旋转端子(常用端子压接模具结构及使用说明书)
Posted
篇首语:知识贵在质,不在量。本文由小常识网(cha138.com)小编为大家整理,主要介绍了旋转端子(常用端子压接模具结构及使用说明书)相关的知识,希望对你有一定的参考价值。
旋转端子(常用端子压接模具结构及使用说明书)
9
XAS4 型压接模具说明书
警告
切勿 在未装有防护或安全装置的压接机或电线加工机械中使用该压接工具。防护安全装置可防止手滞留在模具之间造成伤害。防护安全装置应由压接机或电线加工机械制造商配套提供。本压接工具未附带防护安全装置。
切勿 在未经正确指导,未通读并了解本说明书以及压接机或电线加工机械所有相关说明书的情况下就直接操作、维修、安装、调整本压接工具。
切勿 在通电状态下安装或维修本压接工具。
注意 XAS4 型压接模具适用于标准闭合高度 119.7mm的压接机。若用于非标准闭合高度的压接机,则可能导致该压接工具严重断裂。建议您在安装之前检查压接机闭合高度。
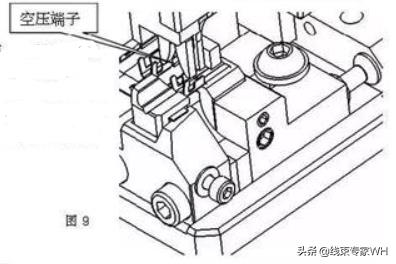
请给本压接工具配备净化后的压缩空气,保证无灰尘、水分、油脂等。压缩空气的纯净程度将影响气缸和机控阀的使用寿命。
1、一般说明
1.1 说明
XAS4 型压接模具是用于将已剥好绝缘部分的电线压接到横排连续链带端子上的压接工具。每套模具适用某些指定的连续料链带端子。模具最大步距为40mm,采用气动送料机构,快换式装夹结构。模具适用于标准封闭高度为119.7mm的半自动和全自动压接机。
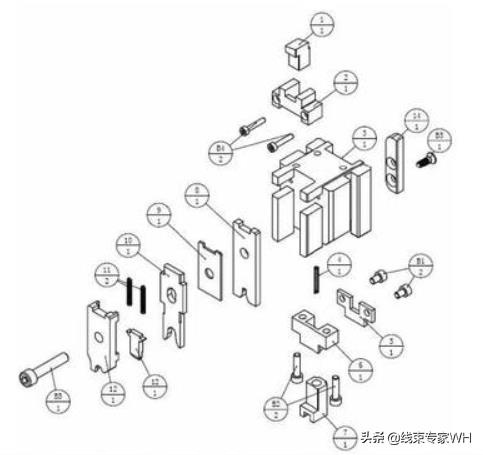
1.2 模具描述
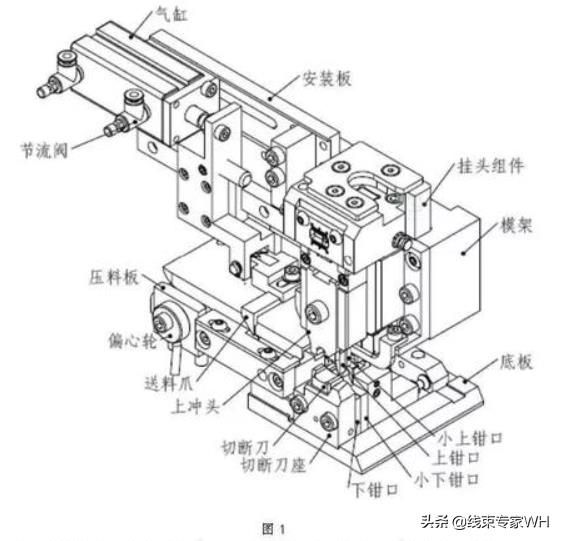
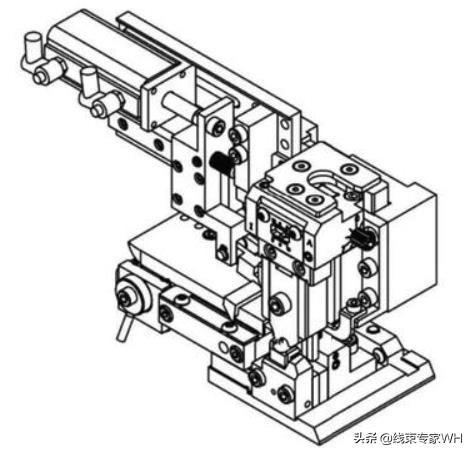
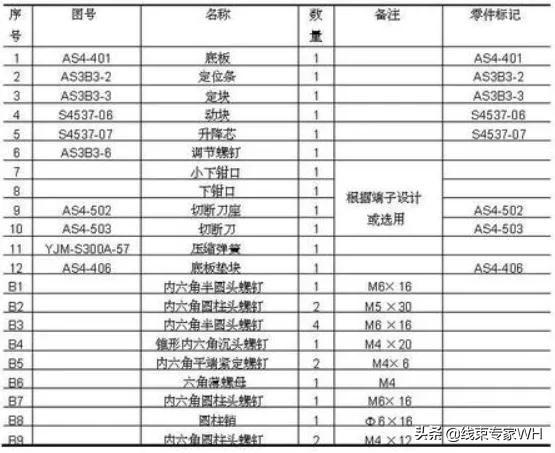
图1展示了横排模具 XAS4 的部分零件,模具各组件的组成详见零部件装配图及清单这一章节。
XAS4 型压接模具适用于日式压接机,但需保证压接机有相应的封闭高度和必备装置。
当端子的压接翼朝上,绝缘压接翼正对操作者时,端子料带从模具的左边向右边送入料带从压料板、送料爪导板以及送料定位板下穿过。送料定位板的导向部与端子芯线压接翼的前部对齐,此时第一个端子正位于下钳口上方。压接机每工作一个周期,送料爪送出一个端子。端子送料采用气动方式。
