无尘气垫搬运(汽车铝合金覆盖件模具调试方法)
Posted
篇首语:在学习上做一眼勤、手勤、脑勤,就可以成为有学问的人。本文由小常识网(cha138.com)小编为大家整理,主要介绍了无尘气垫搬运(汽车铝合金覆盖件模具调试方法)相关的知识,希望对你有一定的参考价值。
无尘气垫搬运(汽车铝合金覆盖件模具调试方法)
铝合金板材具有质量轻、强度高、抗腐蚀性能好等优点,广泛用于汽车轻量化制造,如图1所示。铝的密度是2.7 g/cm3,是钢铁密度的1/3左右,以铝板厚度为钢板厚度的1.44倍为例,减重效果可达到50%。铝合金件与钢件在设计结构上没有本质区别,但在成形方面,铝合金板与钢板的材料特性不同,在冲压成形时铝合金板更容易出现开裂和起皱,如图2、图3所示。铝合金板还具有延伸率低、冲压成形性差、弹性模量小、回弹较大的特点,铝合金板的弹性模量是钢板的1/3,其回弹量约是钢板的3倍左右,导致冲压难度大。
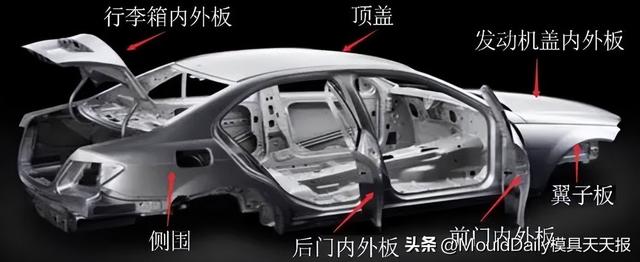
图1 铝合金件车身应用分布
图2 起 皱

图3 开 裂
1铝合金件模具调试1.1
铝合金件模具调试技术要点
成形铝合金件的模具调试技术要点如下。
(1)铝合金件的回弹量是普通钢件的3倍左右,对拉深模的粗糙度要求比普通钢件模具更高,必须在粗糙度值达到要求的前提下才能进行调试,选用较软油石推光模具零件型面,模具零件型面及成形凸模圆角R不能有划伤痕迹,更不能有砂眼气孔。
(2)拉深调试进料对照CAE分析严格控制,误差≤2 mm,保证模具冲压的稳定性。
(3)拉深模调试不可随意对拉深筋及拉深槽圆角R进行放大;需要调整拉深筋或圆角R时,应按图4所示顺序进行。
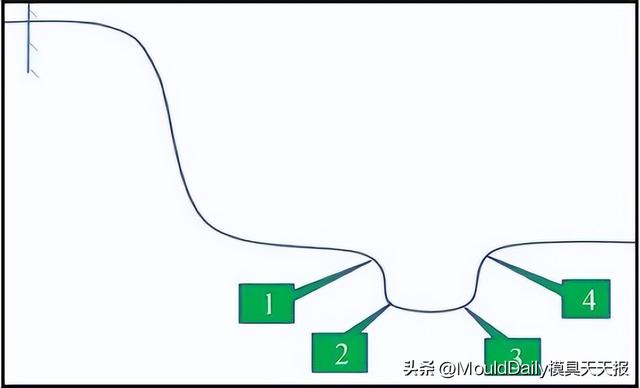
图4 拉深筋布置
(4)铝合金件硬化后屈服强度上升,后工序整形翻边易出现暗裂,拉深模调试时变薄量按上限控制,不允许有桔皮现象产生。
(5)研配着色必须成均匀雾状散开,切不可成云朵分散状(见图5)。

图5 研配着色雾状
(6)严禁使用角磨机等气动工具打磨,以免造成型面坑洼。
