第一孔冲裁。上模继续下行,悬臂6接触限位器7停止下行,斜块18与两凸模21接触,件21与凹模镶块5完成另二孔冲裁。
上模上行时,在弹簧8、20的作用下,悬臂6和凸模21复位,取出工件。
图1-19所示结构中,冲压行程内卸料板11不准与导柱13脱开。

图1-20所示水平式冲孔结构是借助斜楔和滑块从三个方向完成三个孔的冲裁

炉盖斜孔冲模

图示炉盖零件在锥面上有八个均布孔需一次冲成,凸模3做成阶梯式整体结构,安装在压料板2中。压料板2与凹模1依靠四个导柱5保证凸、凹模间隙。
上模下行时,压料板2压住工件后,斜块4压住凸模3进行冲孔,凸模依靠弹簧8复位。
本结构适用于工作斜面与水平夹角小于30°,材料厚度在0.6~1.5mm之间。
仪表盘自动分度径向冲孔模

图示仪表盘零件周边有20个均布孔,采用自动分度径向冲孔模,主要由冲孔、分度和压紧三部分组成,特点如下:
(1)冲孔由凸模4和凹模7完成,凸模采用快换结构,凸模为阶梯形,尾部开有斜面缺口,用螺钉紧固于凸模固定板上。凸模上套有聚氨酯卸料套,以便凸模能从工件中顺利退出,以免工件变形。
(2)分度部分由棘轮3、棘爪6、分度盘2、连杆5、8和主轴组成。分度盘2上沿周向均匀分布20个锥度孔(与孔数相同),角度为90°。棘轮3上有20个齿(齿数与孔数相同)。棘轮、棘爪和分度盘采用T8A钢制造,淬火硬度HRC60~62。
(3)压紧部分由压料盘9、手柄10等组成。压紧力大小可通过压料盘中的弹簧力大小调节。
(4)冲压前,将工件套在凹模座1上,用工件的底面定位,扳动手柄10,通过压料盘9压紧工件,工件随主轴旋转。
压力机上行时,固定在上模的连杆5、8带动棘轮3、棘爪6、主轴和工件转过一个分度值,依靠分度盘2使主轴准确定位。压力机下行时,在弹簧的作用下,棘爪6插入棘轮的下一个齿中完成分度定位。
盖冲孔模

图示工件侧壁孔位离成形件底部很近时,采用凸模在内的立式冲孔模结构形式,可避免因凹模强度不足而影响模具的使用寿命。
工件套在凸模座2、定位卸料板5上,上摸下行时,压紧钉4压紧工件,冲孔时,定位卸料板随工件上、下移动,冲孔完成后上摸回升,弹卸工件。
图示结构受工件尺寸D、H的限制,尺寸D应满足A-A剖面所示结构和强度的要求。
对于本文有不了解 不明白的地方,欢迎在下方评论区探讨! 将会第一时间进行解答。
想了解更多模具知识或相关软件下载的可关注下方公众号

相关参考
复合模结构定义复合复合模是指在压力机(冲床)的一个工作行程中,在模具的同一部位同时完成数道冲压工序的模具。它们可能是冲孔、落料、拉深或整形等不同工序的组合。复合模结构特点生产效率高节省人力、电力和工序...
复合模结构定义复合复合模是指在压力机(冲床)的一个工作行程中,在模具的同一部位同时完成数道冲压工序的模具。它们可能是冲孔、落料、拉深或整形等不同工序的组合。复合模结构特点生产效率高节省人力、电力和工序...
数控冲床cad排版(“那我走”,铝单板钣金生产过程中那些不可避免的小细节)
...床剪出展开图的外形长宽尺寸.若有冲孔、切角的,再转冲床结合模具冲孔、切角成形2).冲床开料.是利用冲床分一步或多步在板材上将零件展开后的平板件结构冲制成形.其优点是耗费工时短,效率高,可减少加工成本,在批量生产...
冲床哪家质量好?精密冲压设备是冲床里技术含量非常高的机床,对床身的结构、驱动结构、内部应力分解、精度、自动化配合、保持压力机及滑块恒温都有很高要求。冲床工作时间长、强度大,需要极好的设计和实际工作环境...
视频加载中...
数控冲床模具(数控冲床及冲模技术在 钣金制作行业中的应用与发展)
...的工件具有形状复杂、零件精度较高等特点。采用传统的普通冲床,加工效率低、质量不高。数控转塔冲床与普通冲床相比,模具库数量多,可自动换模,节省换模时间;具有高效率、高精度、自动化程度高的特点,在质量与效...
...经过LASER切割或数控冲床冲裁的工艺过程。3、落料:指在普通冲床或其他设备上使用模具加工得到产品形状的工艺过程。4、冲孔:指工件由普通冲床和模具加工孔的工艺过程。5、折弯:指工件由折弯机成型的工艺过程。6、成形...
氩弧焊机及剪板机(49道钣金制作工序,全面列举专业钣金术语,绝对专业)
...经过LASER切割或数控冲床冲裁的工艺过程。3.落料:指在普通冲床或其他设备上使用模具加工得到产品形状的工艺过程。4.冲孔:指工件由普通冲床和模具加工孔的工艺过程。5.折弯:指工件由折弯机成型的工艺过程。6.成形:指...
数控转塔冲床参数(有70多年历史的数控转塔冲床,为何轻而易举被激光切割机取代了)
...光切割机刚面向市场的时候,就被大家预判能够逐步取代冲床而且市场空间很大。数控冲床顾名思义主要是可以对板材、管材、型材,通过模具做出落料、冲孔、成型、拉深等等。在冲孔领域占据着很长的市场主导地位,激光切...
数控液压快速冲床(有70多年历史的数控转塔冲床,为何轻而易举被激光切割机取代了)
...光切割机刚面向市场的时候,就被大家预判能够逐步取代冲床而且市场空间很大。数控冲床顾名思义主要是可以对板材、管材、型材,通过模具做出落料、冲孔、成型、拉深等等。在冲孔领域占据着很长的市场主导地位,激光切...