普通乳化液能用线切割上吗(线切割的电极丝学习笔记)
Posted
篇首语:知识是产生对人类自由的热爱和原则的唯一源泉。本文由小常识网(cha138.com)小编为大家整理,主要介绍了普通乳化液能用线切割上吗(线切割的电极丝学习笔记)相关的知识,希望对你有一定的参考价值。
普通乳化液能用线切割上吗(线切割的电极丝学习笔记)
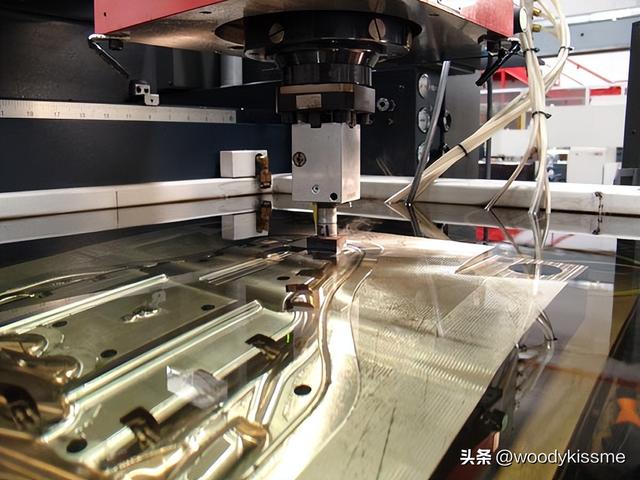
车间里有线切割机床,平时都没怎么关注过,直到今天被朋友问到,才决定好好学习一下。咱们一起了解一下线切割用的电极丝的基本知识吧:
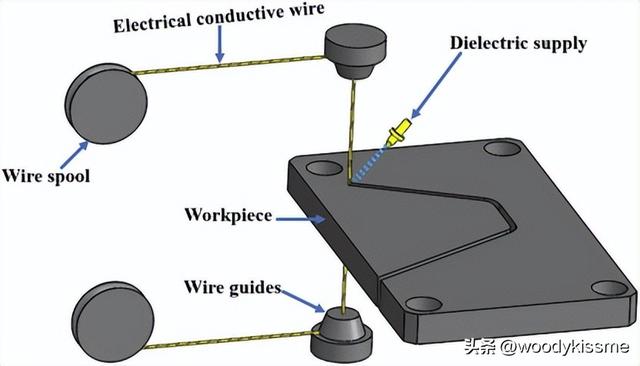
电火花加工( EDM ),也称为火花加工、火花腐蚀、开模、线材燃烧或线材腐蚀,是一种金属制造工艺,通过使用放电(火花)获得所需的形状。通过在两个电极之间进行一系列快速重复的电流放电,将材料从工件上去除,这两个电极由介电液体隔开并施加电压。其中一个电极称为工具电极,或简称为工具或电极,而另一个称为工件电极或工件。该过程取决于不进行物理接触的工具和工件。
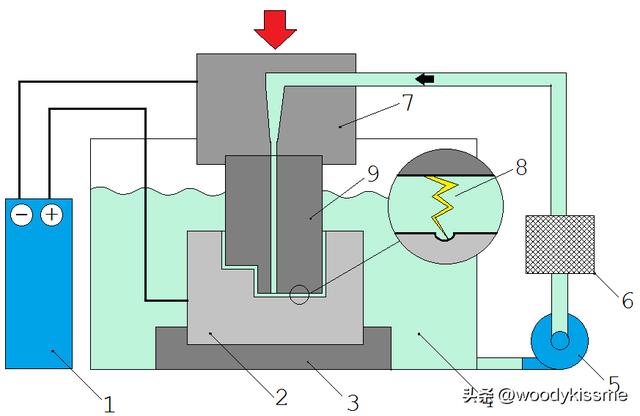
当两电极间的电压升高时,电极间体积内的电场强度变大,引起液体介质击穿,产生电弧。结果,材料从电极上被去除。一旦电流停止(或停止,取决于发电机的类型),新的液体电介质被输送到电极间体积,使固体颗粒(碎屑)被带走并恢复电介质的绝缘性能. 在电极间体积中添加新的液体电介质通常称为冲洗. 电流通过后,电极之间的电压恢复到击穿前的电压,从而可以发生新的液体介质击穿,重复循环。
线切割是电火花加工中的一种形式,通常我们会把线切割和电火花区分开来。
线切割种类
线切割加工分为快走丝加工和慢走丝加工,快走丝加工是苏联发明的特有加工方法。
加工原理
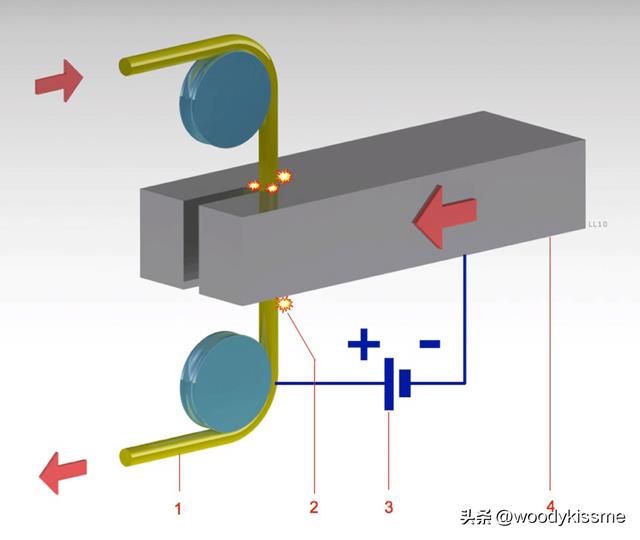
快走丝机床是采用钼丝作为电极,乳化液作为冷却和放电介质,采用钼丝往复运动的方式来加工导电材料,特点是使用成本低廉,缺点是精度较差,对操作人员要求高,在国内目前使用的快走丝机床超过80万台,每年的年产量在4-5万台。快走丝的消耗材料使用成本在2-3元/小时(含钼丝,导轮,轴承,乳化液、导电块等消耗材料和电费);综合使用成本低于8元/小时(包含人工成本、机器折旧按10年计算,资金成本,消耗材料等),【数据仅供参考】

