无卡旋切机出皮往上翘(三层结构实木复合地板生产工艺及技术要求)
Posted
篇首语:追光的人,终会万丈光芒。本文由小常识网(cha138.com)小编为大家整理,主要介绍了无卡旋切机出皮往上翘(三层结构实木复合地板生产工艺及技术要求)相关的知识,希望对你有一定的参考价值。
无卡旋切机出皮往上翘(三层结构实木复合地板生产工艺及技术要求)
国家标准 GB/T 18103-2009《实木复合地板》按照地板的结构把实木复合地板分两大类:
一类是以胶合板为基材的实木复合地板;
二类是三层结构实木复合地板。
1 三层结构实木复合地板结构
三层结构实木复合地板是指以实木拼板或独板为面层、实木条为芯层、单板为底层制成的企口地板。
地板的结构:
该产品三层结构,由面层、芯层和底层组成,三层纵横交错排列(图2-1)。

2规格
产品常见规格一般为:长为 2100mm和2200mm两种规格
宽为180mm、189mm和205mm三种规格
厚度为14 mm和15mm两种规格。
3 三层结构实木复合地板的技术要求
面层
(1)面层由板条组成,板条常见规格:宽度为50,60,70 mm;厚度为3.5和4.0 mm;偏差±0.2mm;
(2)面层通常用的树种:多选用柚木、胡桃木、枫木、水曲柳、桦木、山毛榉、栎木(柞木)、榉木、楸木、樱桃木等;
(3)同一块地板面层树种应一致或材性相当;
(4)外观质量应符合国家标准GB/T 18103一2000中外观质量的要求(表2-2)。
芯层
(1)芯层由锯制板条组成,板条常用厚度为8,9 mm;
(2)芯层多采用的树种:杨木、松木、泡桐、杉木等质地软韧、富有弹性的软杂木,踩踏舒适;
(3)同一块地板芯层用相同树种或材性相近的树种;
(4)芯板条之间的缝隙不能大于5mm;
(5)芯板条宽度一般为25~35mm,不能大于厚度的6倍;
(6)芯板条不允许有钝棱、严重腐朽和树脂漏,芯板条中脱落节的孔洞直径如果大于10mm,必须用同一树种的木材进行补洞或用腻子添平。
底层
(1)底层通常为旋切软材单板,树种通常为杨木、松木等,
(2)底层单板的常见厚度规格为2.0mm,偏差±0.10mm。
4三层结构实木复合地板的特点
主要优点是:
(1)尺寸稳定性高。三层结构实木复合地板外形尺寸相对稳定是由其科学的结构决定的。相邻层木纹纵横排列,能够有效分解木材内应力,减少了地板的变形量,大大地提高了地板的尺寸稳定性,克服了传统实木地板单向结构易受潮变形的缺点;
(2) 铺装方便快捷。三层结构实木复合地板规格较大、安装简便快捷,整体效果好。另外采用悬浮式铺装,大大节省铺装费用和时间。
(3) 用少量的优质木材起到实木装饰效果,木材的花纹典雅大方,脚感舒适。
不足之处:
如果粘接质量把关不严和使用维护不当,会发生开胶;由于常使用脲醛树脂胶粘接,板内含有一定量的甲醛在使用过程中释放,若胶黏剂的质量不高,则易产生甲醛超标。
5 三层结构实木复合地板的生产工艺
三层结构实木复合地板的生产工艺可分为板材干燥、表板制备、芯板制造、三板复合胶压、成型加工和油漆涂饰、检验分等和包装等八个部分。
Ⅰ板材干燥
干燥后(加工前)板材的终含水率是影响三层结构实木复合地板变形的最主要因素。所以进入各加工工序前各层木材板料含水率的控制并保持相对平衡是生产优质三层结构实木复合地板的先决条件。具体含水率控制范围因当地的气候环境、胶种等因素而定。
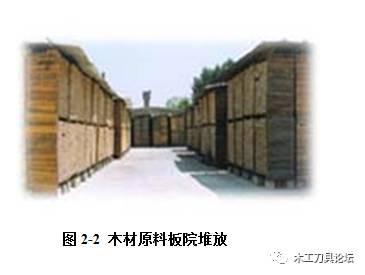
