方形圆孔落料冲孔件(干货分享:冲压模具结构设计标准化学习资料)
Posted
篇首语:勇士搏出惊涛骇流而不沉沦,懦夫在风平浪静也会溺水。本文由小常识网(cha138.com)小编为大家整理,主要介绍了方形圆孔落料冲孔件(干货分享:冲压模具结构设计标准化学习资料)相关的知识,希望对你有一定的参考价值。
方形圆孔落料冲孔件(干货分享:冲压模具结构设计标准化学习资料)
第一节:高精密连续模结构设计标准化
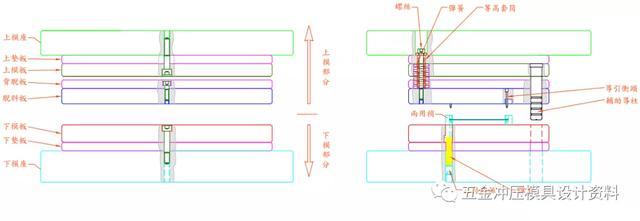
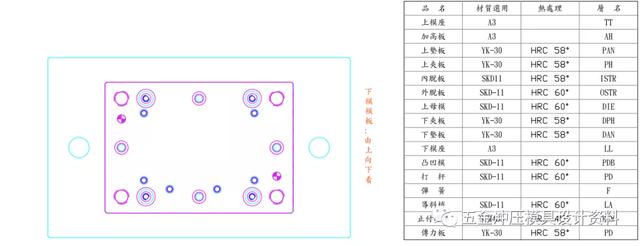
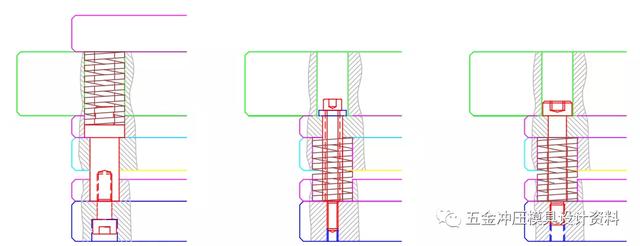
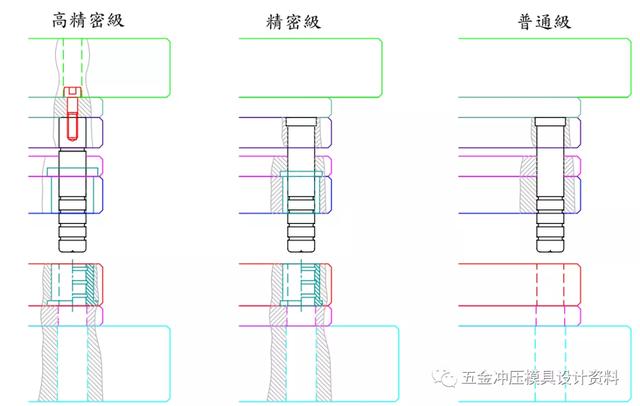
一丶弹压脱料板之间固定方式与各板之间关系
第二节:一般连续模结构设计标准化
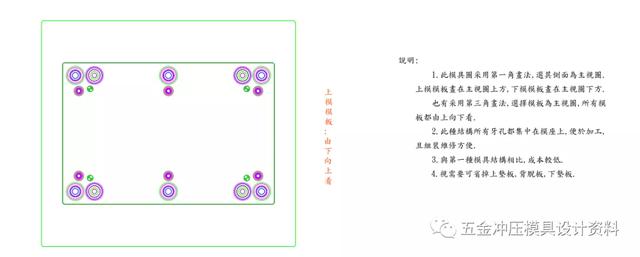