慢走丝机床采用黄铜丝或者钨丝(为降低成本也有使用镀锌线)作为电极丝,纯水作为绝缘介质,单向运丝方式来加工导电材料,同样是采用电火花放电原理。加工精度高,因为无换向纹,所以光洁度好。缺点是使用成本远高于快走丝。

1、电极丝的选择
电极丝应具有良好的导电性和抗电蚀性,抗拉强度高、材质均匀。常用电极丝有钼丝、钨丝、黄铜丝和包芯丝等。钨丝抗拉强度高,直径在(0.03~0.1mm)范围内,一般用于各种窄缝的精加工,但价格昂贵。黄铜丝适合于慢速加工,加工表面粗糙度和平直度较好,蚀屑附着少,但抗拉强度差,损耗大,直径在0.1~0.3mm范围内,一般用于慢速单向走丝加工。钼丝抗拉强度高,适于快速走丝加工,所以我国快速走丝机床大都选用钼丝作电极丝,直径在0.08~0.2mm范围内。
电极丝直径的选择应根据切缝宽窄、工件厚度和拐角尺寸大小来选择。若加工带尖角、窄缝的小型模具宜选用较细的电极丝;若加工大厚度工件或大电流切割时应选较粗的电极丝。电极丝的主要类型、规格如下:
钼丝直径:0.08~0.2mm ;
钨丝直径: 0.03~0.1mm ;
黄铜丝直径:0.1~0.3mm ;
包芯丝直径:0.1~0.3mm 。
电极丝的性能主要要从以下几个方面评估:
- 电气性能:
主要是可以承受的最大电流。
- 机械性能:
(1)拉伸强度 (2)记忆效应 (3)延伸率
- 几何特性
圆度,丝径等参数。
- 热物理性
熔点和气化压力。
几种常见的电极丝
1.黄铜丝

黄铜丝是线切割领域中第一代专业电极丝。这种电极丝曾带来了切割速度上的突破切割速度从12mm2/min 提高到25mm2/min。黄铜是紫铜与锌的合金最常见的配比是65%的紫铜和35% 的锌。黄铜丝中的锌由于熔点较低(420℃),而紫铜为1080℃,在切割过程中锌由于高温而气化使得电极丝的温度降低并把热量传送到工件的加工面上能够改善冲洗性。黄铜丝通过一系列的拉丝(淬火作用)和热处理(退火)工序可以有不同的拉伸强度来满足不同的设备和应用场合。普通黄铜丝的拉伸强度在490~900N/mm2之间。
但黄铜丝有如下缺点:
- ①加工速度无法提高。由于黄铜中锌的比例一定所以放电时的能量转换效率无法进一步提高主切速度都在120mm2/min 左右。
- ②表面质量不佳。黄铜丝表面的铜粉和放电时由于电极丝表层气化而带出的铜微粒会积存在工件的加工面上形成表面积铜。同时由于冲洗性不好而在工件表面产生较厚的变质层这些都会影响工件的表面硬度和粗糙度。
