昆山ER309L焊丝(进口复合不锈钢(SPU36N-SUS410S)焊接技术)
Posted
篇首语:尺有所短;寸有所长。物有所不足;智有所不明。本文由小常识网(cha138.com)小编为大家整理,主要介绍了昆山ER309L焊丝(进口复合不锈钢(SPU36N-SUS410S)焊接技术)相关的知识,希望对你有一定的参考价值。
昆山ER309L焊丝(进口复合不锈钢(SPU36N-SUS410S)焊接技术)
1,焊接方法
进口复合不锈钢(SPU36N-SUS410S),相当于中国:16MnR钢-马氏体不锈钢06Cr13钢,基层选用焊条电弧焊和埋弧焊,过渡层和复层采用不锈钢药芯焊丝FCWE309T(E309T)CO2气体保护焊。
2,焊接材料的选用
基层的焊接方法有两种:焊条电弧焊选用J507(E515型)焊条电弧焊,埋弧焊选用 H10MnSi(ER50型)焊丝和HJ431焊剂。
过渡层和复层均为药芯焊丝FCWE309T,配用不同气体的气体保护焊和E309型焊条电弧焊,它们在熔敷金属化学成分方面的比较,药芯焊丝无论配用CO2还是氩气作为保护气体,其熔敷金属的化学成分相当;与E309型焊条相比,熔敷金属的化学成分也相当,且碳含量还低于309型焊条;使用价廉的CO2气体保护焊也不会使焊缝金属增碳。测得焊缝金属组织为奥氏体和体积分数为7%-10%的铁素体,这有利于焊接接头抗裂性能和耐蚀性。
3,坡口形式
坡口形式如下图1所示
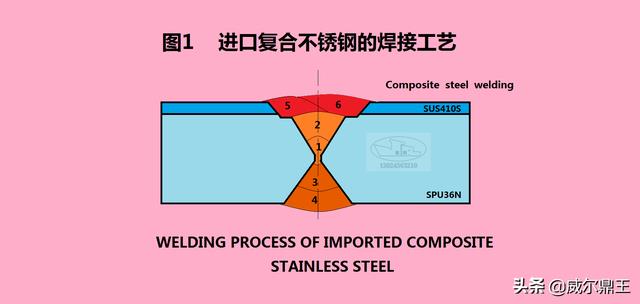
这种坡口形式比较特殊,为阶梯式坡口。它的优点是,不仅便于焊工在操作时控制焊缝厚度,降低了根部焊缝的熔合比,而且更重要的是避免了用常规坡口形式所带来装配不准确的缺点。
4.焊接
1)坡口在边机上刨成,组装前,要将坡口内侧和待焊面两侧各50mm范围内,用丙酮清洗干净,不得有油污和锈蚀。
2)装配时以复层SUS410S钢板为基准,错边量≤0.5mm;定位焊一定要在基层上进行,所用焊接材料与焊接正式施焊用的焊接材料相同,定位焊缝长度为30~50mm。
3)焊接顺序为先焊复层侧的基层焊缝再进行盖面焊。首先用直径3.2mmJ507(E5515型)焊条进行封底焊,如图1中的1焊缝所示;然后用直径4mm焊条进行盖面焊,如图1中的2焊缝,此焊缝表面应略高于坡口平台。基层外侧焊缝采用埋弧焊,如图1中3、4焊缝所示,基层焊接完毕进行X射线探伤,合格后方可焊接过渡层和复层。
过渡层和复层焊接以前,先修磨复层侧的基层焊缝表面,使其与平台基本平齐,然后用FCWE309T药芯焊丝气体保护焊施焊,焊丝直径为1.2mm,焊接顺序如图1中5、6焊缝所示。
基层、过渡层和复层的焊接参数见图2

4)过渡层和复层焊接操作要点:焊枪作直线运动,尽量不作横向摆动;采用左焊法,便于焊工观察熔池前端的坡口,易控制焊缝成形;阶梯状坡口底部宽为14-16mm,需采用单层双道焊时,第一道焊缝不宜过宽,不超过底宽的2/3,一般控制在1/3-2/3之间,否则第二道焊缝成为窄而深的焊道,易造成过渡层焊缝的未熔合和夹渣等缺陷;施焊时,若接头引弧处存在缺陷,应打磨或剔除后再引弧,否则易产生夹渣;熄弧后,有时熔渣附着在焊丝端头形成熔球,在此情况下就不能顺利引弧,必须剪去;熄弧后重引弧的位置,应在熔池前端15~30mm处开始,电弧引燃后快速送向弧坑处,填满弧后才能继续向前施焊,以防缺陷得产生。
相关参考
牌号:NiCu-7执行标准:AWSA5.14:2005产品特点:产品用途:用于焊接镍铜合金B127,163,164和165等主要化学成分(质量分数)/%CMnFeSiCuNiaAlTi其他c≤0.152.0-4.0≤2.5≤1.228.0-32.0≥62.0≤1.21.5-3.0-一、材质:双相钢焊条焊丝:ER2209/E2209(2205),ER259...
