无心磨导轮金刚笔位置(无心磨床砂轮的选择 选择合适的粒度与硬度)
Posted
篇首语:不飞则已,一飞冲天;不鸣则已,一鸣惊人。本文由小常识网(cha138.com)小编为大家整理,主要介绍了无心磨导轮金刚笔位置(无心磨床砂轮的选择 选择合适的粒度与硬度)相关的知识,希望对你有一定的参考价值。
无心磨导轮金刚笔位置(无心磨床砂轮的选择 选择合适的粒度与硬度)
引言:无心磨床是一种不需要固定工件轴心来进行磨削的磨床,其砂轮是用来进行磨削加工的工具,而砂轮的选择是否合适,是影响无心磨床磨削质量和磨削效率的重要因素。本文主要介绍无心磨床砂轮的选择,让大家对于无心磨床砂轮能有更好的了解。
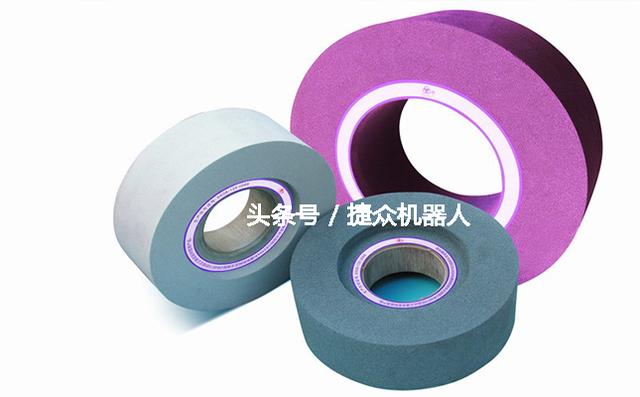
砂轮被称之为固体磨具,是用结合剂将磨粒粘接成一定形状,并且有一定强度的磨具,大多数形状都是中央有孔的圆形。用结合剂将磨粒粘结时,是没有填满磨粒的整个空间,而是留有一定的空隙,这个空隙会起到容纳磨屑和散热的作用。因此,当空隙中进入一些空气和冷却液时,会对磨削带来一定的好处。所以,结合剂、磨料以及空隙是构成砂轮的三要素。
无心磨床砂轮按材质来区分的话,有白刚玉砂轮、棕刚玉砂轮、碳化硅砂轮、单晶刚玉砂轮、微晶刚玉砂轮等等。若按结合剂区分又可分为:陶瓷砂轮、树脂砂轮以及橡胶砂轮等。按砂轮规格区分要根据磨床的类型,直径通常有250mm—600mm,而厚度有75mm—400mm。
无心磨床砂轮的选择
无心磨床砂轮粒度的选择
粒度是磨粒的尺寸,而磨粒的大小是用粒度号来表示的。粒度可分为微粉和磨粒这两种,若磨料颗粒的尺寸小于40微米,被称之为微粉。若磨料颗粒的尺寸大于40微米,被称之为磨粒。砂轮粒度的选择,主要是看磨削工件的表面层粗糙度以及磨削效率。
无心磨床在使用粗粒度砂轮加工时,其在生产效率上是比较高的,但磨削出的工件表面层比较粗糙。而无心磨床用细粒度砂轮加工时,在生产效率上要比用粗粒度砂轮的低,但磨削出的工件表面层粗糙度比较好。要满足工件表面层粗糙度的要求,需选用粗粒度的砂轮,以确保较高的磨削效率。进行粗磨时,需选用磨料粒度比精磨时粗的砂轮。
若要磨削软金属或者韧性金属时,砂轮表面容易被磨屑堵住,所以要选用粗粒度砂轮。磨削硬质合金材料的工件时,由于这种材料的工件在导热性上比较差,会容易导致烧伤和龟裂等现象,所以选用粒度较粗的砂轮是较为合适不过的。对于切削量小或砂轮与工件接触面积不大的工件,可以选用细粒度砂轮。
无心磨床砂轮硬度的选择
硬度是砂轮受到外力作用下磨粒脱落的难度。砂轮的磨粒易脱落,其硬度就低;而砂轮的磨粒不易脱落,其硬度就高。砂轮硬度的选择,主要是看磨削工件的材料和加工表面质量。
无心磨床砂轮的选择
选用过硬的砂轮,其磨钝的磨粒就不容易脱落,但砂轮会容易造成堵塞以及磨削热增加的现象,会导致工件的烧伤。这种过硬的砂轮在磨削效率上较低,容易影响工件表面的质量。选用过软的砂轮,会使砂轮的磨粒脱落过快而不能发挥全面的作用,增加了砂轮的损耗,容易失去砂轮正确的形状,从而影响加工工件的精度。因此,砂轮在硬度上的选择也要恰当,要根据工件的形状、磨削方式以及砂轮的结合剂种类等因素来进行充分的考虑。
