无心外圆磨床(无心磨床切入磨和通磨有什么区别)
Posted
篇首语:壮心未与年俱老,死去犹能作鬼雄。本文由小常识网(cha138.com)小编为大家整理,主要介绍了无心外圆磨床(无心磨床切入磨和通磨有什么区别)相关的知识,希望对你有一定的参考价值。
无心外圆磨床(无心磨床切入磨和通磨有什么区别)
引言:无心磨床是一种精密磨削圆柱材料外圆的磨床,应用了无心磨削工艺来进行磨削加工工件,它通常有三种磨削方式,如切入磨、通磨以及切入—通过磨。本文将以无心磨床切入磨来进行相关内容的介绍。
无心磨床在进行磨削加工工件的时候,砂轮的磨削压力和作用会与工件上的重力相结合,确保工件与导轮和托架保持接触。导轮通常由橡胶粘合材料制作而成,可以提供良好的摩擦力,可确保工件以与导轮完全相同的表面速度稳定且连续地进行旋转。
由于无心磨床的大部分功能都归功于一些基本的物理原理,因此无心磨床没有很多的活动部件,这使得无心磨床应用的无心磨削成为了一种相对简单的工艺,十分适合精加工。无心磨床的加工过程是连续的,与外圆磨床的加工过程相比,其辅助时间更短一些。因此,可以连续磨削较长长度的工件,即便是大批量的小型工件也可以通过各种供料机装置来自动磨削。下面将来简单介绍一下无心磨床切入磨和通磨,以及它们之间的区别。
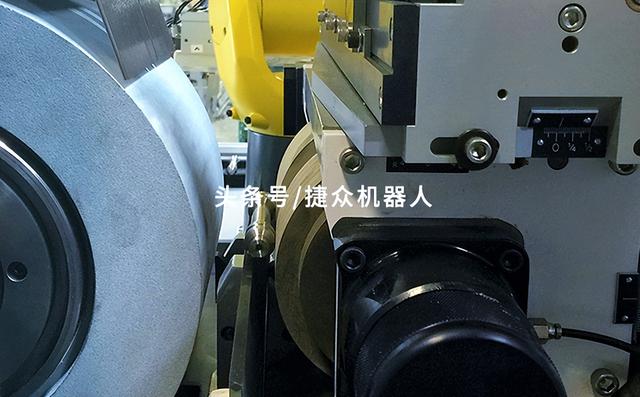
无心磨床切入磨
无心磨床切入磨和通磨是什么
切入磨又可称为切入式无心磨削,应用这种磨削方式的无心磨床,工人会用手将工件放置在托架上,由砂轮切入进行磨削工件需要磨削的部分,而工件会在原地旋转。为了对工件产生细微的轴向推力,这时导轮的中心线会倾斜三十度,使得靠住托架,以获得可靠的轴向定位。这种磨削方式适用于带有凹口或者是复杂形状的圆柱形工件,例如齿轮轴,但工件的磨削长度不能超过砂轮的宽度。
通磨又可称为通过式无心磨削,是使用比较广泛的一种磨削方式。应用这种磨削方式的无心磨床,其工件是从设备的一边进入,从另一边离开,工件是边旋转边纵向运动的。工件的轴向进给运动是通过修整导轮并使其相对于托架和砂轮倾斜一个角度来产生的,这个倾斜角度通常约为三十度。通磨比较适用于细长的圆柱形工件或者是没有中心孔的短轴和套类工件等,并且工件的长度可以超过砂轮的宽度。
不管是哪一种磨削方式,无心磨床的配置都是一样的,基本有托架、砂轮以及导轮这三个部件,因为工件两端没有额外的压力,十分适合磨削易碎材料的工件,而且这两种磨削方法装卸工件比较简单,而且容易实现上下料的自动化。
无心磨床切入磨和通磨的区别
1、加工方式:切入磨通常需要由工人或者机械手把工件放置在托架和导轮之间,由砂轮切入进行磨削工件需要磨削的部分,而工件会在原地旋转,等加工完成后,会作退刀,之后直接将工件取出即可。通磨是工件会从设备的一边进入,工件在作旋转运动的时候,也在作纵向进给运动,会从设备的另一边离开。

无心磨床通磨
2、定位方式:切入磨是将工件放置托架上,依靠导轮细微的轴向推力,使得靠住托架,以获得可靠的轴向定位。而通磨是通过三点定位方式来定位工件的,依靠托架、砂轮以及导轮来进行定位,可以通过操作使得工件达到较高水平的精度和同心度。