压接模具挂头与压接机挂头吻合,从而保证压接机驱动模具运动。
挂头组件的两个微调螺钉用来调节芯线与绝缘皮线的压接高度。微调形式采用楔块形式。具体的调节参见安装与调试章节。
1.3 技术参数
1.4 到货检查
从包装箱中小心取出,并仔细核查其中是否有以下物品:
压接模具一副
XAS4 型压接模具说明书一份
出厂检验单一份
剖面分析报告一份
压接模具零件配置明细表一份
其他(根据客户要求所配备的相关资料和备件等)
1.5 所需工具(自备)
1.5.1 成套内六角扳手,标准公制
1.5.2 活动扳手
1.5.3 剥线钳
1.5.4 剪刀
2、安装与调试
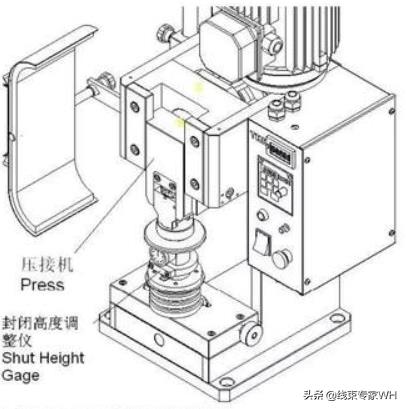
2.1 调整闭合高度
XAS4 型压接模具适用于119.7mm标准封闭高度的压接机,若安装于非标准封闭高度的压接机上,可能导致严重的压接工具断裂。建议在安装该压接工具之前检查封闭高度,封闭高度必须正确。若封闭高度正确,压接模具从一台压接机移到另一台相同封闭高度的压接机时,操作人员仅需微调、甚至不用调整压接模具的压接高度。
压接机的封闭高度,可用封闭高度仪检查。封闭高度仪在承压情况下,其封闭高度测量值应为119.7mm。建议每月检查压接机封闭高度。
调整压接机的封闭高度
压接机的封闭高度应调整到119.7mm,调整方法根据压接机和封闭高度调整仪的不同可能会有所不同,请参考压接机和封闭高度调整仪的说明书进行操作。
2.2 安装
危险 为防止人员受伤,请在模具装卸前检查压接机电源是否已经关闭。
2.2.1 装卸压接模具
注意 在安装压接模具前应保证压接机挂头和底部清洁。
A、安装
① 关闭压接机或切断压接机电源。
② 将压接机滑块调整到上死点位置。
③ 解除压接机底板的锁紧状态。
④ 把模具放到底板上,让模具底板的斜面与压接机底板的斜面相配合。同时使压接模具的挂头和压接机的挂头配合良好。
⑤ 把模具固定在合适的位置并锁紧。
B、拆卸
① 切断压接机电源。
② 取出端子。
③ 解除模具的锁紧状态。
④ 移动模具直至与压接机挂头分开。
2.2.2 装卸端子
A 端子料带的安装
小心 在将端子料带安装到模具之前,务必先检查模具和使用的端子是否匹配。确认端子卷盘上的产品型号与模具铭牌上的端子型号相同。
