无温摩擦焊(分享:超高转速搅拌摩擦焊铝合金板的焊接变形和残余应力)
Posted
篇首语:世界上唯一拥有越多越好的东西就是知识。本文由小常识网(cha138.com)小编为大家整理,主要介绍了无温摩擦焊(分享:超高转速搅拌摩擦焊铝合金板的焊接变形和残余应力)相关的知识,希望对你有一定的参考价值。
无温摩擦焊(分享:超高转速搅拌摩擦焊铝合金板的焊接变形和残余应力)
(1.江苏科技大学 材料科学与工程学院,镇江 212003;2.苏州热工研究院有限公司,苏州 215004)
摘 要:采用10000r??min-1以上的超高转速搅拌摩擦焊设备,对100mm×80mm×1mm 的
2014铝合金板进行了对接焊.利用水雾冷却的方法控制铝合金板的变形,得到了表面成型良好且
变形较小的焊件,并对焊件的焊接变形和残余应力进行了测定和分析.结果表明:该2014铝合金
板的焊缝无减薄,横向最小挠度为0.25mm,纵向最小挠度为0.3mm;焊缝处的残余应力很低,纵
向残余应力峰值区间为-43~-83MPa.
关键词:超高转速搅拌摩擦焊;铝合金板;焊接变形;残余应力
中图分类号:TG404 文献标志码:A 文章编号:1001G4012(2017)07G0482G05
WeldingDeformationandResidualStressofAluminumAlloySheets
WeldedbyFrictionStirWeldingatSuperHighRotationSpeed
ZHOUYang
1,DAIZhixin1,FANGKewei2,XUEJunrong
1
(1.SchoolofMaterialScienceandEngineering,JiangsuUniversityofScienceandTechnology,Zhenjiang212003,China;
2.SuzhouNuclearResearchInstitute,Suzhou215004,China)
Abstract:The100mm×80mm×1mm2014aluminumalloysheetswerebuttweldedbythefrictionstirwelding
equipmentatsuperhighrotationspeedofover10000r??min-1Thedeformationofaluminumalloysheetswascontrolled
bythewatermistcoolingmethod,andtheweldmentswithgoodappearanceandsmalldeformationwereobtained.TheweldingdeformationandtheresidualstressoftheweldmentsweremeasuredandanalyzedTheresultsshowthat:therewas
nothinningofweldingseamofthe2014aluminumalloysheet;theminimumtransversaldeflectionwas0.25mm,andthe
minimumlongitudinaldeflectionwas0.3mm;theresidualstressoftheweldingseam wasverylow,andthepeakvalue
intervaloflongitudinalresidualstresswasfrom -43MPato-83MPa.
Keywords:frictionstirweldingatsuperhighrotationspeed;aluminumalloysheet;weldingdeformation;residualstress
2014铝合金具有良好的力学性能、热强性和耐腐蚀性,是广泛应用于航空、航天等诸多领域的高强铝合金[1G2].但2014铝合金的可焊性差,利用传统的熔化焊方法如熔化极惰性气体保护焊(MIG 焊)、
非熔化极惰性气体钨极保护焊(TIG 焊)等进行焊接时,容易产生热裂纹,焊后残余应力大,而且对于较薄的试件,焊后会产生很大的变形,严重影响其使用性能[3G4].因此,研究新的方法来实现2014铝合金的焊接尤为重要.
搅拌摩擦焊接是一种新型的固相连接方法,不会产生与金属熔化相关的缺陷,无需填充料和保护气[5].而且由于搅拌摩擦焊接的热输入量相对较低,焊件的变形会减小,残余应力也远低于熔化焊接件的[6G7].目前,中厚板搅拌摩擦焊技术已较为成熟,在工业领域得到广泛应用,而对于薄板搅拌摩擦焊,尤其是1mm 及以下的研究相对较少[8G9].针对薄板搅拌摩擦焊的特点及存在的问题,可采用转速达到10000r??min-1以上的超高转速搅拌摩擦焊设备,用 高 压 水 雾 冷 却 的 方 式 来 控 制 焊 接 件 的 变形[10G11].超高转速可以保证微型搅拌头的热输入量和搅拌能力,高压水冷可以控制流量,相较于浸入式水冷有一定优势[12G13].
