易车削棒(数控车削螺纹中装刀及对刀技术)
Posted
篇首语:宁死不背理,宁贫不堕志。本文由小常识网(cha138.com)小编为大家整理,主要介绍了易车削棒(数控车削螺纹中装刀及对刀技术)相关的知识,希望对你有一定的参考价值。
易车削棒(数控车削螺纹中装刀及对刀技术)
车削螺纹注意事项:考虑螺纹加工牙型的膨胀量,外螺纹大径(公称直径d )一般应车得比基本尺寸小0.2~0.4mm(约0.13P),保证车好螺纹后牙顶处有0.125P的宽度(P是螺距),镗内螺纹的底孔时保证底孔直径为公称直径-P。螺纹切削应注意在两端设置足够的升速进刀段δ1和降速退刀段δ2,以剔除两端因变速而出现的非标准螺距的螺纹段。同理,在螺纹切削过程中,进给速度修调功能和进给暂停功能无效;若此时按进给暂停键,刀具将在螺纹段加工完后才停止运动。螺纹加工的进刀量可以参考螺纹底径,即螺纹刀最终进刀位置。螺纹小径为:大径-1.2倍螺距;螺纹加工的进刀量应不断减少,具体进刀量根据刀具及工件材料进行选择,但最后一次不要小于0.1mm。螺纹加工完成后可以通过观察螺纹牙型判断螺纹质量及时采取措施。但应注意对外螺纹来说当螺纹牙顶未尖时,增加刀的切入量反而会使螺纹大径增大,增大量视材料塑性而定,当牙顶已被削尖时,增加刀的切入量则大径成比例减小,根据这一特点要正确对待螺纹的切入量,防止报废。对于一般标准螺纹,都采用螺纹环规或塞规来测量。在测量外螺纹时,如果螺纹“过端”环规(通规)正好旋进,而“止端”环规(止规)旋不进,则说明所加工的螺纹符合要求,反之就不合格。测量内螺纹时,采用螺纹塞规,以相同的方法进行测量。除螺纹环规或塞规测量外还可以利用其它量具进行测量,用螺纹千分尺测量螺纹中径等等。
螺纹底孔D钻=D-P
D螺纹大径P螺距
确定目的:攻螺纹时不会因挤压作用,使螺纹牙顶与牙底之间不咬死(用丝锥攻的时候也有这个现象)保证有效的工作高度等!
底孔深度H钻=h有效+0.7D
h有效螺纹有效深度 D螺纹大径
确定目的:主要是在不通孔时用丝锥攻螺纹时丝锥切削部分有锥角,端部不能切出完整的牙型,所以钻孔深度要大雨螺纹的有效深度。
M8有粗牙,细牙之分
1.粗牙M8的,螺距P=1.25,粗牙记法:M8(省略螺距);
2.细牙M8的,螺距P=1,细牙记法:M4x1。
螺纹密封:
任何平面都不可能完全紧密接触,需防漏密封,传统方法是用橡胶、石棉、金属等垫片,但因老化或腐蚀很快就会泄漏。而以厌氧胶来代替固体垫片,固化后可实现紧密接触,使密封性更耐久。麦特雷超级润滑剂是一种有多种用途的特殊惰性材料,用于螺纹管接头和螺纹插塞的密封、法兰盘配合面的密封、机械箱体结合面的密封等,都有良好的防漏效果。
超级润滑剂主要用于降低金属间接触。作为一种螺纹密封复合物,该产品在外螺纹和内螺纹间形成一个接触面,可以保护接头免受摩擦和磨损影响,同时可以承受1407公斤/厘米2的压力,甚至是磨损,腐蚀或错误机加工的螺纹面。该产品也是一种极好的齿轮箱添加剂,可以在内部件上形成以一层薄膜。从而降低摩擦,齿轮噪音以及泄露。它也明显降低力矩应力,满足动力减压需求。它可以用于垫圈面或作为一种填料补充,通过密封以防止流体泄露。可以在316°C的温度下应用。该产品可以在不锈钢,铝,铁,钡,玻璃纤维,塑料施工,不会被酸,碱或普通溶剂影响。
螺纹密封应用指导:将应用麦特雷Blu‐Goo超级密封润滑剂涂抹在内螺纹和外螺纹上,用刷子或其他应用工具涂抹均匀。