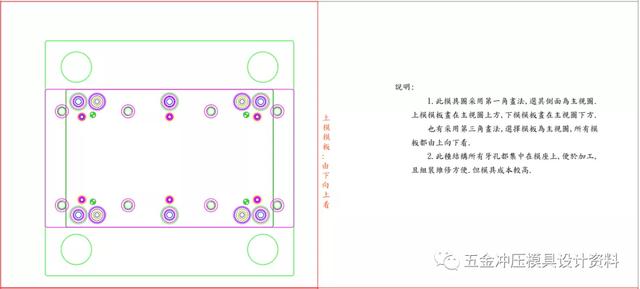
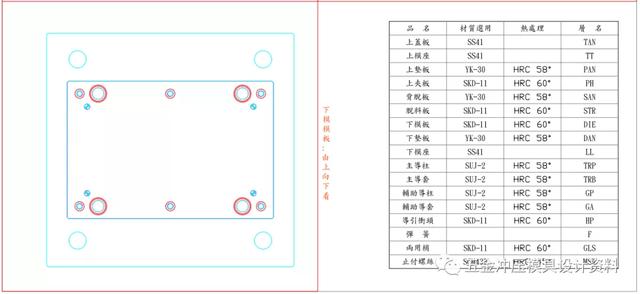
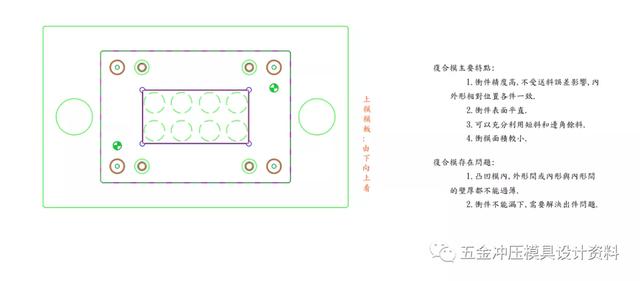
第三节:落料冲孔复合模结构设计标准化
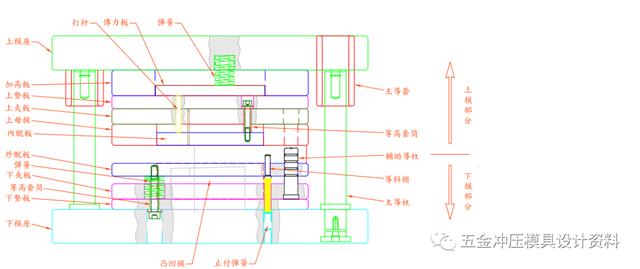
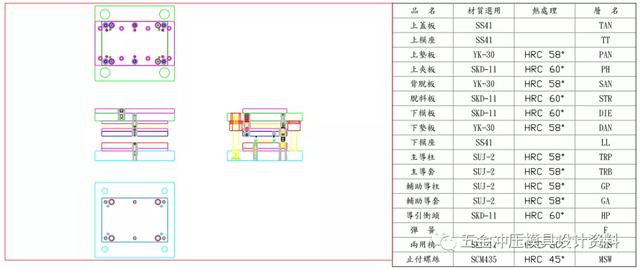
第四节:脱料板之固定与各模板之间关系

标准化的选用可参照供应商之产品目录
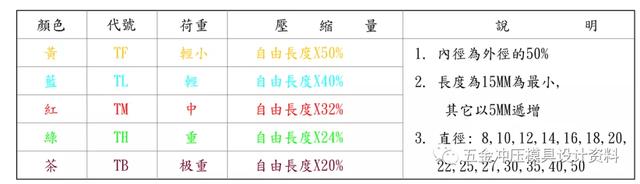
第五节:扁线弹簧规格选用
第六节:导柱与各模板之间的配合关系
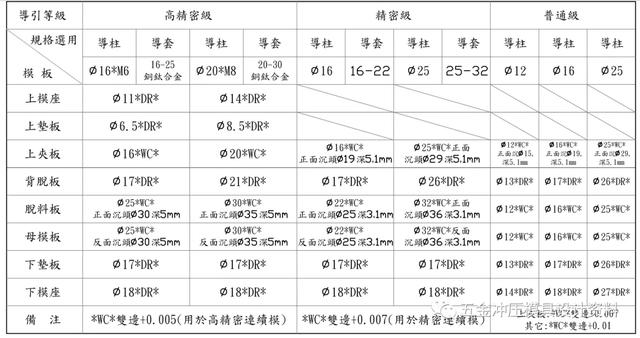
导柱与导套选择可参照供应商提供之产品目录
第七节:螺丝的选用及其关系尺寸
一丶螺纹之关系尺寸