危险 为防止人员受伤,请在模具装卸前检查电源是否已经关闭。
① 将压接机的电源关闭或切断电源。
② 检查压接机的挂头是否处于上死点位置。如需调整挂头位置,具体调节方法请参阅压接机说明书。
③ 移除压接机上的安全装置。
④ 把端子卷盘安装在卷盘支架上,旋转偏心轮将压料板顶起。
⑤ 抬起送料爪,端子穿过料带导向板送入模具。
小心 确定端子料带送入导向板时端子的压接翼贴着压料板且开口向上。
⑥ 将端子送到下钳口上方并使端子料带上的送料孔与送料爪吻合。
⑦ 旋转偏心轮放下压料板。
⑧ 确认送料爪尖端是否位于端子料带的送料孔中。
⑨ 手动操作压接机检查调节的正确性。
B 端子料带的取出
① 抬起压料板和送料爪,将端子从料道中取出。
2.3 调节
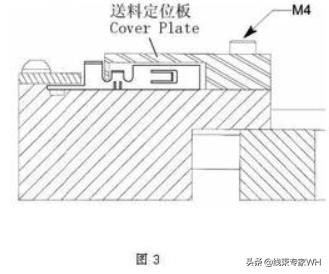
2.3.1 调节送料定位板
① 将压接模具从压接机上取下。
② 旋转偏心轮抬起压料板,并松开 M4 螺钉。
③ 装入端子,轻轻一动送料定位板,直到端子能够轻松送出和后退,但又不会前后窜动(我们建议端子和送料定位板两个定位面的间隙应该保持在0.15mm-0.25mm左右)。
④ 调节完成后,锁紧 M4 螺钉。
2.3.2 调节送料底板组件
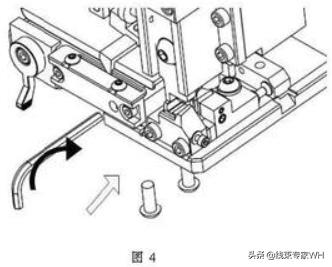
此调节将移动送料底板组件(如图4)。端子经由导向部分送进模具,所以导向部分的位置决定着端子在下钳口上的前后位置,也影响压接后喇叭角的大小。
当端子导向部分的位置改变时,送料爪也需要调节以匹配上述改变。描述如下:
① 从送料底板中抬起送料爪并伸出槽外,将第一个端子送到下钳口正上方。
② 松开固定送料底板的两条 M6 螺钉。
③ 用扳手调节送料底板组件的位置,顺时针向前,逆时针向后,调整至合适位置。
④ 为了验证调节的效果,可以把模具装入压接机手动试一下,如果不满意,重复上述过程直至完成。
2.3.3 调节送料爪位置(如图5)
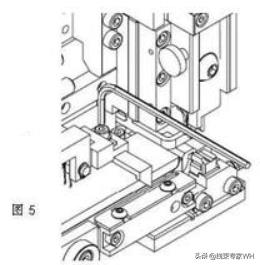
① 抬起压料板,送入端子。
② 锁紧压料板,松开固定送料爪的 M4 螺钉(在此之前应将送料爪往后后退留出扳手空间)。
③ 移动送料爪至端子料带的孔内,将其调节至合适的位置。