笔者使用该方法对1mm 厚2014铝合金板进行了对接焊,对焊缝外观和焊缝微观组织形态进行了观察;测量了焊后工件的变形情况,与原始状态进行了对比;测试分析了焊接过程中的温度和焊后残余应力,对解决铝合金薄板在超高转速搅拌摩擦焊中存在的问题具有实际意义.
1 试样制备与试验方法
1.1 试样制备
试验选用规格为100mm×80mm×1mm 的2014铝合金板进行对接焊,搅拌头轴肩半径6mm,
搅拌针为锥状,长度0.75mm,锥底直径1.5mm,锥顶直径1.2mm,轴肩及搅拌针均为平表面.垫板采用的是热处理过的440C不锈钢.
1.2 试验方法
试样制备后使用现配的 Keller试剂进行侵蚀,试剂成分为HF∶HCl∶HNO3∶H2O=1∶1.5∶2.5∶95
(体积比),侵蚀时间为5min,利用金相显微镜对焊缝处微观组织进行观察.采用激光测距仪对板面进行扫描,连续采集板面的坐标以测试变形情况.采用精度较高且稳定性相对较好的 WRNKG191K 型
铠装热电偶测量焊接过程中的温度,测得的温度由DX2048型彩色无纸网络记录仪记录.使用小孔法测定残余应力,主要设备有 CMLG1H 型应变和力综合测试仪、ZDLGⅡ型钻孔设备、A 型应变片(应变释放系数0.97).试验中使用高精度的应变测量放大器,可以同时进行多通道应变测量.
2 试验结果与讨论
2.1 焊缝外观与微观组织
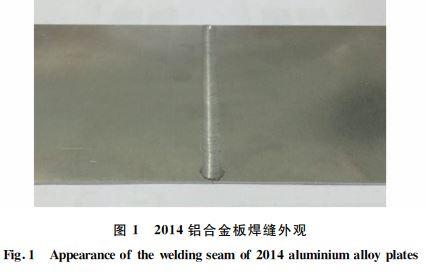
搅拌摩擦焊过程中,通过改变旋转速率、焊接速率和下压量进行工艺试验.经过大量的对比试验发现,在转速达到15000r??min-1时,超高转速搅拌摩擦焊的 焊 接 过 程 平 稳,容 易 得 到 良 好 的 焊 缝.如图1所示,在高压产生的蒸馏水水雾冷却的条件下,可以得到表面光滑、成型良好且变形很小的焊件.