外购的湿材自然干燥致含水率35%左右。板材在板院中自然干燥时(见图2-2),对易端裂的树种可采取如下措施:
(1)木堆上面宜放置防水瓦,两端设有防护帘;
(2)木材端部涂上石蜡或涂料。
面层材料和芯层材料自然干燥后均还需要窑干,表板干燥至含水率为8±1%,芯板干燥至含水率7±1%,更为关键的是干燥后三层木材原料间的含水率差应越小越好。
干燥后的规格材及外购的旋切单板在加工前首先送入车间的平衡调理间,存放至少7天后使用,使原料内外含水率进一步趋于一致,平衡调理间温度保持在20~35℃,湿度控制在35~40%。
Ⅱ表板制备
三层结构实木复合地板的表板生产工艺有如下两种:
第一种工艺:
先把厚材锯分成小薄板,再将小薄板拼成大板(图2-3)。
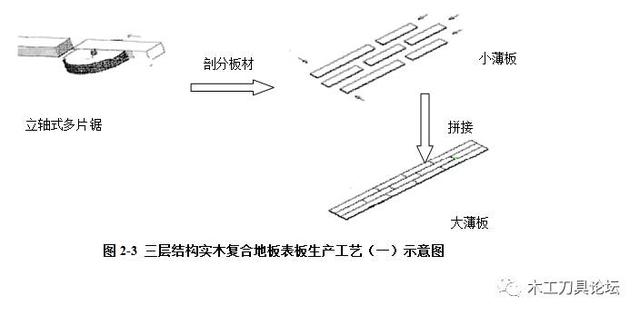
干燥后优质阔叶树材板材经四面刨刨光、双端铣左右齐头、剖分等工序制成一定规格的薄板,表板厚度一般在3.5~4mm,通常为4mm。剖分后的薄板经皮带运输机送到分选工作台,分选工作台是一个可缓慢旋转的工作台,在分选工作台,工人按薄板的纹理、颜色、木材质量进行分选,并按质量标准分成不同等级,单独堆放,并用塑料薄膜包严,并注明品种、规格、数量、等级、日期等。堆放场所的温、湿度应相对稳定。有缺陷的薄板在圆截锯上截去缺陷,以充分利用木材。
这种工艺存在如下缺点:
① 小薄板四周挤压拼接成大薄板时,小薄板四周受力不均,受力过大由四周容易鼓翘;受力过小则易出现拼接缝不严密,拼板之间有凹槽现象。
② 立轴式多片锯,锯片较小,无法锯切幅面大的木材,无法法制做120~150mm左右的独条板。
第二种工艺:
先把小厚板材拼接成大厚板材,再用框锯锯切成大薄板(图2-6)。第二种工艺示意如图2-7所示。
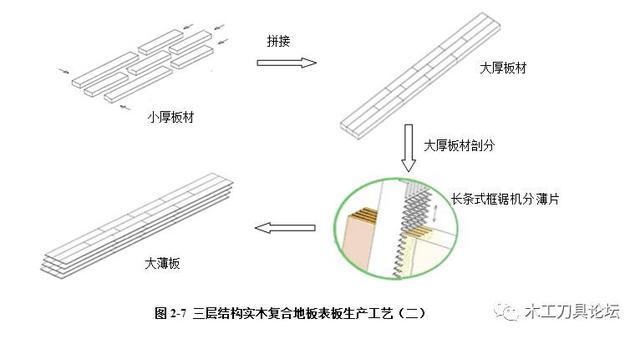
第二种工艺优点:拼板之间拼缝严密、平整、永不裂缝。可利用这种工艺制做幅面为120~150mm的独条板。
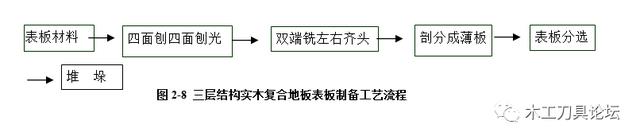
下面主要介绍第一种生产工艺。
表板制备工段的工艺流程如图2-8。
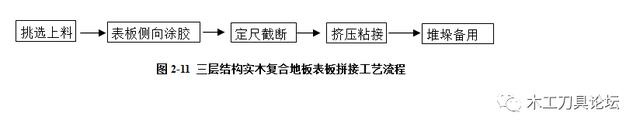
当表板采用第一种工艺制造时,剖分后的薄板需拼接成大拼板,拼接段工艺流程如图2-11。
Ⅲ芯板制造
芯板制造段工艺流程如图2-14。

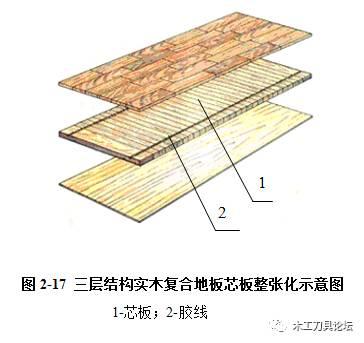
由于芯板条是很松散的小块材料,为方便涂胶、组坯和保证拼接缝隙在一定范围内要进行使芯板条结合成一定的幅面,可采用穿帘加工或用胶线连接两种方法。采用穿帘加工时,用圆锯片在芯板板坯上开出沟槽,然后将细绳压入板坯中,用线绳或纸绳逐张镶嵌串连在一起成为一定规格的“幅面“,或者用辊子把胶线压在芯板板坯上,将芯板条串在一起,实现芯板整张化(如图2-17);
另外,由于芯板条的材料为速生树种,为保证企口中榫的强度在芯板整张化时要在企口的位置用木材、胶合板或中密度纤维板代替。每张芯板两端头应各加一块宽50mm的木材、胶合板或中密度纤维板,以便将来开榫后,榫头和榫槽具有较高的强度,以满足三层结构实木复合地板最终使用要求。
Ⅳ迭合胶压
三层结构实木复合地板热压工艺流程见图2-18。