④ 锁紧 M4 螺钉。
2.3.4 调节送料
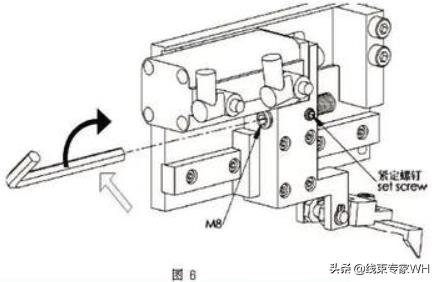
端子应准确地位于下钳口中心才能进行压接工作。如果不是,应调整送料位置。步骤如下(如图6):
① 松开紧定螺钉。
② 旋转 M8 螺钉,顺时针旋转将使送料向后移,逆时针旋转则会使送料向前移。调节至合适位置。
③ 拧紧紧定螺钉。
④ 推动换向阀或手动操作压接机完成一个送料过程,观察送出端子的位置。如送出端子的位置不正确,重复上述工程直至合适为止。
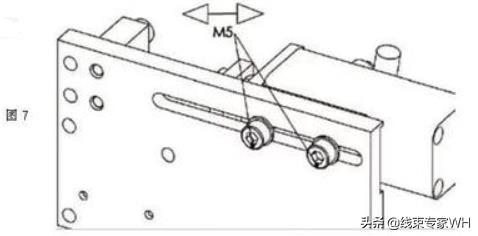
不同的端子的送料步距可能也不一样。因此,我们有时需要调节模具的送料步距。如图7.
松开两条 M5 螺钉。
拖动气缸前、后移动,将其调节至合适位置。
拧紧 M5 螺钉。
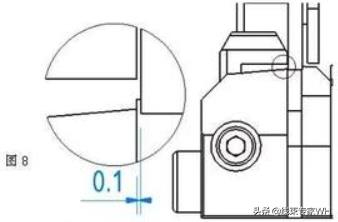
2.3.5 调节上、下钳口位置
① 装入上钳口、上冲头等零件。
② 调整下钳口及切断刀的位置,使下钳口外平面突出上钳口外平面 0.1mm 左右。
③ 锁紧下钳口、切断刀座等零件。
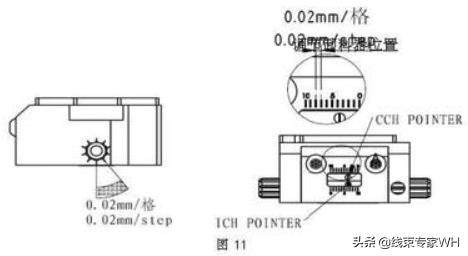
2.3.6 调节压接高度
压接高度对于控制压接质量非常重要,因此在调试压接模具或更换另外一种规格的电线时,都需要调整压接高度。
装入端子,手动用力旋转压接机,空压一个端子(不压电线),看看压力大小情况。调整微调,直至接近所规定的芯线压接高度和皮线压接高度。
如图,模具的微调系统有两个调节螺钉,一个用来调整芯线压接高度,另一个用来调整绝缘皮线压接高度。
指针往大数方向调动时,压接高度会减小,相反压接高度会增加。
调整精度是这样的:调节螺钉旋转一次(一个最小的旋转单元,往往会有响声提示),压接高度增加或减少0.2mm,指针每移动一格,压接高度增加或减少0.2mm。
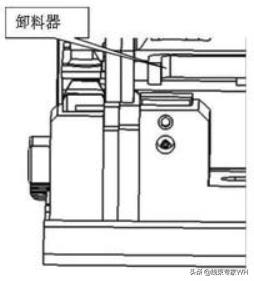
2.3.7 调节卸料器的位置
卸料器的作用除了卸料外,还起到一定的定线作用。
① 松开固定卸料器的螺钉。
② 调节卸料器的位置。(建议卸料器位置距离小上钳口0.3-0.5mm,用户也可根据需求进行适当的调整。)
③ 调节完成后锁紧螺钉。
3、维护和保养
