日用塑料制品通常如何制作(医疗产业-透明塑料的工艺)
Posted
篇首语:我不是天生的王者,但我骨子里流着不服输的血液。本文由小常识网(cha138.com)小编为大家整理,主要介绍了日用塑料制品通常如何制作(医疗产业-透明塑料的工艺)相关的知识,希望对你有一定的参考价值。
日用塑料制品通常如何制作(医疗产业-透明塑料的工艺)
医疗产业,目前整个产业链都会以降本达到大的竞争力,针对产品本身,特别是透明件,我针对性的列出我对这个产业的看法。
塑料具有重量轻、韧性好、成型易、成本低等优点,因此在现代工业和日用产品中,越来越多用塑料代替玻璃,特别应用于光学仪器和包装工业方面,发展尤为迅速。
透明塑料由于透光率要高,必然要求塑料制品表面质量要求严格,不能有任何斑纹、气孔、泛白、雾晕、黑点、变色、光泽不佳等缺陷,因而在整个注塑过程对原料、设备、模具、甚至产品的设计,都要十分注意和提出严格甚至特殊的要求。
常用透明料特性
透明塑料首先必须有高透明度, 其次要有一定的强度和耐磨性,耐热性要好,耐化学性要优, 吸水率要小,只有这样才能在使用中,能满足透明度的要求而长久不变,下面对比 PMMA、PC、PET和COC的性能。

(*品种繁多,数据取大概平均值)
· COC具有与PMMA相匹敌的光学性能以及具有高于PC的耐热性,还由于它几乎不吸水,具有比PMMA 和PC 更加优良的尺寸稳定性等,在市场上获得了很高的评价,在医药包装、医疗领域、光学领域和电子产品等领域较多的应用。
· PC的韧性、耐温性、耐磨性、防火度方面都比PMMA好,但是考虑到原材料价格及注塑工艺要求,对于一般要求的制品,仍选用PMMA为主,PMMA的透光度在透明料中是最好的。
· RET由于要经过拉伸才能得到好的机械性能,所以多在包装、容器中使用。
透明料的注塑成型工艺
注塑工艺方面
(1)应选用专用螺杆、带单独温控射咀的注塑机;
(2)注射温度在塑料树脂不分解的前提下,宜用较高注射湿度;
(3)注射压力:一般较高,以克服熔料粘度大的缺陷,但压力太高会产生内应力造 成脱模因难和变形;
(4)注射速度:在满足充模的情况下, 一般宜低,最好能采用慢—快—慢多级注射;
(5)保压时间和成型周期:在满足产品充模,不产生凹陷、气泡的情况下;宜尽量短,以尽量减低熔料在机筒停留时间;
(6)螺杆转速和背压:在满足塑化质量的前提下,应尽量低,防止产生解降的可能;
(7)模具温度:制品的冷却好坏,对质量影响极大,所以模温一定要能精确控制其过程,有可能的话,模温宜高一些好。
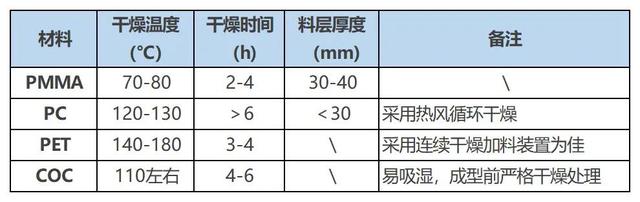
常见几种透明料注塑工艺特性
原料中含有水分,加热后会引起原料变质,所以一定要干燥,并在注塑时,加料必须使用干燥料斗。以下是常用透明原料的PMMA、PC、PET和COC的干燥工艺:
PMMA 的工艺特性 PMMA粘度大,流动性稍差,因此必须高料温、高注射压力注塑才行,其中注射温度的影响大于注射压力, 但注射压力提高,有利于改善产品的收缩率。
注射温度范围较宽,熔融温度为 160℃,而分解温度达270℃,因此料温调节范围宽,工艺性较好。故改善流动性,可从注射温度着手。 冲击性差,耐磨性不好,易划花,易脆裂,故应提高模温,改善冷凝过程,去克服这些缺陷。
PC的工艺特性 PC粘度大,融料温度高,流动性差, 因此必须以较高温度注塑(270-320T之 间),相对来说料温调节范围较窄,工艺性不如PMMA。注射压力对流动性影响较小,但因粘度大,仍要较大注射压力,相应为了防止内应力产生,保压时间要尽量短。
收缩率大,尺寸稳定,但产品内应力大,易开裂,所以宜用提高温度而不是压力去改善流动性,并且从提高模具温度,改善 模具结构和后处理去减少开裂的可能。当注射速度低时,浇口处易生波纹等缺陷,放射咀温度要单独控制,模具温度要高,流道、浇口阻力要小。