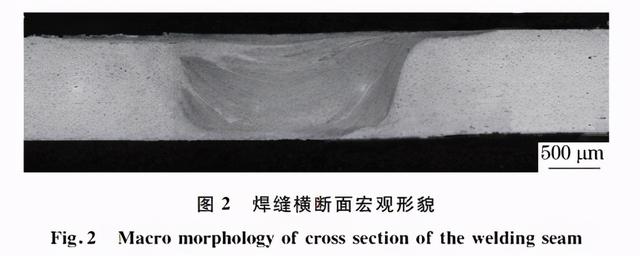
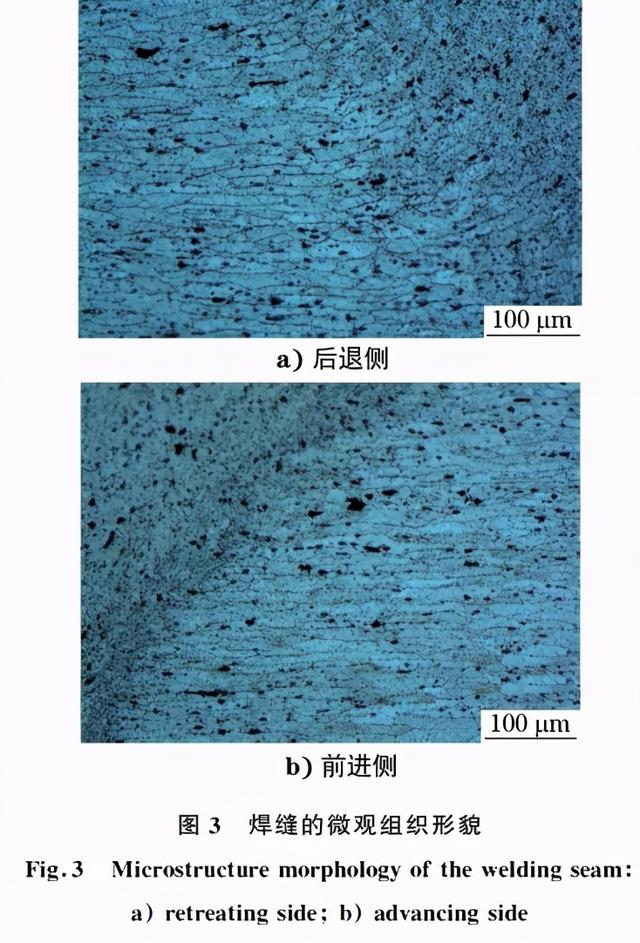
从横截面的宏观形貌(图2)可观察到焊缝不存在根部缺陷和减薄现象,且焊缝内部有清晰的流向线,流线致密,无疏松、孔洞等缺陷.从焊缝的微观组织形貌(图3)可以看出,焊核部分腐蚀较深,与热机影响区有较明显的分界.热机影响区的晶粒受热循环和机械搅拌的作用产生了变形,且后退侧的晶粒变形比前进侧的明显.热影响区和热机影响区没有明显分界,由于水冷的作用,热影响区受热循环作用小,晶粒与母材的相似,为轧制后拉长的状态。
2.2 焊接变形
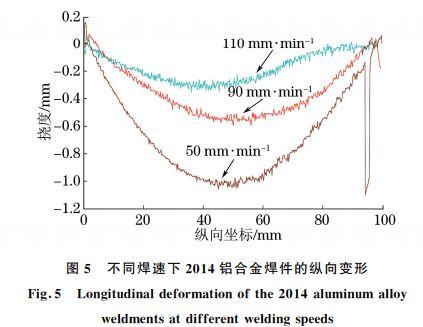
在转 速 为 15000r??min-1、焊 速 变 化 范 围 为50~11mm??min-1 条件下,通过上述方法测定在不同焊接工艺下薄板的变形,可以得到焊接完成之后工件表面横向或纵向每一个点的变形,能够准确地观察工件变形的情况.工件横向(与焊缝垂直方向)的变形如图4所示,工件纵向(与焊缝平行方向)的变形如图5所示.