若无心磨床要磨削软的工件时,需选用较硬的砂轮;而磨削硬的工件,需选用软砂轮。磨削导热性较差的工件,可以选用较软的砂轮。无心磨床砂轮的旋转速度较高时,可选用砂轮硬度软1—2小级。在精磨时可选用较硬的砂轮,以保持砂轮形状的精度。
浏览以上内容我们可以看出无心磨床砂轮的选择,要根据加工工件的材料和加工工件的要求来选择合适粒度与硬度的砂轮。选择合适的砂轮,才能保证其磨削质量和磨削效率。关注我们,可以了解到更多有关无心磨床砂轮的知识与应用。
相关参考
什么磨床……内磨?外磨?工具磨?齿轮磨?精内磨学精了大概一个月1500-3000外磨(粗/精)2000-4000工具磨1200-1800齿轮磨1500-2000,内磨做这个的厂很少基本很限制了选择其他厂的空间没有意思-不过学外磨就很不错,工资高,...
无心磨也叫无心磨削,是磨削加工的一种。有导轮和磨削轮两个砂轮,导轮带动圆柱形工件在垫铁上转动,磨削轮对工件起磨削作用。无心磨属于周磨法。无心磨床研磨原理无心研削法它是由磨削砂轮,调整轮和工件支架(托架)...
无心磨也叫无心磨削,是磨削加工的一种。有导轮和磨削轮两个砂轮,导轮带动圆柱形工件在垫铁上转动,磨削轮对工件起磨削作用。无心磨属于周磨法。无心磨床研磨原理无心研削法它是由磨削砂轮,调整轮和工件支架(托架)...
平面磨床砂轮修整视频(无心磨床刀板的作用,刀板要怎么正确选择)
引言:不管哪一种无心磨床都有三个基本的机器部件,也就是砂轮、导轮以及刀板。这三个基本部件有好几种可以配合的方法,除了停止研磨,原理上基本相同。本文将以无心磨床刀板来进行相关内容的介绍。 无心磨床是磨...
无心磨床相关文章转载自:http://www.jnjichuang.com/玉环江南机床厂 无心磨床加工是机械制造系统广泛的一种加工方法,在各个职业有着非常重要的作用。尤其是较近几年我国的技能得到迅速前进,许多技能不断的应用在无心磨...
...时,是用以磨削轴类工件的外圆柱、外圆锥和轴肩端面。无心磨床磨削加工时,有导轮和磨削轮两个砂轮,导轮带动圆柱形工件在垫铁上转动,磨削轮对工件起到磨削作用。 2、加工精度:无心磨床和外圆磨床这两类磨床要...
由于采用了触摸屏,在日常操作时,通过触摸屏就可以选择功能、输入数据。还可以在画面上进行各个按键的操作,减少了操作面板的按键,提高了操作性。可用于磨削7∶24大锥角内、外圆零件和磨削对精度和光洁度要求较高的...
引言:无心磨床是一种精密磨削圆柱材料外圆的磨床,应用了无心磨削工艺来进行磨削加工工件,它通常有三种磨削方式,如切入磨、通磨以及切入—通过磨。本文将以无心磨床切入磨来进行相关内容的介绍。无心磨床在进行磨...
数控无心磨床的导板调整可以说是基本功,导板调整和角度的调整是相互配合的,下面介绍一种快速调整的方式,适用于新手。首先调整好刀片到砂轮的距离,然后进导轮调到大概工件的直径,把工件放在导轮和砂轮中间,然后...
简介无心磨床是一类不需要采用工件的轴心而施行磨削的磨床,它一般是由磨削砂轮、导轮和床身构成,磨削砂轮与导轮安装在床身上,其中磨削砂轮实际担任磨削的工作,导轮下装有一与轴线垂直的直线导轨,通过直线导轨的...