在螺纹车削过程中,经常会因螺纹刀具磨损,崩刀而需重新装刀对刀,装刀对刀的好坏直接影响车削螺纹的精度,特别是螺纹的修复车削,需二次装夹二次对刀,制约了数控车床加工螺纹的加工效率,螺纹精度要求较高时,如梯形螺纹还需两侧面进行精加工,需先粗加工后换精车刀进行精加工,如果不能很好地解决加工过程中的装刀对刀问题,数控车削螺纹将不能得到很好的应用。

1. 螺纹在数控车床中加工的原理
数控车削螺纹与普通车床车螺纹有着很大的区别,普通车床是通过齿轮机械传递与丝杠联动后车削,即主轴每转一转,刀架移动一个螺纹的导程,在整个螺纹加工过程中这条传动链不能断开,否则会乱扣。而数控车削是通过主轴上安装的编码器发出脉冲信号进入数控系统,有数控系统进行运算控制,发出指令控制伺服电机通过滚珠丝杠控制刀具进行移动,实现螺纹的车削,为了让螺纹车削在多走刀时不乱扣,通过检测脉冲信号来控制螺纹的起始加工位置,当程序加工开始时,主轴旋转,刀具等待主轴编码器发出同步信号(零位信号)后,进行车削运动,那么车削第二刀螺纹时,刀具回到上次车削的起始点位置,还是等待接收到同步信号(零位信号)后再次车削,这样车削螺纹始终在同一螺旋线上,所以不会产生乱扣现象。
2. 螺纹车削装刀对刀中存在的问题
(1)首次车削装夹刀具
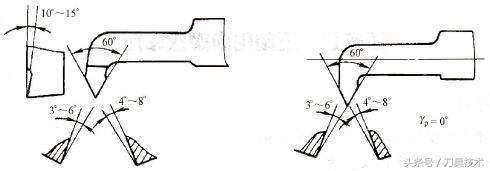
在首次装夹螺纹刀时会产生螺纹刀刀尖与工件回转中心不等高现象,一般常见于焊接刀,由于制造粗糙,刀杆尺寸不精确,中心高需加垫片进行调整,中心高低影响刀具车削后的实际几何角度。装刀时刀尖角装偏,易产生螺纹牙型角误差,产生齿形歪斜。螺纹刀伸出过长,加工时会产生震刀,影响螺纹表面粗糙度。
(2)粗精车刀对刀
在加工高精度螺纹及梯形螺纹过程中,需用两把螺纹刀粗精车分开,两把刀对刀产生偏移大(特别是Z向)会使螺纹中径变大产生报废。
(3)修复工件对刀
修复工件对刀由于二次装夹工件,修复的螺旋线与编码器一转信号发生了变化,再次修复加工时会产生乱扣。
3. 解决问题的方法
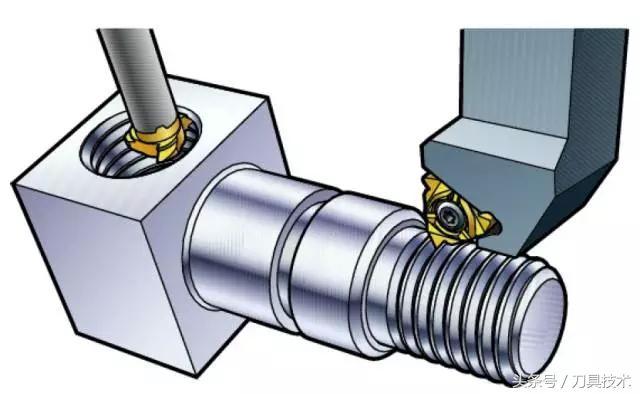
(1)螺纹刀刀尖必须与工件回转中心保持等高,刀具刃磨后用对刀样板靠在工件轴线上进行对刀,保持刀尖角安装正确。如使用数控机夹刀具,由于刀杆制造精度高,一般只要把刀杆靠紧刀架的侧边即可。
(2)粗精加工螺纹刀对刀采用设定某一点为基准点,采用通常方法对刀即可,在实际的对刀过程中采用试切法只要稍加调整一下刀补。
(3)在螺纹加工中,如出现刀具磨损或者崩刀的现象,需重新刃磨刀具后对刀,工件未取下修复,只需把螺纹刀安装的位置与拆下前位置重合在一起,这等同于同一把车刀加工。
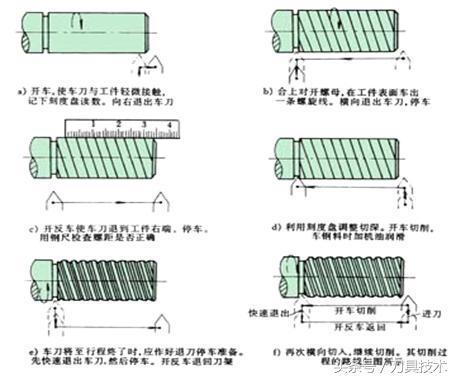
(4)如修复已拆下的工件,这时确定加工起点位置才能进行修复加工工作,如何确定加工起点与一转信号位置,首先可用试验棒进行表面深为0.05~0.1mm的螺纹车削(所有参数与需加工螺纹参数相同),Z值为距螺纹起点右端面整数螺纹导程距离值,表面刻出螺旋线,确定螺纹车削起点,并在卡盘圆表面相应位置刻线标记(即使刻线和试验棒上螺旋起点同一轴向剖面内)。目的是使信号位置被记录下来,卸下试验棒,装夹上要车削或修复的螺纹工件,对刀时先将刀具转到加工位置,再将车刀移至卡盘刻线部位,转动卡盘,使刻线对准车刀主切削刃,然后主轴不转动,移动刀尖至任意一个完整螺纹槽内,记下对应Z向绝对坐标,最后计算车刀Z向定位起点坐标,根据计算结果修改程序中起点Z向坐标。公式为z′=z+(n+2)t,n为当前刀具所在螺纹槽到螺纹起点的螺纹槽的个数,t为螺距。