PET的工艺特性 PET成型温度高,且料温调节范围窄(260-300℃),但熔化后,流动性好,故工艺性差,且往往在射咀中要加防延流装置。 机械强度及性能注射后不高,必须通过拉伸工序和改性才能改善性能。 模具温度准确控制,是防止翘曲。变形的重要因素,因此建议采用热流道模具。
COC的工艺特性 COC可用注射成型、吹塑挤出成型,中空成型,压延成型等多种方式加工。如果采用注塑成型,在对制品冷却阶段好是快速冷却,这样有利于增加制品的透明度,但要注易制品开裂现象。COC在注塑成型时,料筒后部温度一般为240度至270度左右,料筒中部温度一般为250至310度之间,料筒后部温度为260度至310度左右。注嘴温度在250度至310度之间。模具温度好是在110至145度左右,COC优秀加工温度一般在260度至310之间。
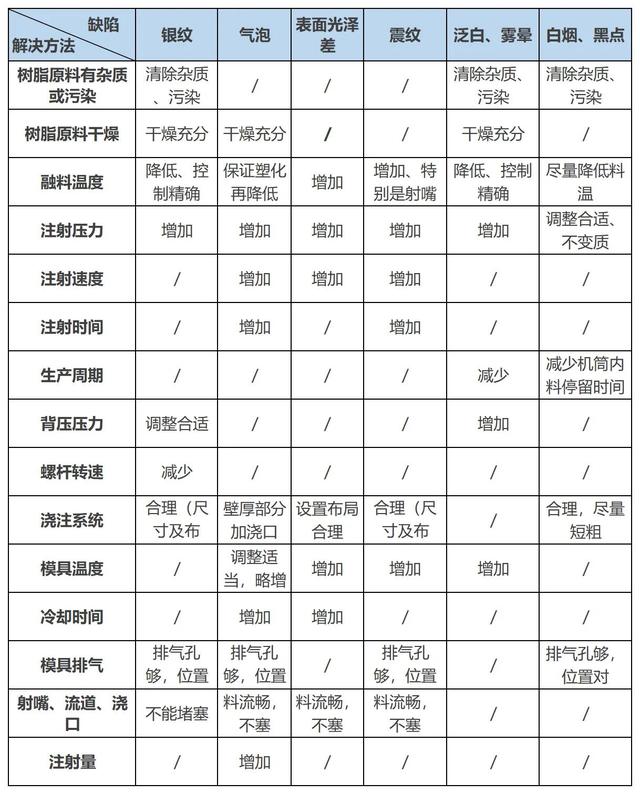
透明产品的缺陷和克服方法:
(一)银纹:由充模和冷凝过程中,内应力各向异性影响,垂直方向产生的应力,使树脂发生流动上取向,而和非流动取向产生折光率不同而生闪光丝纹,当其扩展后,可能使产品出现裂纹。
(二)气泡:主于树脂内的水气 和其他气体排不出去,(在模具冷凝过程中)或因充模不足,冷凝表面又过快冷凝而形成“真空泡”。
(三)表面光泽差:主于模具粗糙度大,另一方面冷凝过早,使树脂不能复印模具表面的状态,所有这些都使其表面产生微小凹凸不平,而使产品失去光泽。
(四)震纹:是指从直浇口为中心形成的密集波纹,其原因因熔体粘度过大,前端料已在型腔冷凝,后来料又冲破此冷凝面,而使表面出现震纹。
(五)泛白、雾晕:主要由于在空气中灰尘落入原料之中或原料含水量太大而引起的。
(六)白烟、黑点:主要由于塑料在机筒内,因局部过热而使机筒树脂产生分解或变质而形成的。
相关参考
注塑包装(星辉环材:聚苯乙烯广泛应用于电子电器、玩具、日用塑料制品、塑料包装、建材、医疗器械等领域)
...谢您的关注!聚苯乙烯广泛应用于电子电器、玩具、日用塑料制品、塑料包装、建材、医疗器械等领域。近年来,随着聚苯乙烯的应用深度和广度不断拓展,除传统领域的应用继续保持稳定或增长的态势外,以薄膜载带、高光片...
日用品模具制作(罕见的电视遥控注塑模具设计,工厂内泄制作流程,承上参考)
...如各种受力不大的壳体、支架、结构件、装饰件等;作为塑料制品的主要生产基础工艺装备的塑料模具,在国民经济占有重要的地位,模具技术也已成为衡量一个国家产品制造水平的重要标志。注射成型是塑料成型的一种重要方...
...制成的透明料可以用于加工热合包装袋、雨衣以及桌布等日用品;而如果将该颗粒
...制成的透明料可以用于加工热合包装袋、雨衣以及桌布等日用品;而如果将该颗粒
...制成的透明料可以用于加工热合包装袋、雨衣以及桌布等日用品;而如果将该颗粒
日用塑料制品机械设备(中国塑料加工专用设备行业现状深度分析与发展前景研究报告)
一、概述塑料加工专用设备又称塑料加工机械,是我国机械行业中增长最快的产业之一。主要包括注塑机、挤出机、中空吹塑成型技术和设备以及压延机等。在产业链方面,塑料加工专用设备行业产业链上游为钢材、机械元件、...
...见到的一次性塑料袋、保鲜膜一类的产品的都是属于透明塑料制品,所以对产品的白
...工业端),民用端主要用于包装、建筑装饰、医疗、家居日用,常见的有封箱胶带,工业端主要用于汽车、电子元器件制造,那么生活中常见的封箱胶带是如何生产的。胶粘带,俗称胶带,是以布、纸、膜等为基材,通过将胶粘...
...工业端),民用端主要用于包装、建筑装饰、医疗、家居日用,常见的有封箱胶带,工业端主要用于汽车、电子元器件制造,那么生活中常见的封箱胶带是如何生产的。胶粘带,俗称胶带,是以布、纸、膜等为基材,通过将胶粘...
常见塑料制品的分类一般的塑料制品的底部都会有如上标示,它们对使用范围进行了界定,标有这些数字的器皿都是合格产品,但是如果使用不当就会变成毒物。1、PET:聚对苯二甲酸乙二醇酯常用来制作矿泉水瓶、可乐饮料瓶...