涂胶可采用芯板双面辊筒涂胶,也有采用表板、底板分别单面涂胶,再与芯板组合。较为合理的复合地板涂胶应采用两台涂胶机将固化剂和胶黏剂分别涂布效果更佳,其优点在于:1)节省胶料;2)易于清洗涂胶机;3)便于生产过程质量控制。固化剂的涂布量为50g/m2,涂胶量为320~350g/m2。
涂胶后按与胶合板生产类似结构进行组坯。
目前国内众多厂家使用以热水为介质的废材炉,以热传导方式加热,其优点一是节能;二是热稳定性好。热压温度95~100℃,热压时间7~10min,热压压力0.8~1.2MPa。
Ⅴ成型加工
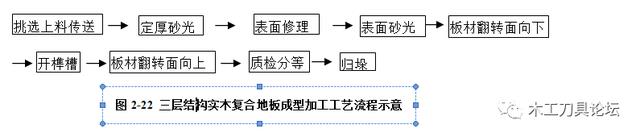
三层结构实木复合地板成型加工工艺流程见图2-22。
经热压后的整板先进行约2天的时效处理。
三层结构实木复合地板的表面质量要求很高,理想的砂光工序应包括:定厚砂光,表面砂光,油漆前的表面精砂,底漆漆膜砂光共四道。各道砂光对砂带粒度有一定要求。通常为:定厚双头宽带砂光机第一砂光头砂带60~80目,第二砂光头砂带80~100目;表面砂光双头宽带砂光机第一砂光头砂带150目,第二砂光头砂带180目;油漆前表面精砂砂带为240目;底漆漆膜砂光砂带为280~320目。整个砂光工序的砂光量约为0.5mm。
砂光后的地板为了使地板铺设方便,平整,并保证拼接良好,必须对之四周铣出榫槽。
Ⅵ油漆涂饰
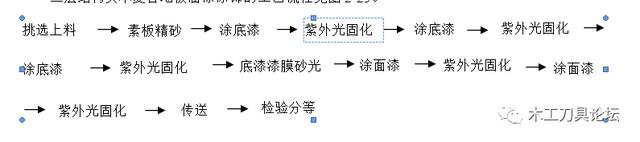
三层结构实木复合地板油漆涂饰的工艺流程见图2-25。
油漆是三层结构实木复合地板不可缺少的表面处理,旨在提高表面装饰效果,保持地板表面光洁,保护木材表面。三层结构实木复合地板油漆常使用UV漆,如德国“昆仑”UV紫外光固化漆。UV漆由光敏树脂、活性稀释剂和光引发剂(能吸收紫外线并产生活性分子,从而引发聚合反应的添加剂)组成。当用紫外线照射光敏漆时,光敏剂吸收特定波长的紫外光,化学键被打断,解离生成活性游离基,起引发作用,使树脂与活泼稀释剂中的活性基团产生连锁反应,迅速交联成网状体形结构而固化成膜。当光引发剂添加的数量不足或光引发剂紫外线吸收波长与紫外线光源的波长不匹配时,易发生漆膜固化不良。
三层结构实木复合地板的油漆有别于其它地板和产品,采用专门的油漆线。理想的油漆线通常应包括以下五个部分(根据具体情况可灵活选用其中几个部分):
1)表面精砂
三层结构实木复合地板进油漆线前先进行砂光,使表面更加光洁并刷去表面粉尘。
2)辊涂着色(木材染色)
目的是使木材表面颜色更加均匀或达到所要求的色泽,提高表面装饰效果以满足市场不同需求,此工序特别适合于表板木材色差大、装饰效果差、质量次的原料。
3)辊涂底漆
三层结构实木复合地板一般均采用紫外光固化丙稀酸清漆,底涂一般涂布三道,每道涂布后均经紫外灯烘干,在紫外光照射下使漆膜迅速交联固化,在紫外光照射下的固化时间为5~10s。
4)底漆砂光
底漆砂光的目的一方面是使底漆漆膜表面更加平整,另一方面是使面漆和底漆间附着力加强。
5)辊涂面漆
面漆通常辊涂两道,每道涂布后均经紫外光照射,使漆膜迅速交联固化。
Ⅶ检验分等、包装
检验分等、包装工艺如图2-26。

三层结构实木复合地板根据外观质量分为优等品、一等品和合格品三个等级。各等级外观质量要求应符合国家标准。
包装的目的一是保持三层结构实木复合地板的含水率在运输途中和使用前相对稳定,不受气候的影响;二是保护地板表面不产生相对运动而磨损表面;三是便于搬运;四是便于计量。包装通常采用聚乙烯薄膜,其厚度一般为0.04mm,用量为600m2/1000m2三层结构实木复合地板。