- ③加工精度不高。特别是在加工较厚的工件时,由于冲洗性不良会产生较大的直线度误差。其主要应用场合:加工量不足;对加工精度特别是表面质量要求不高的用户;以加工小尺寸、薄厚度为主的用户;工件的材料硬度不高或厚度不超过80~100mm。
2.镀层电极丝
由于低熔点的锌对于改善电极丝的放电性能有着明显的作用而黄铜中锌的比例又受到限制所以人们想到了在黄铜丝外面再加一层锌这就产生了镀锌电极丝使电极丝的发展向前迈进了一大步并导致了更多新型镀层电极丝的出现。
镀层电极丝的主要优点:
- ①切割速度高不易断丝。
- ②加工工件的表面质量好,无积铜变质层得到改善,因此,工件表面的硬度更高模具的寿命延长。
- ③加工精度提高特别是尖角部位的形状误差、厚工件的直线度误差等均比黄铜丝有所改善。
- ④导丝咀等部件的损耗减小。
镀层的材料则有锌、紫铜、铜锌合金和银,过于专业,咱们就不细说了,有兴趣的小伙伴再深入研究吧!
3.钨电极丝(W)

作为超精密切割用的电极丝, 多用于超精密切割机上。在钨元素的基础上配以少量的添加元素,改善了其耐热强度和放电特性, 提高精密加工的稳定性和可靠性。常用于线切割加工的钨丝最细可到0.02 mm 。由于钨丝的硬度很高, 在使用中会增加对走丝装置的磨损。
4.钢琴丝(内芯:钢琴丝;外层:Cu60 Zn40)
高强度的细丝加工用电极丝。在超精密模具、IC 部件、光学仪器部件和微细部件加工中, 经常需使用 0 .07 mm 以下的细丝进行。以前, 细丝的制作均采用钨、钼或合金材料。由于钨、钼材质的硬度很高, 对导丝器、导电块和走丝系统造成很大的磨损。一些机床制造公司在很长一段时间内采用的是专用线切割机或2 套走丝系统来实现细丝的切割加工, 这又增加了机床的制造成本和使用成本。包铜钢琴丝的出现, 是代替钨丝和钼丝而开发生产的电极丝, 在钢琴丝的外层镀有黄铜材料, 使其可在与黄铜电极丝同样条件下进行放电加工, 而抗拉强度是黄铜丝的2 倍(表1)。包铜丝的表面硬度低, 对机床走丝系统的磨损基本和黄铜丝一样。
5.钼丝
线切割钼丝是以难熔金属钼(Mo)为主要原料的一种钼制品,是将钼条锻打、拉拔后制成的一种细丝,是线切割机床上的一种切割线,英文名为wire cut molybdenum wire,直径一般在0.12~0.20 mm之间。

关于线切割电极丝的学习笔记就分享到这了,如果这篇文章对您有所帮助,帮忙点赞转发,谢谢!