3、加工工件:切入磨通常适用于磨削带有凹口或者是复杂形状的圆柱形工件,例如齿轮轴,但工件的磨削长度不能超过砂轮的宽度。通磨不适用于磨削带有凹口或者是复杂形状的圆柱形工件,比较适用于细长的圆柱形工件或者是没有中心孔的短轴和套类工件等,并且工件的长度可以超过砂轮的宽度。
以上便是无心磨床切入磨和通磨的区别,浏览以上文章可以了解到无心磨床切入磨和通磨的区别在加工方式、定位方式以及加工工件等方面上。通常有三种磨削方式,如切入磨、通磨以及切入—通过磨,当工件具有长径比、复杂形状、精细光洁度要求或者紧密公差时,便可以选用这三种磨削方式来进行磨削加工工件。关注捷众机器人,了解更多有关无心磨床切入磨的相关内容。
相关参考
...磨削时工件在主轴带动下作旋转运动,砂轮作横向进给。无心外圆磨削无心外圆磨它没有头架和尾架,而是由托板和导轮支持工件,用砂轮进行磨削。无心研削法它是由磨削砂轮,调整轮和工件支架三个机构构成,其中磨削砂轮...
引言:无心磨床是一种用来加工工件外圆表面的磨床。在使用无心磨床的时候,我们通常都会用它来磨削光轴类的工件,例如活塞杆、圆柱导轨等的磨削,但无心磨床也是可以磨削其他类型的工件的,如台阶轴。本文将以无心磨...
引言:无心磨床通常被指为无心外圆磨床,其应用范围较为广泛,应用于轴承、活塞杆、滚筒以及气缸套等多种零部件的生产加工。无心磨床在加工时,会使用到多种加工方式来进行加工各种工件,那么,无心磨床常见的加工方...
引言:在采用无心磨床加工的时候,会遇到加工精度要求较高的工件,这时候我们会需要高精度无心磨床来更进一步的精加工。那么,在选购高精度无心磨床的时候,有哪些要点呢?本文将为大家简单介绍高精度外圆磨床的特点...
...多的一类,主要类型有外圆磨床、内圆磨床、平面磨床、无心磨床、工具磨床等。其特点有以下几点:1.使用磨具(如砂轮等)为工具,进行切削加工。2.用来加工硬度较高的材料。3.加工精度高,光洁度高。4.一般加工余量较小。
文章转载自:http://www.jnjichuang.com/玉环江南机床厂无心磨床就是无需对工件的轴心进行定位,一般通过砂轮来磨削的磨床。它的工作原理是砂轮高速旋转进行磨削,同时导轮以较慢速度同向旋转,从而带动工件旋转,作圆周进给...
...时,是用以磨削轴类工件的外圆柱、外圆锥和轴肩端面。无心磨床磨削加工时,有导轮和磨削轮两个砂轮,导轮带动圆柱形工件在垫铁上转动,磨削轮对工件起到磨削作用。 2、加工精度:无心磨床和外圆磨床这两类磨床要...
文章转载自:http://www.jnjichuang.com/玉环江南机床厂无心磨床就是无需对工件的轴心进行定位,一般通过砂轮来磨削的磨床。它的工作原理是砂轮高速旋转进行磨削,同时导轮以较慢速度同向旋转,从而带动工件旋转,作圆周进给...
由于采用了触摸屏,在日常操作时,通过触摸屏就可以选择功能、输入数据。还可以在画面上进行各个按键的操作,减少了操作面板的按键,提高了操作性。可用于磨削7∶24大锥角内、外圆零件和磨削对精度和光洁度要求较高的...
引言:无心磨床的砂轮起到了磨削工件的作用。当其砂轮在使用一段时间后,会出现磨损的现象,若用磨损的砂轮来进行磨削工件,会很容易导致工件的外圆表面精度不达标。这时,就需要更换新的砂轮了。本文将主要介绍无心...