(7)铝合金件容易氧化,存放时不能表面外露,铝合金表面油膜不能受损,应包装保存。
(8)铝合金件材质偏软,硬度较低,成形过程中容易拉伤,调试前板件要清洁无尘,板件毛刺应使用锉刀去除,不能使用气动工具。
(9)铝合金件成形后检查表面质量时不可像钢件一样使用油石打磨,而是采用胶木软油石或光照检查,避免铝合金件表面划伤。
1.2 铝合金件拉深模调试方法
1.2.1 基准件制作及压料面研配
(1)基准件凸模检查,清理加工残留,判定上、下模通气孔设置是否合理。
(2)成形外板的凸模推光,粗糙度Ra<0.8 μm,保证所有凸模圆角和棱线光顺清晰,并用钢皮、油石检查修复淬火区域缺陷,保证基准连线,推光凸模拉深坎、压料面及凹模圆角,各圆角粗糙度Ra<0.4 μm;内板各圆角粗糙度Ra<0.8 μm。
(3)根据调试指导书对各压力参数、气垫行程、机床行程进行设定,调整所有导向间隙至要求值。
(4)研合压料面时,气垫压力参照调试指导书设定,前期大于标准压力1.2倍进行研合,当压料面达50%左右着色时采用标准压力研合,为后期调试成形裕度保留可操作空间。
(5)带平衡块研合压料面,先保证每个平衡块均着虚色,然后根据平衡块着色情况打磨压料面,防止压料面研合倾斜,在打磨过程中平衡块垫片必须统一并逐一向下递减。如板料出现起皱现象可将此处作缺口至拉深筋根部,防止褶皱导致误判,着色要求为管理面100%,非管理面90%。
1.2.2 成形性研配调试
(1)保证压料面粗糙度达Ra0.8 μm、各圆角粗糙度达Ra0.4 μm才能进行制件调试工作。
(2)不带平衡块进行制件调试,气垫压力、行程、冲压速度按照成形分析报告设定。
(3)分层调试(每次20~30 mm再向下),根据调试指导书调节进料尺寸,观察模具进料状态,并做好记录。
(4)分层调试过程中对压料面着色硬点进行逐步排除,保证压料面的成形稳定性。
(5)调试过程中观察制件凸台等形状和机床主压力,逐步调试到底,确认成形到底高度并记录。
(6)模具成形到底后检查最终进料状态并对比理论状态,根据结果对模具作适当地调整,保证实际流入量和成形分析流入量接近或吻合。