危险 为防止人员受伤,请在模具装卸及调节前检查电源是否已关闭,压接机挂头是否在最高端。
3.1 日常清洁
每天使用8小时后,从压接机上把模具卸下来,进行保管时应该对模具进行清洁和润滑。
① 按第2章所述从压接机上卸下模具。
② 从模具中取出挂头滑块组件。
③ 干净、干燥的无纺布清洁整个滑块组件,并清除油脂/脏污(必要时用煤油清洗)。
注意 不要用压缩空气清洁模具。这样可能会使异物卡入模具。
④ 检查小上钳口、上钳口、小下钳口、下钳口及切断刀等有无过量磨损或损伤。如需要更换的话,按第3.4节“更换零件”对其进行更换。
⑤ 检查卸料器、小下钳口、下钳口及小上、上钳口固定螺丝的调节及锁紧状况。
⑥ 清洁滑道。确保清除所有的脏物,灰尘及油脂。
⑦ 依3.2章节所述对移动零件或组件进行润滑。
⑧ 将挂头滑块组件装回模具。
3.2 润滑
注意 请不要在模具上加过多的润滑油及油脂。在将模具返回操作状态前请将多余的润滑油去除。
① 按第2章所述从压接机上取下模具。
② 从模具中取出挂头滑块组件,清洁挂头滑块组件。并在滑块组件上涂一层薄的润滑脂。
③ 必要时在送料爪销上加一滴润滑油,再将多余的润滑油擦去。
④ 把挂头滑块组件装回模具。
⑤ 为了更好的保养模具,可以适时的使用博士手 FC-94(或其他保养性的润滑产品)以防生锈。
下面的表格是维护保养流程的一张示范表格,可复制并使用此图表,用以跟踪本压接模具的保养情况,或以此图表为模板,拟定您的保养计划。
预防性维护表格
每日:清洁。参阅第3.1节。
依需要:润滑。参阅第3.2节。
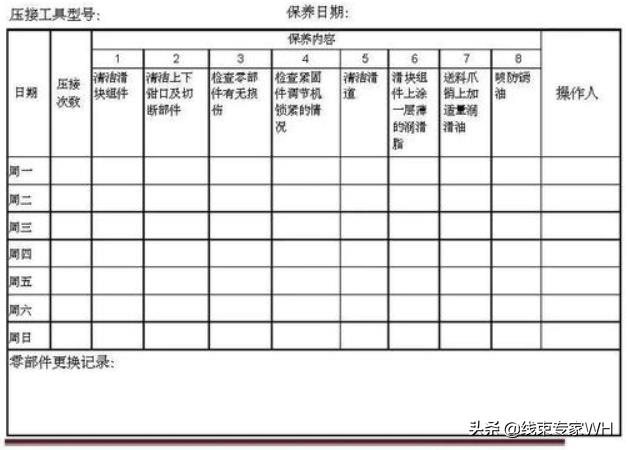
该计划表应视实际使用情况调整。
3.3 备用零部件
客户负责保养压接模具。我们可提供备用部件。移动部件及功能部件会随时间的推移而出现磨损,因此需要更换。我们建议客户储备这些部件的一部分或全部,以减少压接操作的停机时间。
3.4 修理和更换零件
危险 为防止人员受伤,请在模具装卸及调节前检查电源是否已关闭,压接机的挂头是否在最高端。
注意 零件从模具中取出后,用干净的无纺布对其进行擦拭。在将零件装回模具前检查碎步及异物是否已被完全擦去。
3.4.1 更换下钳口部分
危险 为防止人员受伤,请在模具装卸及调节前检查电源是否已关闭。
在移除切断刀、小下钳口后,注意重新安装的方向。切断刀是加载弹簧的,所以在移除时请小心。