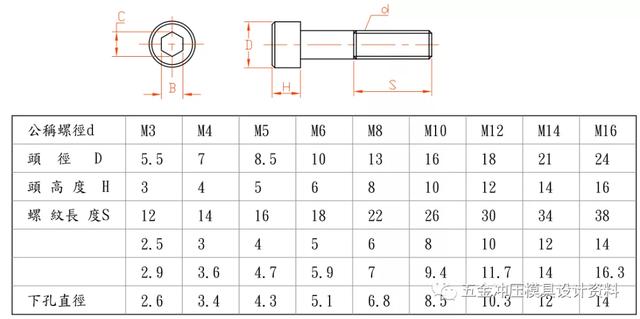
螺纹的齿合长度应大于1.5M
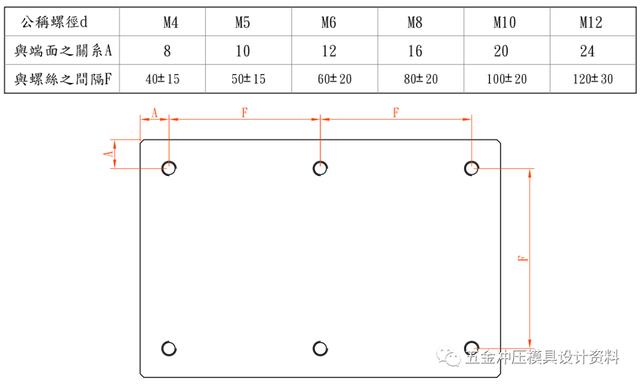
二丶螺纹与各模板之间关系尺寸
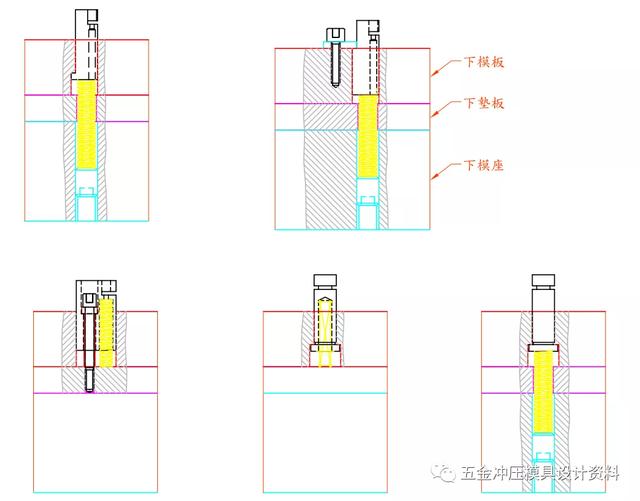
第八节:浮升导料两用销设计
1.材质选用:
SKD-11 HRC60°
2.常用结构:
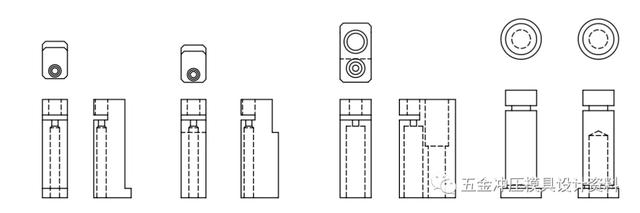
3.组装形式:
第九节:模具设计示列
弯曲成型设计示列(单冲模)
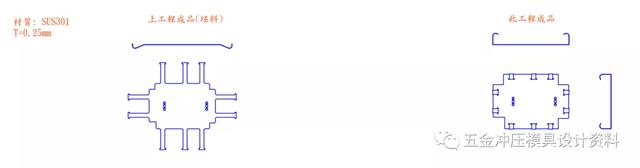
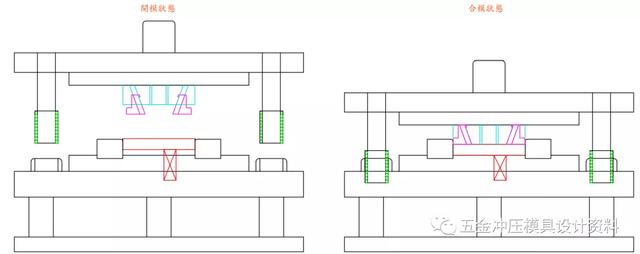
此模具特点:
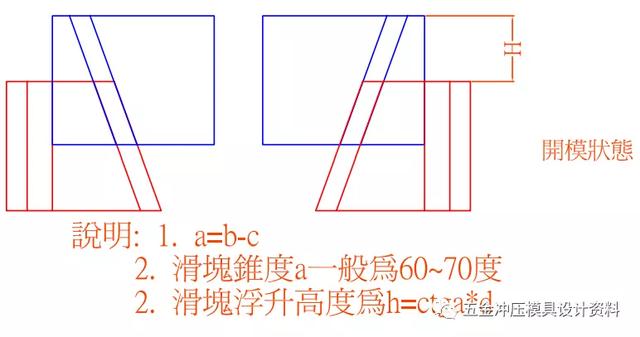
因成品要求四面同时成型,切成型四面内弯(如图所示)。给脱料造成困难,所以采用四面滑块结构。
