旧塑料花怎么洗(注塑产品有料花,怎么办?)
Posted
篇首语:地球是有限的,而知识是无限的。本文由小常识网(cha138.com)小编为大家整理,主要介绍了旧塑料花怎么洗(注塑产品有料花,怎么办?)相关的知识,希望对你有一定的参考价值。
旧塑料花怎么洗(注塑产品有料花,怎么办?)

1、特点:
水气银纹一般是因为物料含水量高而形成,分布一般是沿注射流向不规则地分布,严重时密布在整个塑件表面;形状像柳条状,又细又长。记住:固定位置的银丝一定不会是料没烘干的问题,如果是料不干,银丝是没有规则分布。
2、产生原因:
水气银纹是指塑料在料筒中发生水解而形成的银线痕,其产生原因是早由于料粒在成型前未得到充分干燥,或已充分干燥的料粒在料斗中停留时间太长,而料斗中又无有效的保温措施,使其重新吸湿,含水量超过了规定的要求,这种含水量超高的料粒在料筒内高温作用下水分被汽化,导致树脂在熔融过程中发生降解现象,产生二氧化碳气体。积存在熔融树脂内部,充模时随流料冲入模腔,形成水气银线痕。致使塑件强度显着降低,质地变脆。这类银线痕经常遇到,而且比较容易识别,具体原因表现在:
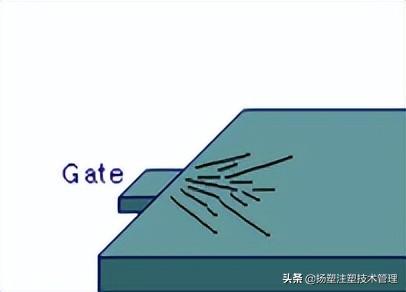
银线痕是空气或湿气挥发、异种塑料混入分解而烧焦,在塑件表面溅开的痕迹,它会从浇口处以扇形方式向外辐射发展,如图1所示。塑料于储存时会吸收相当程度的湿气,假如成形前未经过适当的干燥,湿气会在射出成形时转变成水蒸气,在塑件表面造成喷溅的痕迹。塑料在塑化阶段,会包覆适量的空气在熔胶内,假如空气无法在射出阶段逃逸,也会在塑件表面留下银线痕。此外,有些裂解的塑料或烧焦的塑料粒子会在塑件表面留下银线痕。
3、处理办法:
消除水解银线痕的根本方法就是充分干燥料粒,成型时使用的料粒含水量必须控制在0.03%以下。为此,必须严格控制原料干燥的工艺条件,在成型前在成型前应对料粒的含水量进行测定。
检查方法一:
生产中可采用一种简便的检查方法,即便用两块小玻璃,中间夹一粒被检测的料粒,然后放到280~300度的加热板上,当料粒受热渐熔时,在玻璃上平稳加压,将熔料压扁,观察料中有无气泡,若无气泡,则为干燥合格,可供成型加工便用,否则还需要继续进行干燥处理。
检查方法二:
材料没有完全干燥,其状态是:银纹是分布在塑件的壁厚处,你可以对空注射:象ABS材料可以看看射出来的熔融胶体表面是否光亮,有没有气泡。如果不光亮有气泡则材料没有烘好。
若银线痕是由于干燥的料粒在料斗中吸湿所致,则应根据具体情况,在料斗中设置或改进加热保温装置。并控制一次投料量,不致于导致干燥粒料在料斗中停留时间过长而吸湿,一般,停留时间最长不宜超过30~60分钟。目前,料斗的加热保温装置大都是在料斗上部设置红外灯泡,其功率大小可按料斗面积而定,一般每平方米面积上需设置25~30W的加热功率。此外,也可采用蒸汽夹套,电阻丝加热等方法进行原料干燥处理。
成型工艺条件方面,对于水气银纹,可采用适当增加背压和使用排气式注射机等的方法消除。

改善塑件银线痕的方法说明如下:
(1)小心准备塑料:根据塑料供货商的建议,在射出成形前仔细地进行塑料干燥。注意塑料是否含有挥发物。更换塑料时,彻底清除料筒内的旧塑料。
(2)变更模具设计:加大竖浇道、流道及/或浇口。太狭窄的竖浇道、流道、浇口、甚至塑件设计,可能造成过量的剪切热,使得塑料过热而裂解。检查排气孔尺寸是否恰当。推荐的排气孔尺寸,结晶性塑料为0.025 mm(0.001英吋),不定形塑料为0.038 mm(0.0015英吋)。加大冷料井。
(3) 调整成形条件:选择适合模具的射出机规格,细心挑选成形条件可以使射出成形的塑料延后裂解。提高背压,以降低混入熔胶内的空气。降低熔胶温度,降低射出压力或降低射出速度。改善排气系统,务必使空气和蒸汽很容易逃逸。
检查射出机规格:检查螺杆的压缩比是否太小。
相关参考
首先,我们先来了解一下,料花的定义:银纹又叫料花,水花,是产生于注塑制件表面的类似于水泡破裂状的线条,多呈剪头状,剪头指向胶口。图1银纹典型缺陷图片图2银纹典型缺陷图片一料花产生的原因1.设备方面喷嘴孔太...
