无铆钉铆接(无铆钉铆接工艺参数模拟及分析(二))
Posted
篇首语:智慧并不产生于学历,而是来自对于知识的终生不懈的追求。本文由小常识网(cha138.com)小编为大家整理,主要介绍了无铆钉铆接(无铆钉铆接工艺参数模拟及分析(二))相关的知识,希望对你有一定的参考价值。
无铆钉铆接(无铆钉铆接工艺参数模拟及分析(二))
由图5可以看出,分别铆接钢材和铝材时铆接接点的颈部厚度和上板料嵌入下板料的镶嵌量相近,这是由于当模具相同且凸模行程等工艺参数相同时,虽然铝板和钢板的强度、塑性、韧性和硬度都不一样,但是铆接的成形主要和上板料、下板料的相对的强度、塑性、韧性和硬度等材料性能有关,而与材料性能参数的绝对值无关。但是材料性能参数值和模具的受力密切相关,图6中可以看出由于所选用的钢板的强度远大于所选用的铝板强度,而材料性能参数值(如强度、硬度、塑性和韧性等)不同(且在其他工艺参数相同时)和模具的受力密切相关,故铆接钢板时模具的受力远大于铆接铝板时模具的受力。故铆接钢板的模具材料及其热处理工艺要求更高,而且铆接设备的吨位和功率也要更大。
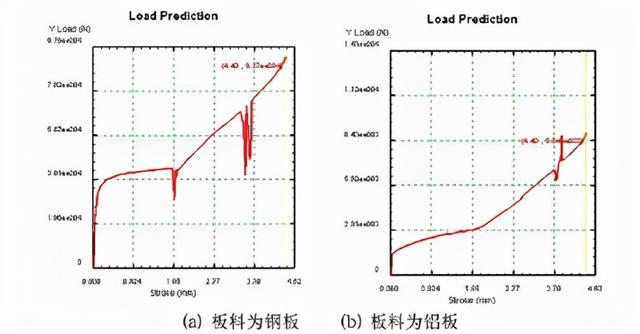
图6 不同材料板材的载荷-行程
3 板料排列的上下顺序的影响
1) 不同材料的排列顺序
为研究不同材料的排列顺序对铆接接头性能的影响,对两种情况进行模拟。上层板料的料材为AL-1100,下层板料的材料为AL-5454,两层厚度均为1.5mm,模拟结果如图7(a)所示。调换上下层板料的材料,上层板料的材料为AL-5454,下层板料为AL-1100,模拟结果如图7(b)所示。
图7(a)和(b)除了被铆接的材料力学性能外,图7都是同一形状的模型以及同一设置进行的模拟,图7(b)的铆接点颈部发生了断裂,铆接点失效,故没有继续往下模拟,这也是(b)图比(a)图铆接点的底部厚度大的原因。图(b)上板料断裂的原因为上板料材料的塑性较差,而上板料要压进下板料,然后才是嵌入下板料。在上板料嵌入下板料的过程中,因为(相当于)要进行上板料的拉深作用,如果材料的塑性不好,且要拉深经过的下板料厚度又较大,那就会出现拉破的现象。在图7(a)中铆接成功,没有出现拉破的现象是由于换了塑性较好的上板料在上方。故在无铆钉铆接中要保证上板料有较好的塑性。
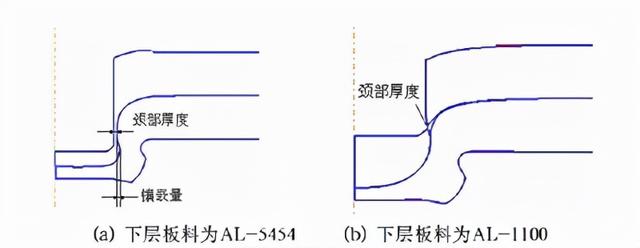
图7 不同材料的排列顺序的模拟结果
2) 不同厚度板料的排列顺序
上、下层板料的材料都为铝板AL-2024,厚度2.3mm+1.7mm组合。采用不同的叠放次序后模拟形成的不同截面的情况如图8所示。
由图8可看出,当厚板(2.3mm铝板)放置在上层, 薄板(1.7mm的铝板)放在下层,且其它模拟及模具模型部分设置不变时,比上、下板料反置的铆接接点的颈部厚度较厚,其原因是上板料要经过相当于拉深的作用,拉深的长度值为下板料厚度加上板料压入下板料长度的和,这样会导致铆接接点颈部的减薄。铆接点颈部较厚有助于铆接接点抗剪切能力的提高。两种板料放置方法的嵌入量差不多。由图9可看出,由于上板料、下板料都是同种材料,那么两板料强度一样,且模具尺寸及模拟设置一样,铆接过程中模具的受力也相差不大。总之,在无铆钉铆接过程中要把厚板放在上板料位置。