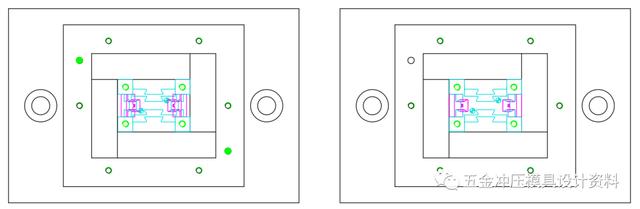
模具闭合时,滑块沿着斜轨道上升,至模完全闭合,连到成型所要求尺寸,成型后上模上升。四个滑块由于重力作用,同时向中间滑动,起到脱料作用,
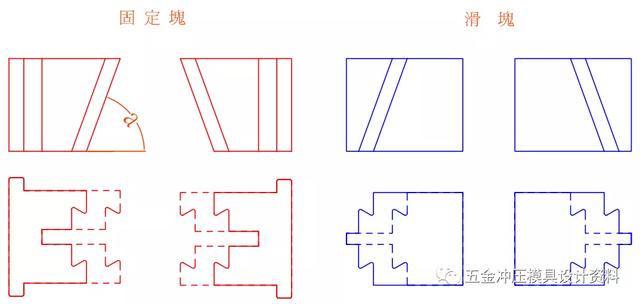
滑块设计(1)
曲面冲孔设计
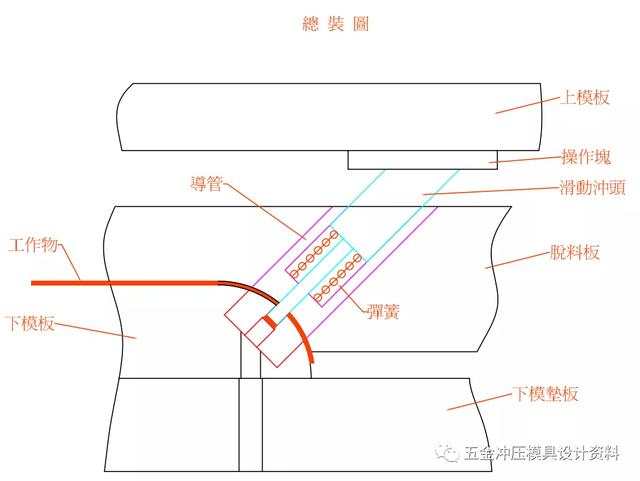
曲面上的孔要求是圆孔时,冲头的运动方向必须是垂直于曲面,这种冲头不固定,冲头脱料板中的导管中沿着所需的角度滑动,进行冲孔加工。冲孔后使其恢复到原来位置,脱料板下面制成符合制品的弯曲面,下模中或者下模管,管面弯为弯曲面,上模板上或者操作快以推压冲头,操作快与冲头上端斜面以下不分离为宜,这样可以避免互相间的冲击。
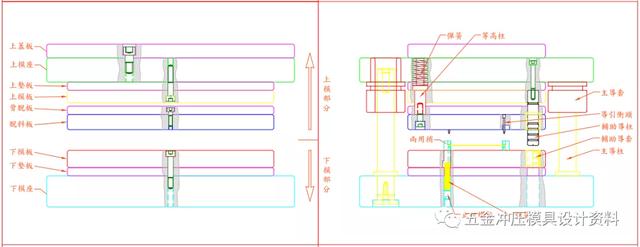
侧面剪切加工设计(1)
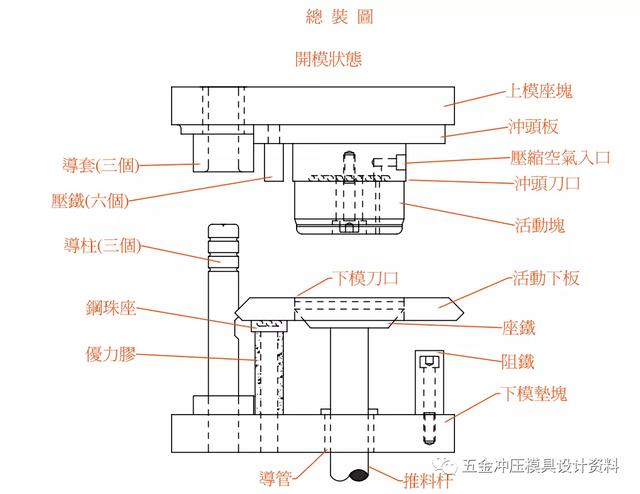