(7)根据着色图清理侧壁间隙及凹模圆角根部,研合压力不能大于制件成形力,型面研合着色率应满足:关键区域90%,非关键区域80%,强压面95%,基准面RPS点位置100%,可对照图6进行模具着色。
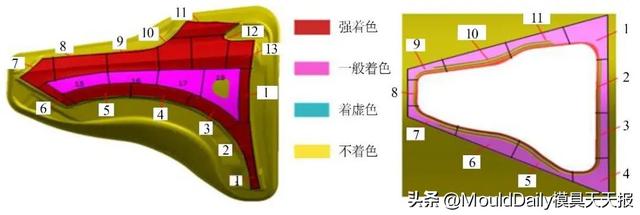
图6 研配着色指示
(8)调试过程中调整的拉深筋高度、拉深槽R角、工艺补充圆角等数据需全部记录在调试指导书上。
(9)检查上、下模及压边圈圆角修磨过的位置硬度是否满足设计要求,不足则进行淬火。
1.2.3 成形裕度调试
(1)不带调压垫。在不带调压垫的情况下成形拉深件,检查出件状态。如果制件不皱不裂,可将压边圈标准压力逐次下调5%~10%,以标准压力 1 000 kN为例,可从950 kN调至900 kN分别检查制件状态,依次递减找到下限值再将标准压力逐次上调5%~10%,直到破裂并检查各压力下的制件状态,并调整模具至零件合格。压边力设置范围的合格标准为±10%。
(2)带调压垫。测试方法同上,压边圈压力以10%逐次上调至零件破裂,检查各压力下的制件状态,找到上限值。压边圈压力以5%逐次下调检查零件状态找到下限值(缩颈、开裂、起皱在不满足标准的前提下进行相应处理),并调整模具至零件合格。压边力设置范围的合格标准为(-15%,+30%),调压垫分布如图7所示。

图7 调压垫分布
1.3 铝合金件后工序模具调试方法
1.3.1 基准件制作及压料板研配
(1)用带工艺基准CH孔工序件协调凸模,保证修边、翻边、整形区域制件与凸模间隙<0.5 mm,如遇工序件有回弹,保证工序件与凸模型面贴合率:基准S面贴合率<0.1 mm,工艺基准CH孔位误差<0.2 mm,且工序件定位稳定可靠。
(2)推油光修边、翻边凸模,粗糙度Ra<0.8 μm,成形外板件的凸模用钢皮和油石检查,修复淬火区域缺陷至要求。
1.3.2 研配调试
(1)将各工序件带工艺基准CH孔工序件的正反面涂色,将压力机滑块高度抬高,保证修边、翻边镶件、凸模不工作,且工序件不变形的情况下研合压料芯。
(2)研合每一工序压料芯必须带平衡块进行,且平衡块始终在等高着色的状态下研合,以保证压料芯研合的整体平行度,减少后期由于更换压力机生产而带来的误差。