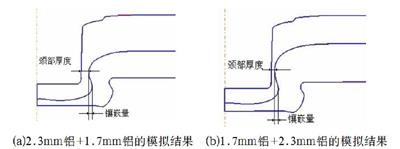
图8 不同厚度板料排列顺序的模拟结果

图9 不同厚度的板料的载荷-行程曲线
4 凹模环形凹槽深度的影响
凹模底角部位的环形凹槽深度也对铆接的效果有较大影响。图10为改变凹模环形凹槽深度的模拟模型图,左图(a)环形凹槽很浅,右图(b)环形凹槽较深,模型其它地方不做改动。
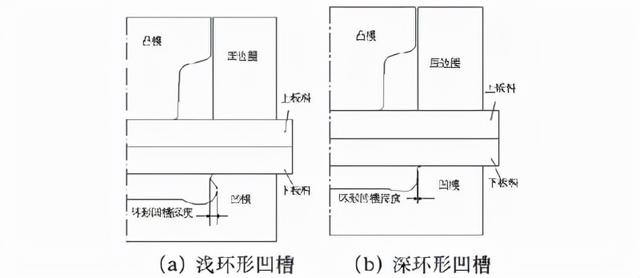
图10 不同深度环形凹槽的凹模深度
当凹模环形凹槽深度过浅时容易导致上板料嵌入下板料的镶嵌量过小,这是由于环形凹槽过小时,在铆接中板料金属不能向四周的凹槽流动,所以上板料嵌入下板料的嵌入量少,容易导致上下板料脱开失效。而环形凹槽适当就可以解决嵌入量过小的问题。但环形凹槽过深会导致凹模端面圆角容易过载而出现塌角,或者出现疲劳破坏。故环形凹槽深度也不宜过深,这和凹模的总深度有关系,当凹模总深度较深时,凹模的内径也要增大,环形凹槽也可以适当加深,反之亦然。而凹模的总深度又和上、下板料的厚度有关系,当上、下板料较厚时,凹模的深度也较深,反之亦然。由于凹槽深度不会太深,故只在上板料嵌入下板料的嵌入过程影响金属的流动,其它时候不影响铆接点中金属的流动,当铆接的板材相同且模具其它尺寸相同及工艺参数数据也相同时,在环形凹槽浅的铆接比在凹槽深的铆接先达到模具的充满,由于浅凹槽凹模先被充得较满,而不利于金属的流动,而凸模的行程相差不大,故在浅环形凹槽的载荷-行程曲线中间段斜率更大,即载荷增长更快,而在深环形凹槽铆接的末尾时刻,凹模差不多被充满时载荷急剧上升,当然浅凹模差不多被充满时载荷也是急剧上升的。在凹模环形凹槽深一点的情况下,凸模的行程可以稍稍大一点以利于上板料很好的嵌入下板料。总之凹模的环形凹槽要有适当的深度,要有利于上板料嵌入下板料,又要防止凹槽过深导致模具寿命下降。在板料不太厚的情况下,一般可以设为0.25mm-0.5mm之间,这和板料厚度及凹模深度正相关。
6 总结
要研究无铆钉铆接的理论,就可以通过改变无铆钉铆接的工艺参数进行比较研究。无铆钉铆接工艺参数包括板料的材料、被无铆钉铆接的板料放置顺序、模具的几何形状等。这些参数是无铆钉铆接非常重要的工艺参数,这些参数决定了无铆钉铆接接头的形状和铆接质量。本文主要研究凹模深度、被铆接板料的材料、板料放置顺序和凹模环形凹槽的深度影响四个工艺参数对无铆钉铆接接头性能的影响,并通过分析多组数值模拟的结果进行接头缺陷预测。
铆接缺陷的几种情况为:铆接点颈部厚度过薄,铆接点镶嵌量不足,铆接点的上板料过薄,铆接点底部的下板料较薄等。并提出改善无铆钉铆接接头性能的解决方案。
参考文献
[1] 匡锡红.一种新型板件冲压连接技术及应用.雷达与对抗[J],2001.Vol 3:72-76.