冲模构造及零件说明:
(1)侧面剪断
上模座快:固定在油压机的活塞上。
导套:有三只,当上模下降时,与三根导柱分别配合,保持上下模精密配合。
冲头板:固定在上模座垫的下方。
冲头:具有刀,侧剪时与下模刀口配合而剪边,侧面有压缩空气入口与气管连接,底面有钢珠槽,可容纳钢珠。
活动块:此块以螺杆与冲头连接,螺杆四周有空隙,让此块在水平方向运动,其上面与钢珠接触以减少运动时的阻力,此块中有气孔,以备在侧剪后压缩空气通过此孔冲击口罩筒使其脱离此块。
压铁:有六块,其底面与冲头刀口相齐合,上模下降时,六块角铁同时接触下模。使其平稳下降
下模座块:固定在油压机上
推料杆:与下活塞相连接,作上下运动,其功能用为在侧剪后将口罩筒推出下模。
导管:供推料杆在其中滑动。
侧面剪切加工设计(2)
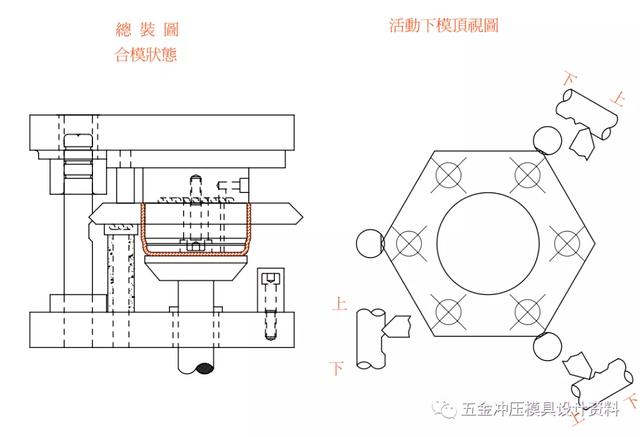
铁座:座铁的位置较活动下模马低,以便将待剪边的口罩简稳定地装在上面.
阻铁:限制活动下模的下降位置.