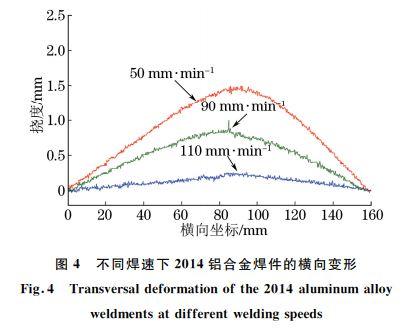
从图4可以看出,2014铝合金焊件的横向变形呈对称分布,随着焊速的增大,变形减小.这是因为在其他焊接条件保持不变的情况下,随着焊速的不断增大,热输入量减少,焊件变形随之变小.当转速为15000r??min-1、焊速为50~110mm??min-1时,焊缝横向的挠度为0.25~1.5 mm,变形幅度较小.另外还可以看出,横向坐标80mm 处左右两侧挠度无突变,这也说明在该组参数下,搅拌摩擦焊接焊缝的厚度与母材厚度基本保持不变,不存在减薄现象。
从图5可以看出,随着焊速的增大,2014铝合金焊件的纵向变形也相应减小.这是因为在其他焊接条件保持不变的情况下,随着焊速的不断增大,热输 入 量 减 少,焊 件 变 形 随 之 变 小. 当 转 速 为15000r??min-1、焊速为50~110mm??min-1 时,焊缝纵向的挠度为0.3~1.5 mm,变形幅度很小.当焊速为 50 mm??min-1 时,接近结束位置有突变现象,这是因为搅拌摩擦焊的匙孔所处位置热输入量过大,造成焊穿现象.通过焊件的横向、纵向变形可以看出,在合适的水雾冷却条件下配合相应的搅拌。
摩擦焊工艺参数,可以得到变形很小的焊件.
2.3 焊接温度
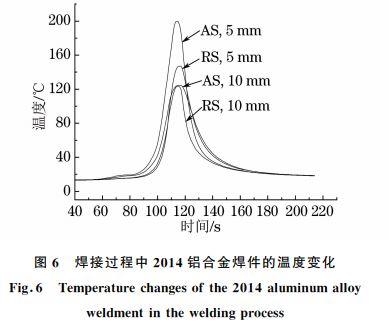
试验中分别测量2014铝合金焊件正面前进侧(AS)与焊缝中心距离为 5 mm 和 10 mm 处的温度,及 后 退 侧 (RS)与 焊 缝 中 心 距 离 为 5 mm 和10mm 处的温度,测量结果如图6所示。
由图6可见:与焊缝中心之间的距离为10mm处,前进侧与后退侧温度变化基本趋于一致;与焊缝中心之间的距离为5mm 处,前进侧温度高于后退侧温度.在实际的焊接过程中,前进侧的焊速方向与旋转方向一致,而后退侧的焊接方向与旋转方向相反,从而使得温度场分布不均匀,且由于转速极高,前进 侧 温 度 明 显 高 于 后 退 侧 的.实 际 测 量 的10mm 处前进侧和后退侧的温度变化情况一致,这表明前进侧与后退侧温度的不均匀分布有一定的距离限制,当超过一定距离时,前进侧与后退侧的温度变化情况基本一致。
2.4 残余应力
2.4.1 测试原理
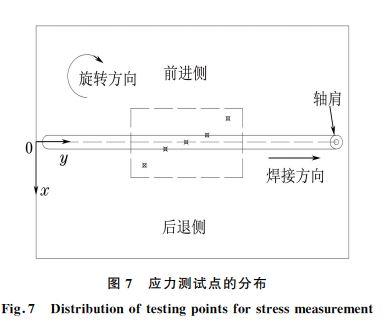
2014铝合金焊件内部存在残余应力场和弹性应变场,在焊件待测位置贴上应变片,如图7所示.
由于焊缝较窄,在焊件横向同一方向上,不能同时测试前进侧、后退侧及热影响区的应力,所以要错开测试,试验测试5个点,焊缝中心1个,后退侧2个,前进侧 2 个. 选 择 钻 头 在 应 变 片 中 心 钻 孔 (孔 径2mm),该孔洞附近的应力会得到释放,小孔周围会产生一定程度的应变,此时应变片会测得变化的应变,通过应变测量仪将变化的应变数值输出。
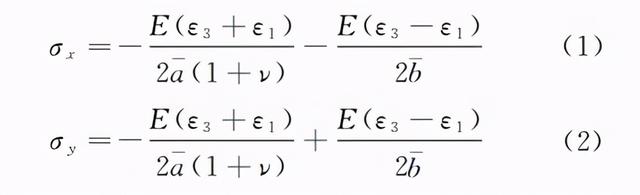
通过试验可以测得3个主方向的应变ε1,ε2,ε3.依据 GB/T31310-2014«金属材料 残余应力测定 钻孔应变法»,薄板通孔对应各向同性应力标定常数a??=0.16,切应力标定常数b=0.47,利用式(1)计算出横向应力σx,利用式(2)计算出纵向应力σy式中:E 为弹性模量,73GPa;ν为泊松比,0.33.