[2] M. Carboni , S. Beretta, M. Monno ,Fatigue behaviour of tensile-shear loaded clinched joints[j]. Engineering Fracture Mechanics ;2006.Vol73:178–190
[3] TOX Co. TOX板件冲压连接技术[J],MC现代零部件,2006 Vol 9:70-71
[4] K. Taube.Carbon-based coatings for dry sheet-metal working[J]. Surface and Coatings Technology 1998 Vol 98:976-984
[5] 王劲青,魏兵,王为,夏明安,薄板冲压无铆钉连接技术[J].湖北工学院学报,2003.10 Vol 18(5)1-2
[6] 夏华,陈善民,黄虹,胡亚民,李新龙,铆接新技术及其现状[J].现代制造工程,2004 Vol1:101-103
[7] 黄志超.板料连接技术进展[J].锻压技术,2006(4),119-122
[8] 黄志超,占金青,陈伟.半空心铆钉自冲铆接工艺过程的数值模拟[J].锻压技术,2007,Vol.32: 54-57
[9] 刘亚丽。无铆钉连接技术研究及有限元模拟[D]:[硕士学位论文].南京:南京航空航天大学机电学院,2005.
[10] Fu. Maofeng, P. K. Mallick. Effect of process variables on the static and fatigue properties of self-piercing riveted joints in aluminum alloy 5754 [C]. SAE Technical Paper Series, 2001: 825-838.
相关参考
无铆钉链接压铆机(「设计开发专栏」铆钉的工艺和产品知识介绍)
铆钉是用于连接两个带通孔,一端有帽的零件(或构件)的钉形物件。在铆接中,利用自身形变或过盈连接被铆接的零件。铆接是使用比预制孔直径稍小的金属圆柱或金属管,穿过需要铆合的工件,并对铆钉两端敲击或加压、使金...
...见识了,它的另一个名字叫贝瑞克蜗壳铆接机自动标志牌铆钉机铆接后的效果和质量:根据武汉贝瑞克蜗壳铆接机多年的使用经验,从两部分来判定铆接是否合格,一是蜗壳铆接后的牢固强度,二是蜗壳铆接后贴膜面的平整度。...
抗疲劳性及抗穿刺性好(Questok无铆钉铆接枪和自穿刺铆接枪,铆接该选哪一款?)
uestok无铆钉铆接枪和自穿刺铆接枪,在铆接工作中,表现有何不同,该选哪一款?随着中国成为一个制造大国,一些国内外工业产品制造工厂也随之呈现较好的发展态势,在工业产品制造过程中,有大量的板材需要用到连接技术...
气动无铆钉铆接机原理(100年前采用铆接工艺的船舶是如何拼接船体?又是如何防水的呢?)
上次笔者写了一篇关于:采用铆接工艺的船舶是如何拼接船体,连接处又是如何防水的文章。当时因为觉得比较简单,所以没有具体去讲原理,而是通过图片的形式让大家学习。不过后来有很多网友给我反应说看不懂,所以笔者...
...时液压系统驱动活塞连同球面副向下施压,当铆头接触到铆钉时,铆头围绕铆钉中心线(即主轴中心线)按11瓣梅花运动轨迹对铆钉进行无滑动辗压,而完成铆接工作。径向铆接机机头径向铆接机的优点铆钉成形力小,仅为冲铆...
...时液压系统驱动活塞连同球面副向下施压,当铆头接触到铆钉时,铆头围绕铆钉中心线(即主轴中心线)按11瓣梅花运动轨迹对铆钉进行无滑动辗压,而完成铆接工作。径向铆接机机头径向铆接机的优点铆钉成形力小,仅为冲铆...
贝瑞克无铆钉铆接技的模具为什么这么耐用?大家都知道贝瑞克无铆钉铆接机卖的非常火,海内外都有很多忠实的用户,今天再讲讲贝瑞克无铆钉铆接机的另一个核心部件,就是贝瑞克无铆钉铆接机的专用模具,它包含了冲针及...
...或气动系统驱动活塞连同球面副向下施压,当铆头接触到铆钉时,铆头围绕铆钉中心线(即主轴中心线)按11瓣梅花运动轨迹对铆钉进行无滑动辗压,而完成铆接工作。径向铆接机的优点:铆钉成形力小,仅为冲压铆的1/10,铆后...
...或气动系统驱动活塞连同球面副向下施压,当铆头接触到铆钉时,铆头围绕铆钉中心线(即主轴中心线)按11瓣梅花运动轨迹对铆钉进行无滑动辗压,而完成铆接工作。径向铆接机的优点:铆钉成形力小,仅为冲压铆的1/10,铆后...
旋铆机铆接不好原因(高强度硬度的铆钉选购铆接机旋铆机的方法及案例)
本期我们主要分析下高强度硬度的铆钉选购铆接机旋铆机的方法及案例。普通钢铆钉,铁铆钉,铝铆钉,铜铆钉等按照我们设备型号上的标号就可以自行选购铆接机旋铆机了,如需要高强度硬度的铆钉不仅客户不知道选择什么类...