(3)研合过程中随时观察工艺基准CH孔是否窜动,并判定原因,保证制件定位可靠。
(4)压料芯研合工作区域着色率需达到95%以上,外板翻边区域着色需达到100%。
2铝合金件模具调试注意事项
(1)修边凹模刃口圆角。修边凹模刃口倒R0.5 mm圆角,如图8所示。凹模刃口使用油石或锉刀打磨成R0.5 mm圆角后,铝合金件在切边时处于拉断状态,断裂带增加,光亮带和毛刺减少。
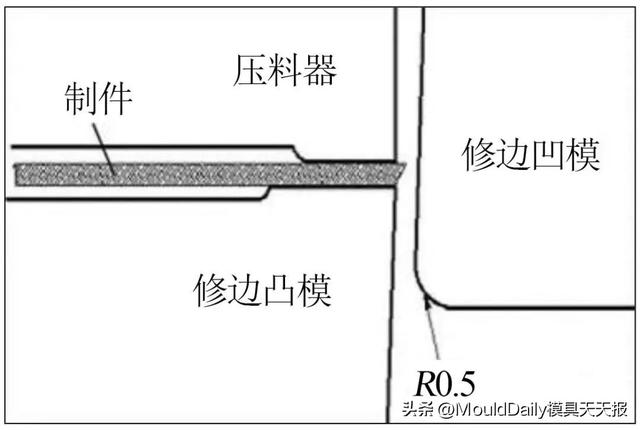
图8 修边刃口倒圆角
(2)废料刀结构。废料刀与下模刀块间隙控制在1~2 mm,废料刀刃口倒5°斜角,这种结构能防止切屑的产生和堆积,减少切屑压伤,如图9所示。
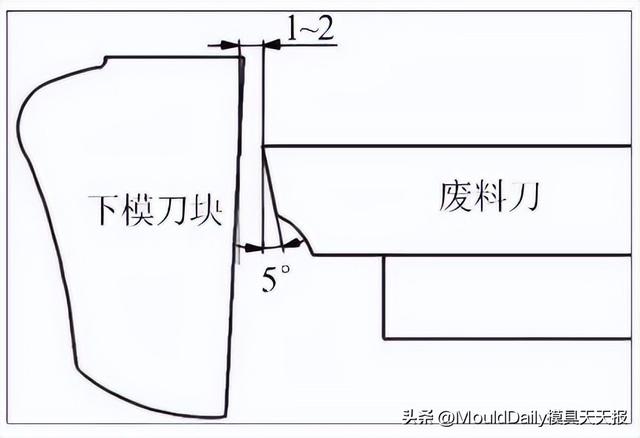
图9 修边废料刀结构
(3)上模镶件修边刃口吃入量。修边刃口吃入量一般控制在3 mm左右,交刀处控制在5 mm左右,如图10所示。
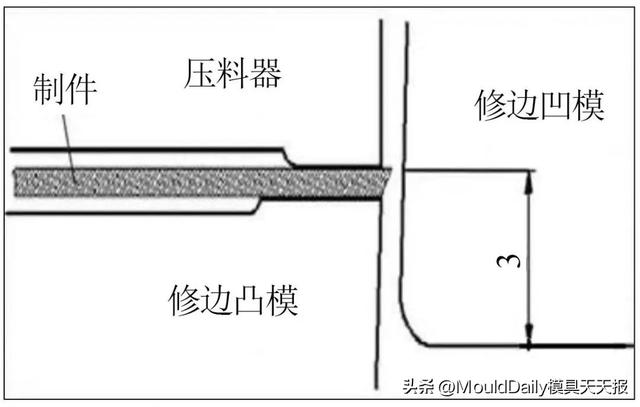
图10 修边刃口吃入量
(4)修边刃口间隙。铝合金件修边模刃口间隙比钢件的大,一般控制在(0.1~0.12)t,如图11所示,此时断面光亮带占1/3左右,断裂带大,基本上无毛刺产生。
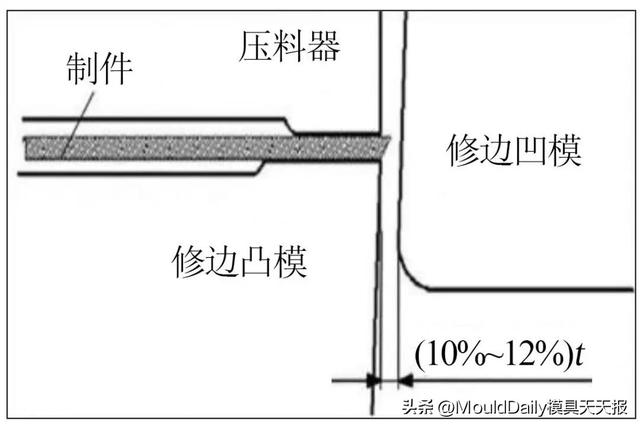
图11 修边刃口间隙
(5)修边刃口角度。铝合金件修边模刃口设计时应考虑内收形式,如图12所示,刃口内倾2°,在保证刃口强度的情况下,减小刃口和料边的摩擦,对切屑产生有抑制作用。
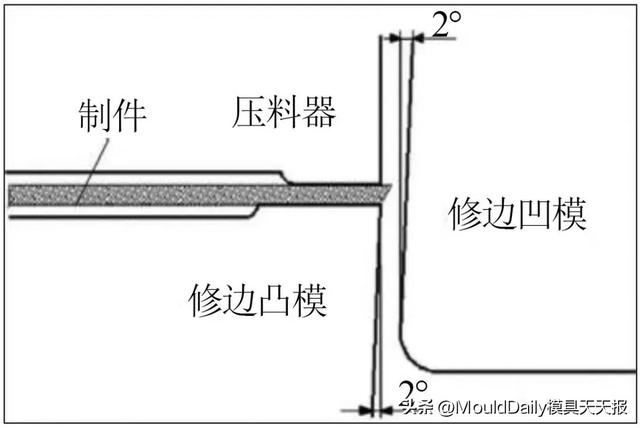
图12 修边刃口角度
(6)翻边刃口间隙。铝合金件翻边模刃口间隙比钢件大,设计为板料厚度的1.1倍,即翻边间隙为1.1t,如图13所示,略微偏大的翻边间隙能减少翻边时对零件的挤压拉伤,如图14所示。
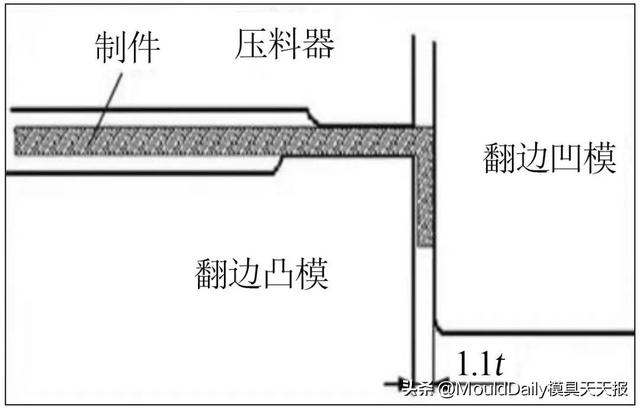
图13 翻边刃口间隙

图14 板件拉伤
▍原文作者:陈文锋陈峤伊胡德智曾昭亮
▍作者单位:四川成飞集成科技股份有限公司
相关参考