例:设当前z值为-10,n为2,t为3,则
z′=z+(n+2)t=2
新加工起点Z向为2。
车削螺纹过程中装刀和对刀至关重要,特别是二次车削(修复)螺纹,要在已有螺纹沟槽基础上进行螺纹车削,其关键就是要实现加工时保证主轴零位信号位置与工件上已有螺纹螺旋线的起点相一致。
相关参考
...,将刀具靠近工件端面处。Z轴方向对刀:①手摇操作,车削工件端面。②沿"
数控主轴编码器输出原理(数控车床上螺纹加工的三大问题和解决方法)
在螺纹车削进程中,经常会因螺纹刀具磨损,崩刀而需从头装刀对刀,装刀对刀的好坏直接影响车削螺纹的精度,特别是螺纹的修正车削,需二次装夹二次对刀,限制了数控车床加工螺纹的加工效率,螺纹精度要求较高时,如梯...
数控车床每次都要对刀吗(老师傅传授,数控车床对刀及对刀注意事项,学会终身受益)
一、 开机回零(返回参考点)操作1、 打开数控车床电气柜总开关。2、 按下机床面板上的“系统启动键”,接通电源,显示屏由原先的黑屏变为有文字显示,电源指示灯亮。3、 按“急停键”,使“急停键”抬起。4、 在操作选...
广数数控立车对刀步聚(数控车工晋级技巧,实操经验27条技巧)
...内孔、长度、锥度、螺纹的结合练习,再就是复杂零件的车削练习,如:内外梯形螺纹、蜗杆、细长轴、薄壁套等,并学会使用中心架和跟刀架。车工的技术是学不完的,最普通的车工不需要太高的技术。可以分为5类车工,这...
1、高速车削细长轴时应注意的问题“车工怕车杆”。这句话反映出车削细长杆的难度。由于细长轴的特点和技术要求,在高速车削时,易产生振动、多棱、竹节、圆柱度差和弯曲等缺陷。要想顺利地把它车好,必须全面注意工...
数控车床怎么调试程序(数控车床精确对刀方法总结,高级车工就从这里开始)
...切对刀法”的原理及对刀思路;接着,介绍了华中世纪星车削数控系统的四种手动试切对刀方法;为改进其对刀精度,根据“自动试切→测量→误差补偿”的思路,设计出了用程序控制的自动试切法,并总结介绍了四种精确对刀...
数控车床刀架工作原理(数控车床精确对刀方法总结,高级车工就从这里开始)
...切对刀法”的原理及对刀思路;接着,介绍了华中世纪星车削数控系统的四种手动试切对刀方法;为改进其对刀精度,根据“自动试切→测量→误差补偿”的思路,设计出了用程序控制的自动试切法,并总结介绍了四种精确对刀...
数控车床是怎样对刀(数控车削加工对刀方法,不会找机床坐标原点,永远也学不会加工)
程序输入数控系统并校验合格以后,操作者是不是就可以启动数控车床加工工件呢?不是的,加工零件按顺序从系统校验合格,就要进行对刀操作,对切削参数进行合理调整,最终确定的加工程序。外圆车刀试切法对刀法机床坐...
数控车加工 数控车削加工是一种重要的加工方法,主要用于轴类、盘类等回转零件的加工。UG的车加工模块,可以完成零件的初车、精车、车端面、车螺纹和钻中心孔等工艺过程。本文主要介绍各类车削操作的创建方法,参数设...
数控车床四工位刀架换刀过程(数控车削加工对刀方法,不会找机床坐标原点,永远也学会加工)
程序输入数控系统并校验合格以后,操作者是不是就可以启动数控车床加工工件呢?不是的,加工零件按顺序从系统校验合格,就要进行对刀操作,对切削参数进行合理调整,最终确定的加工程序。外圆车刀试切法对刀法机床坐...