我是woodykissme,定期分享有关,机械传动及齿轮加工方面的内容,对这方面感兴趣的小伙伴,可以关注我。希望能够与大家讨论一下:
齿轮的设计及加工方法,加工齿轮所用的刀具设计、制造及使用方面的相关问题。
- 齿轮刀具设计计算方法,相关应用程序的开发,CAD二次开发自动绘图等的相关技术问题。
- 刀具应用方面,刀具的切削参数、涂层和使用寿命,加工中遇到的问题和解决办法等问题。
今天就分享到这,感谢您抽出宝贵的时间阅读!
参考文献:
《线切割加工中电极丝的正确选用》
《线切割加工电极丝的技术性能及发展》
相关参考
建儒模具专用防锈剂(全球首创、革命性的新产品——建儒牌快走丝线切割乳化膏)
超浓缩线切割乳化膏(快走丝专用)是建儒科技为电火花线切割快走丝机床专门研发的革命性新产品,在兼具传统乳化油优点的同时克服了传统乳化油的缺点,是取代传统乳化油的最佳选择!超浓缩线切割乳化膏(快走丝专用)...
机床线切割工作液(你不知道的,线切割机床加工原理,快慢线切割对比,出线割图步骤)
一:线切割机床的加工原理数控电火花线切割加工简称“线切割”,它是利用移动的金属丝作工具电极,并在金属丝和工件间通以脉冲电流,利用脉冲放电的腐蚀作用对工件进行切割加工的。由于它利用的是丝电极,因此,只能...
最小型线切割机床(你不知道的,线切割机床加工原理,快慢线切割对比,出线割图步骤)
一:线切割机床的加工原理数控电火花线切割加工简称“线切割”,它是利用移动的金属丝作工具电极,并在金属丝和工件间通以脉冲电流,利用脉冲放电的腐蚀作用对工件进行切割加工的。由于它利用的是丝电极,因此,只能...
数控电火花线切割机床属于什么(数控电火花切割机床线架、导轮部件的结构)
线架、导轮部件的结构线架的主要功用是在电极丝按给定线速度运动时,对电极丝起支撑作用,并使电极丝工作部分与工作台平面保持一定的几何角度。线架与储丝走丝机构组成了电极丝的运动系统。1.对线架的要求(1)具有...
线切割按照走丝速度可以分为:快走丝!慢走丝!中走丝。1.快走丝走丝速度为6-12mm/S,是我国独创的机种,1973年投入批量生产。2.慢走丝电极丝为铜线走丝速度低于0.2mm/S,单向运动,加工精度高,可达到0.001毫米,表面质量也接...
提起线切割,相信很多人对它再熟悉不过了,作为工件加工工序中最后一道且很重要的工序,我们在加工中一定要格外注意,如果出现问题,那么工件就会变形,会很难处理,所以线切割加工有几点要特别注意:线切割加工件一...
数控加工的工艺特点(数控线切割加工的特点与编程中的工艺处理和切割加工的工艺准备)
数控线切割加工的特点与编程中的工艺处理数控线切割加工又称为数控电火花线切割加工,它是利用电极间隙脉冲放电产生局部瞬间高温,对金属材料进行蚀除的一种加工方法。一、数控线切割加工的特点(1)加工范围广,只...
随着行业的发展,而今线切割工艺在手板制作中的应用也越来越广泛,线切割是数控电火花线切割加工的简称,线切割的基本工作原理是利用移动的金属丝作工具电极,并在金属丝和工件间通以脉冲电流,利用脉冲放电的腐蚀作...
日本沙迪克慢走丝(慢走丝戴师傅:学习沙迪克慢走丝线切割,不要轻易说我学不会)
慢走丝戴师傅:学习沙迪克慢走丝线切割,不要轻易说我学不会。当你在学习慢走丝线切割,操作机床,学习慢走丝编程感到困难时,可以看下一段文字,希望能给你增加能量。下图是Sodick沙迪克慢走丝线切割400Qs机器慢走丝线...
数控电火花线切割机床的加工原理(线切割从一刀到多刀切割的原理)
线切割从一刀到多刀切割的原理线切割机床的切割效率、电极丝损耗率和工件表面粗糙度等3项放电加工专项指标互相矛盾,所以在一次切割中,同时实现这3项高指标是不可能的。要获得最高切割效率,工件表面粗糙度必定差,...