钢珠座:与优力胶相连接,其.上盛著钢珠.
活动下模:受三根导柱上缺口槽的驱使而在平面上的驱动.摆动时其刀口与衡头配合.先后作三次摆动,完成剪边加工.
导柱:有三根,安装在120度等分圆上,每根都有缺C 1槽槽中各有- -突角,角峰至谷的距离马:2, 1.2, 1.2mm.突角位置以导柱1的位置为最高,导柱2的位置次之,导柱3的位置最低.突角的功用为驱策活动下模使其作水平摆动.
侧面剪断横模加工步骤:
推料下降60mm,将弓|伸件放入活动下模中座铁之上,衡头下降,活动块插入弓|伸件,六块同时将活动下模压下,这时活动下模受导柱1.上突角的驱策向水平方向摆动2mm,完成第一段侧剪.卫头,诸压铁及活动下模一起继续下降,于是导柱2及导柱3.上的突角先后驱动活下模使其在水平面.上相继摆动1.2mm,连续完成第二段及第三段侧剪工作.
如果对于本文,你还有不明白、不理解的地方,欢迎评论或私信,我将第一时间解答!
同时如果你是想往设计方向发展,可以加入我创建的千人模具设计社群一起学习、交流、探讨(无广告);私聊我回复“社群”,即可获得入群方式!私聊我回复“学习”,我会送你相关课程学习。
相关参考
冲压,是一种金属加工方法,它是建立在金属塑性变形的基础上,利用模具和冲压设备对板料施加压力,使板料产生塑性变形或分离,从而或得具有一定形状、尺寸和性能的零件(冲压件)。我们小五金产品就是使用了冲压工艺...
冲压模具,是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而...
一、落料、拉深、冲孔复合模本冲模在一次行程中完成制件的落料、拉深、冲孔全部工作。当压力机滑块下行时,首先在凸凹模4和凹模3的作用下,从条料上落下70.1mm的坯料,坯料被压紧在凸凹模4和下面有托杆6作用的压料板2之...
...成形件,根据工艺计算也可以一次翻边成形;工序安排为落料、拉深、预冲孔、翻边。根据零件的生产批量,确定内孔翻边加工工艺方案为,预冲孔后利用翻边模翻成妇6.5mm处内孔。1)计算预冲孔直径翻边
校平压筋机(钣金件模具知识,冲压模具动态图:冲、折、弯、压)
...加工图分享,便于深化理解冲压成型知识。【一】什么是冲压模具冲压模具,是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冲压,是在室温下,利...
...以下几个主要特征来分类一、按工序性质分类(见下图)1.落料模(图a):它使冲裁零件沿封闭的轮廓与材料完全分离,完成落料工序.2.冲孔模(图b):它使废料沿封闭的轮廓与冲孔零件完全分离,完成冲孔工序.3.切断模(图c):它使材料的一部...
...翻边”,指在普通冲床或其他设备上使用模具对工件形成圆孔边翻起的工艺过程。8、攻牙:指在工件上加
木托板撕碎机(干货「冲孔模具」实际操作详解,模板零件加工顺序及方式收藏)
一.产品导入1精密模具冲压常规产品导入流程1.1产品图→加工图→排样图→结构图→组立图→模具图纸1.2连续模具排样图及结构图须审核1.3单冲模具排样图及结构图须审核1.3模具图纸须审核签字生效,图纸规范清晰2样品控制流程...
...模具的同一坐标位置,于压机的一次行程中,完成冲孔和落料,其模具就是一种复合模。一般所谓落料拉深模也是一种复合模,且是落料完后再拉深的。下图是复合模的结构图,一起来看看这是普通复合模的结构,料厚≥0.5时,...
...。冲裁:利用模具使板料产生分离的冲压工序,主要包括落料与冲孔1、从板料冲下所需形状的零件(或毛坯)的工艺称为落料。2、在工件上冲出所需形状的孔的工艺称为冲孔。二、冲压变形的特点整个冲裁过程可分为三个阶段:...