按照焊丝的制造方法以及适用的焊接方式可以将其分为下边几类:1、实心焊丝型号可以大概分为碳钢、低合金钢焊丝、镍及镍合金焊丝、铝及铝合金焊丝等。碳钢和低合金钢焊丝,型号表示为ER××-×字母“ER”表示实心焊丝“ER...
按照焊丝的制造方法以及适用的焊接方式可以将其分为下边几类:1、实心焊丝型号可以大概分为碳钢、低合金钢焊丝、镍及镍合金焊丝、铝及铝合金焊丝等。碳钢和低合金钢焊丝,型号表示为ER××-×字母“ER”表示实心焊丝“ER...
氩弧焊焊丝有几种材质(分享:不同氩弧焊焊丝对2205双相不锈钢环焊缝组织与性能的影响)
摘要:采用钨极惰性气体保护焊工艺对2205双相不锈钢管进行焊接,研究了全程采用ER2209焊丝、根焊采用ER2594焊丝所得的焊接接头的化学成分、显微组织、力学性能和耐腐蚀性的差异。结果表明:与全程采用ER2209焊丝的焊接接头相比,...
按照焊丝的制造方法以及适用的焊接方式可以将其分为下边几类:1、实心焊丝型号可以大概分为碳钢、低合金钢焊丝、镍及镍合金焊丝、铝及铝合金焊丝等。碳钢和低合金钢焊丝,型号表示为ER××-×字母“ER”表示实心焊丝“ER...
问题1:6mm的316L不锈钢板拼焊用什么焊接方法回答:可以用手工氩弧焊(MTIG)或CO2焊接方法、手工焊条焊均可。手工氩弧焊:选用ER316L焊丝,2.5粗或3.2粗的均可;对于6mm厚板材可以采用X型坡口,拼焊时应注意焊接变形问题,可...
问题1:6mm的316L不锈钢板拼焊用什么焊接方法回答:可以用手工氩弧焊(MTIG)或CO2焊接方法、手工焊条焊均可。手工氩弧焊:选用ER316L焊丝,2.5粗或3.2粗的均可;对于6mm厚板材可以采用X型坡口,拼焊时应注意焊接变形问题,可...
...焊两种应用。氩弧焊1、常见的铝合金可以通过ER4043铝硅焊丝焊接,比如铸造铝,软铝纯铝。2、铝型材,铝管类可以用ER5356的铝镁合金焊丝焊接。铝镁焊丝53563、如果是比较硬度高的可以采用ER5183,强度、硬度高一些的铝合金焊...
焊管焊接钢管焊管40(不锈钢304材质的钢管及管道焊接用什么型号焊丝和焊条?)
304材质管道焊接用焊条:E308-16(A102)焊丝:ER308。焊接:焊接,也可写作“焊接”或称熔接、镕接,是两种或两种以上材质(同种或异种)通过加热、加压,或两者并用,使两工件产生原子间结合的加工工艺和联接方式。焊接应用广泛,既可用...
焊管焊接钢管焊管40(不锈钢304材质的钢管及管道焊接用什么型号焊丝和焊条?)
304材质管道焊接用焊条:E308-16(A102)焊丝:ER308。焊接:焊接,也可写作“焊接”或称熔接、镕接,是两种或两种以上材质(同种或异种)通过加热、加压,或两者并用,使两工件产生原子间结合的加工工艺和联接方式。焊接应用广泛,既可用...