2.4.2 测试结果与分析
选取一个2014铝合金焊件作为测试对象,其使用 的 焊 接 参 数 为 转 速 15 000 r??min-1、焊 速100mm??min-1,在 施 焊 过 程 中,在 搅 拌 头 正 前 方50mm处设置水雾喷头,水雾流量为3.2L??min-1.根据式(1)~(2)计算出工件上测试点沿工件横截面上的横向应力σx 和纵向应力σy 分布图,如图8所示(图中正值为拉压力,负值为压应力).可以看出,测得的焊缝横向应力较小,对焊件变形结果的影响不大,主要考虑纵向应力变化情况,测得的纵向应力峰值区间为-43~-83MPa.
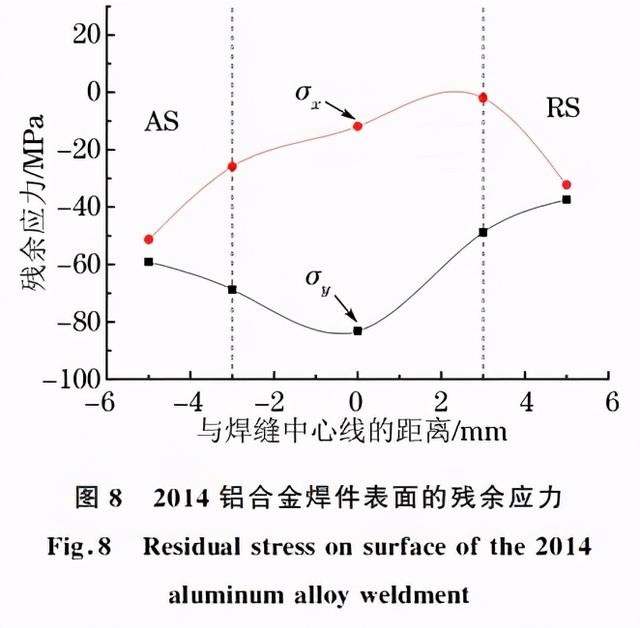
从残余应力的测试结果可以看出,轧制高强铝合金薄板存在约45 MPa的轧制压应力,搅拌摩擦焊后残余应力有减小的趋势,纵向残余应力基本高于横向残余应力.纵向残余应力的极大值在焊缝中心处,83MPa,为压应力.由于冷却装置的作用,薄板散热能力强,焊接过程中除了轴肩直接影响区域处于高温状态,其余部分都处在较低温度的快速冷却状态.因此,轴肩在行进过程中会对其周围金属挤压,随后快速冷却,最大应力出现在温度梯度最大的焊缝中心区域,这与常规搅拌摩擦焊的规律有所不同,具体原因还需要更详细的研究[14G16].而焊缝区域横向残余应力的最大值在前进侧,为压应力,这与温度场测量结果显示的前进侧温度较高也有一定关系.总体来说,超高转速高压水雾冷却搅拌摩擦焊焊缝的横向残余应力很低,而纵向的残余应力低于常规搅拌摩擦焊的。
3 结论
(1)超高转速加高压水雾冷却的搅拌摩擦焊方法可以用来对铝合金薄板进行对接焊,焊缝成型良好,焊缝无减薄现象。
(2)高压水雾冷却的方法可以将搅拌摩擦焊缝变形程度控制得很小,2014铝合金焊件的横向最小挠度为0.25mm,纵向最小挠度为0.3mm,相同的水冷条件和转速下,焊速的提高会减小焊件的变形。
(3)温度场测量结果显示,2014铝合金焊件焊缝区域的高温停留时间很短,近焊缝处前进侧的温度高于后退侧的。
(4)超高转速搅拌摩擦焊焊缝的残余应力较低,2014铝合金焊件纵向应力峰值区间为-43~-83MPa,表现 为 压 应 力.由 于 水 冷 和 薄 板 等 因素,纵向应力分布规律与常规搅拌摩擦焊的不同。
相关参考
搅拌摩擦焊工艺的实现(中国专家首创“超声振动强化搅拌摩擦焊接技术”破解焊接难题)
...自动化焊接装备开启后,旋转的搅拌针缓缓插入两个高强铝合金缝隙中,在超声波的作用下,数十秒便完成一块6㎜厚、20㎝长铝合金的焊接。郝学娟摄中新网济南2月8日电(郝学娟)没有火光、没有烟雾、没有焊枪,山东大学焊接...