更换小下、下钳口和切断刀、切断刀座。
① 按 2.2 节拆卸模具。
② 按 2.2 节取出端子。
③ 压下切断刀,拆下在切断刀座侧面固定切断刀的螺丝。
④ 从模具中取出切断刀、压缩弹簧。
⑤ 拆下固定切断刀座、下钳口和小下钳口的螺钉。
⑥ 取出切断刀座、下钳口、小下钳口。
⑦ 检查这些零件是否损坏。
⑧ 按步重新安装切断刀、小下钳口、下钳口。如果换了新的此类零件,请确认零件号与模具装配图一致。
3.4.2 更换上钳口部分
危险 为防止人员受伤,请在模具装卸及调节前检查电源是否已关闭,压接机的挂头是否在最高端。
① 按第 2.2 节拆卸下模具。
② 移除固定上冲头、上钳口、小上钳口的螺钉,并取下上冲头、垫圈、上钳口、压线片、垫片及小上钳口。同时留意零件的安装顺序及方向然后将其取出。
③ 更换所要更换的钳口。
④ 将挂头滑块组件装回模具。
注意 小上钳口、上钳口必须把印有零件号的一面朝外。如果换了新的钳口,请确认零件号与模具装配图上一致。
⑤ 将模具装回压接机。
3.4.3 送料爪的更换
危险 为防止人员受伤,请在模具装卸及调节前检查电源是否已关闭。
① 移除连接送料爪和送料爪固定座的调节螺丝。
② 按步骤重新安装送料爪。如果使用新的送料爪,确认零件号与装配图上一致。
③ 调节送料爪至合适位置。
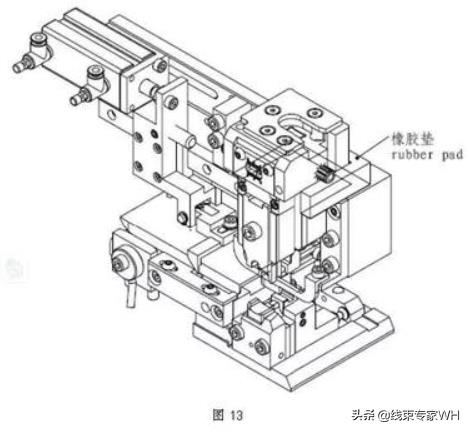
3.5 模具的保管
当保管模具或任何原因需要把模具从压接机上拿下时,请确保在挂头滑块组件和底板组件间(上下钳口之间)放一橡胶垫,以防止撞击,损坏模具零部件。见图13.
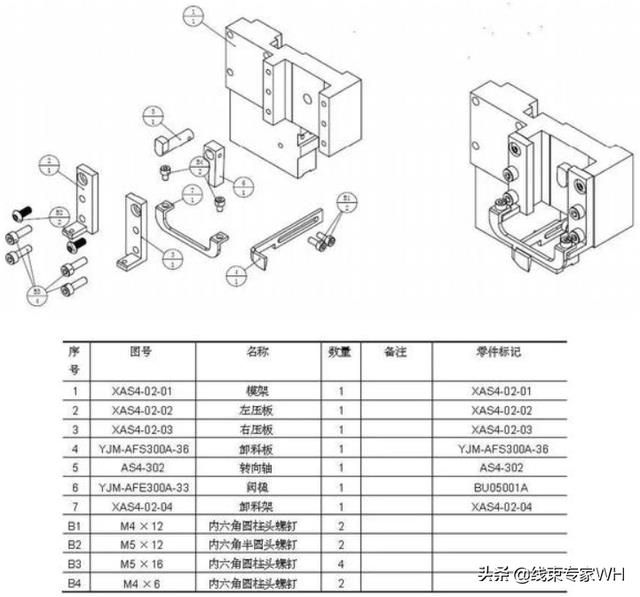
4、装配图及零件清单
4.1 挂头组件
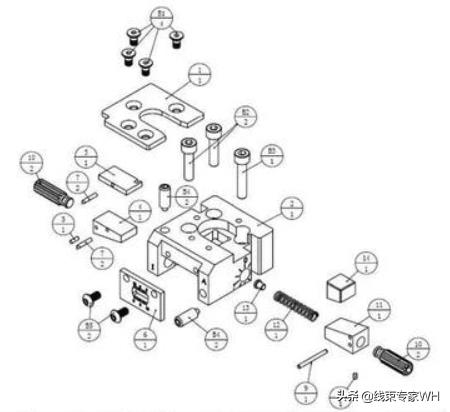
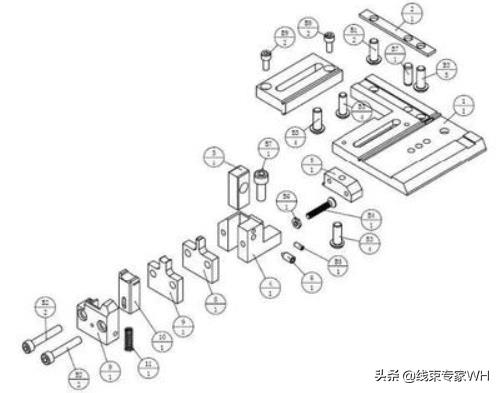
4.2 滑块组件


4.3 模架组件
4.4 送料底板组件
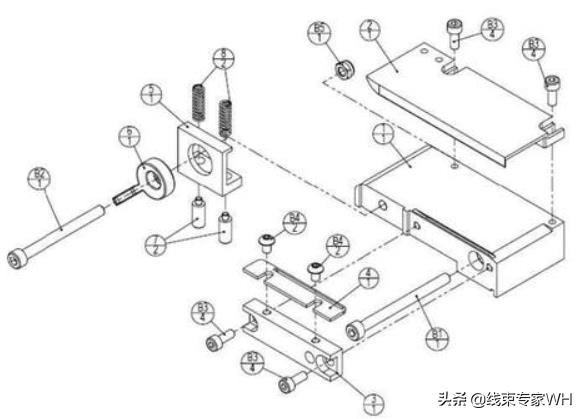

4.5 底板组件
相关参考
...安,因此选用的电缆直径也相对较大,这对电缆与接插件端子的压接质量提出了较高的要求。为了保证电缆与接插件端子压接紧固后具有较高的质量,确保汽车高压线束压接后电气性能(如额定电流)和机械性能(如拉脱力)满足要...