取得联系。若涉及以上版权问题,敬请原作者联系我们删除或处理。
木工刀具论坛“zjwoodtools”[微信号]
木工刀具网(http://www.zjwoodtools.cn)-木工刀具行业网站,木材切削加工技术专业交流论坛。本站专注木工刀锯行业各种相关资讯和技术问题讨论,免费发布给关注本平台的粉丝阅读,每日更新图文内容;提供木工刀具业内人员交流讨论的和谐平台,满足访问者行业需求。
承接|刀具广告|软文推广|求职招聘|微信推送
商务合作QQ:157561175
▼ 点下面「阅读原文」进入社区参与评论互动
相关参考
国家标准GB/T18103-2009《实木复合地板》按照地板的结构把实木复合地板分两大类:一类是以胶合板为基材的实木复合地板;二类是三层结构实木复合地板。1三层结构实木复合地板结构三层结构实木复合地板是指以实木拼板或独板...
现在常用的地板有实木地板,实木复合地板,强化地板,强化复合地板等等,根据木材的层数结构还分为三层和多层,但是现在最新出来一种新三层结构的实木地板,价格低廉,品质几乎集合了所有类型地板的优点,因此迅速火...
...于是,既保留了实木地板的舒适、结构又稳定的三层实木复合地板成为深受全球消费者喜爱的地板产品什么是三层实木复合地板?三层实木复合地板是由三层不同树种的板材交错层压而成。以优质阔叶材实木拼板或独幅单板为面...
...于是,既保留了实木地板的舒适、结构又稳定的三层实木复合地板成为深受全球消费者喜爱的地板产品什么是三层实木复合地板?三层实木复合地板是由三层不同树种的板材交错层压而成。以优质阔叶材实木拼板或独幅单板为面...
怎样挑选复合地板材质(如何选择实木复合地板?丨上海市消保委居饰专业办)
...修中,越来越多的消费者在购买木地板时会考虑选择实木复合地板,它既有实木地板的木质脚感,又有强化复合地板的耐磨性。但是面对琳琅满目的实木复合地板产品,我们该如何选择呢?看构造✦✦✦✦✦✦✦✦实木复合地板...
床板买松木好还是杉木好(家里铺实木复合还是强化地板好?别傻傻再被商家忽悠了)
...这个来进行来讨论下,帮助大家解决选择苦难!一、实木复合地板1、几层原木通过黏胶进行胶合(中底层是相对便宜的原木,表层用比较名贵的实木),上油漆保护。2、实木复合分多层和三层,三层是比较好的,有三层实木胶...
...,采用世界领先的拜尔大豆蛋白胶为胶黏剂,胶合而成的三层或三层以上的薄板材,通常用奇数层单板,并使相邻层单板的纤维方向互相垂直排列胶合而成的系列木板。无苯醛豆胶实木多层板既有天然木材的一切优点,如容重轻...
无划痕地板(装修选地板,进口的一定比国产的好?测评结果揭晓,别被忽悠了)
...元不等,通常,会遇到两个问题:1、实木、实木复合(三层、多层)、强化地板如何选?2、品牌如何选?进口一定更好吗?这张图简单描述了地板选购的“鄙视链”:实木>实木复合>强化复合鄙视链最顶端的是实木地板,...
在中国知名品牌网主办的“2022年度中国三层实木地板行业品牌影响力”评价活动中,经“世界商业(品牌)管理中心”评测后,被世界商业(品牌)管理中心列为:十大三层实木地板品牌推荐名单:一、圣象集团成立于1995年,...
在中国知名品牌网主办的“2022年度中国三层实木地板行业品牌影响力”评价活动中,经“世界商业(品牌)管理中心”评测后,被世界商业(品牌)管理中心列为:十大三层实木地板品牌推荐名单:一、圣象集团成立于1995年,...