注塑机增压泵(虎皮纹?料花?鼓包?PP等汽车保险杠注塑遇到这些缺陷,如何解决)
随着汽车工业的迅猛发展,塑料零件在汽车上的应用越来越广泛。汽车塑料件的应用对于降低汽车质量、节约燃油、促进环保以及可回收利用等方面都有显著优势。汽车塑料件大多数采用注塑成型,虎皮纹、表面复制不良、缩痕...
注塑机增压泵(虎皮纹?料花?鼓包?PP等汽车保险杠注塑遇到这些缺陷,如何解决)
随着汽车工业的迅猛发展,塑料零件在汽车上的应用越来越广泛。汽车塑料件的应用对于降低汽车质量、节约燃油、促进环保以及可回收利用等方面都有显著优势。汽车塑料件大多数采用注塑成型,虎皮纹、表面复制不良、缩痕...
料纹处理(虎皮纹?料花?鼓包?PP等汽车保险杠注塑遇到这些缺陷,如何解决)
随着汽车工业的迅猛发展,塑料零件在汽车上的应用越来越广泛。汽车塑料件的应用对于降低汽车质量、节约燃油、促进环保以及可回收利用等方面都有显著优势。汽车塑料件大多数采用注塑成型,虎皮纹、表面复制不良、缩痕...
注塑机工作中调模松退怎么办(「东昊模具」常见注塑料花问题浅析-工艺参数篇)
...品表面银丝、料花、强度下降、发脆,等不良现象。2.速度注塑机射出速度过快或过慢导致制品料花。对策:(1)针对射出速度过快可适当降低射出速度,可采用多级注射在原料过进点时降低射出速度,在原料进入模具型
注塑机工作中调模松退怎么办(「东昊模具」常见注塑料花问题浅析-工艺参数篇)
...品表面银丝、料花、强度下降、发脆,等不良现象。2.速度注塑机射出速度过快或过慢导致制品料花。对策:(1)针对射出速度过快可适当降低射出速度,可采用多级注射在原料过进点时降低射出速度,在原料进入模具型
塑料制品的成型加工过程中,由于加工设备不一,成型性能各异,原料品种繁多,加之设备的运行状态,模具的型腔结构,物料的流变性等因素错综变化的影响,使得制件的内在及外观质量经常会出现各种各样的缺陷,常见的外...
塑料制品的成型加工过程中,由于加工设备不一,成型性能各异,原料品种繁多,加之设备的运行状态,模具的型腔结构,物料的流变性等因素错综变化的影响,使得制件的内在及外观质量经常会出现各种各样的缺陷,常见的外...
注塑料花原因分析(1)模具原因A.入水太小,喷射现象。B.排气不良,困气料花。C.尖锐拐角,残胶料花。D.唧咀口,水口针点处太小。E.热流道有死角,残胶。F.热流道感温位置不当,线异常。G.热流道堵塞一半了。H.模具渗水。I.热流道...
注塑料花原因分析(1)模具原因A.入水太小,喷射现象。B.排气不良,困气料花。C.尖锐拐角,残胶料花。D.唧咀口,水口针点处太小。E.热流道有死角,残胶。F.热流道感温位置不当,线异常。G.热流道堵塞一半了。H.模具渗水。I.热流道...