端子的压接质量检验是线束开发过程中一项重要内容,今天主要来探讨下这块。1、端子压接的目的要求及工艺什么是压接?压接是在导线和端子接触区域施加压力使其成型,实现紧密连接的工艺。端子压接的目的及要求,在压...
...递到各个部件,使之协调发挥性能。在线束制作工艺中,端子压接具有缺陷后显的特征:线束投入使用后或交付后才显现出来,压接过程不能被重复,又无法验证每一个端子压接的状态。端子压接决定了线束的性能,一旦出错,...
1、端子各功能部位端子各功能部位描述如图1所示1)自锁口端子在护套中的锁死装置,常规端子的自锁口一般有3个位置,端子的正面、端子背部、端子两侧面,其作用是将端子固定在护套内,防止端子退位(掉出护套外)。2)...
端子线(Terminalwire)是一种常用的电线,常用于将电路板上的元器件与其它设备连接在一起。它通常由两部分组成:一个金属端子和一条电线。金属端子是端子线的主体部分,通常由铜、铝或其它导电金属制成。它具有良好的导...
...使其对绝缘外皮没有抓握力。3.按照额定压接高度把相应端子压接到导线上。4.视觉检查喇叭口、导体刷和切割的芯线。5.把抗拉强度测试仪设置为每分钟25.4毫米(每分钟1.00英寸)。对于大多数应用场合,更快的速度将不会对数...
一.端子模具设计注意事项端子模具的成熟产品,一般有两个特点:产量大,更新期快。基于产品的特点,在设计端子模具时应就这两个方面对模具结构和思路作整合,把个人的感想说一下:1、端子模具在设计排样的时候,尽可...
一.端子模具设计注意事项端子模具的成熟产品,一般有两个特点:产量大,更新期快。基于产品的特点,在设计端子模具时应就这两个方面对模具结构和思路作整合,把个人的感想说一下:1、端子模具在设计排样的时候,尽可...
...常敏感的,一旦加载负压的时候就很容易烧毁。二:关于端子压接:1.线与端子之间未压紧:线与端子之间需压紧,主要是防止他们之间接触电阻过大,当大的电流通过时,在接触处,形成一个较大发热
染机控制器(变频器应用主回路端子接线,及控制端子功能说明,图文讲解)
...装有散热风机(或称风扇)。打开防护盖板,可看到主接线端子和控制电路板上的控制端子排。从控制方面看,后者具有更为复杂和高度智能化的控制功能,这从变频器的端子接线图可