摩擦焊接优缺点(最近火爆的搅拌摩擦焊技术虽然先进,但也不是万能的……)
搅拌摩擦焊原理 搅拌摩擦焊方法与常规摩擦焊一样。搅拌摩擦焊也是利用摩擦热与塑性变形热作为焊接热源。不同之处在于搅拌摩擦焊焊接过程是由一个圆柱体或其他形状(如带螺纹圆柱体)的搅拌针(weldingpin)伸入工件的接缝处,...
激光无缝焊接是什么意思(激光焊、搅拌焊、电子束焊、摩擦焊你懂的多少?)
文章转自网络,如有侵权,联系删除。01激光焊接激光焊接:激光辐射加热待加工表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰功率和重复频率等激光参数,使工件熔化,形成特定的熔池。▲对焊...
激光无缝焊接是什么意思(激光焊、搅拌焊、电子束焊、摩擦焊你懂的多少?)
文章转自网络,如有侵权,联系删除。01激光焊接激光焊接:激光辐射加热待加工表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰功率和重复频率等激光参数,使工件熔化,形成特定的熔池。▲对焊...
...在逐年增大。焊接机器人的工艺分类有点焊、弧焊、搅拌摩擦焊和激光焊接。点焊机器人点焊机器人的焊接动作主要是通过
新能源汽车电池软连接(砸重金?拼市占?电池结构件铝焊痛点绊不倒他们)
从特斯拉Model3的钢铝混合车身,到蔚来ES8的96.4%铝合金车身,再到近期发布的奇瑞无界Pro的全铝车身,铝材凭借其轻量化的优势,在新能源汽车及电池系统中得到广泛应用。“传统的冲压和压铸都没啥问题,现在比较令我们头疼...
振动摩擦焊接机(意大利Sirius Electric振动焊 接)
SiriusElectric振动焊接/热板焊接/摩擦焊接:意大利SiriusElectric公司成立于1989年,一贯主张这种方法来实现,但主要以生产,所有它们在维杰瓦诺,意大利焊工份。工业生活的这个选择使我们能够区分自己在**范围内现场焊接设备用...
局部放电主要是变压器、互感器等高压电气设备的内部绝缘在高压作用下发生的放电。这种放电只存在于绝缘的局部位置,不会立即形成整个绝缘击穿或闪络,故称为局部放电。局部放电量很微弱,不能靠人的直觉来检测,...
...是由钻杆接头和杆体两构件分别制造后再连接而成。虽然摩擦焊工艺已成功地应用于钻杆焊接,但在实际焊接过程中还存在一些缺陷,例如会产生焊接错位、外壁留有飞边、焊接区组织粗大等。针对钻杆摩擦焊中的缺点,采用用...
...是由钻杆接头和杆体两构件分别制造后再连接而成。虽然摩擦焊工艺已成功地应用于钻杆焊接,但在实际焊接过程中还存在一些缺陷,例如会产生焊接错位、外壁留有飞边、焊接区组织粗大等。针对钻杆摩擦焊中的缺点,采用用...