新裂缝在旧裂缝处终止(钢材 冷处理裂纹,如何应付?)
Posted
篇首语:桃李不言,下自成蹊。本文由小常识网(cha138.com)小编为大家整理,主要介绍了新裂缝在旧裂缝处终止(钢材 冷处理裂纹,如何应付?)相关的知识,希望对你有一定的参考价值。
新裂缝在旧裂缝处终止(钢材 冷处理裂纹,如何应付?)
控制阀芯冷处理裂纹产生的原因及其热处理工艺进行改进,冷处理裂纹,如何应付?-
这篇文章分析了某控制阀芯冷处理裂纹产生的主要原因,并对其热处理工艺进行改进,有效避免了冷处理裂纹的产生,有借鉴价值。
我公司生产的转向器控制阀芯(见图1),是动力转向器中的重要零件,材料为GCr15,其作用是通过轴向前后移动,接通油缸左、右油腔,进入油缸的高压油推动活塞本体轴向运动,活塞本体的齿条带动垂臂轴的主齿作径向正、反转动,通过转向垂臂、横拉杆,实现汽车左右转向。
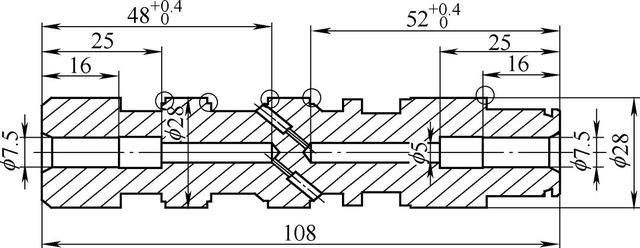
图1 零件简图
1.原工艺情况
由于该零件的作用决定了其尺寸精度、位置精度要求非常高,为控制转向器的内漏指标,必须控制零件的外径与阀孔的间隙为0.008~0.016mm,圆柱度为0.003mm,表面粗糙度值Ra=0.4μm。而为严格控制高压油接通及液压噪声等因素,控制阀芯四个轴向槽距尺寸精度为±0.01mm、±0.02mm,这就要求零件在长期使用中耐磨、尺寸稳定不变。但一般情况下GCr15钢在淬火后会含有10%~15%的残留奥氏体,由于这些残留奥氏体存在于淬火组织中,虽经常规回火处理,仍不能使其全部转变和稳定,当零件在使用过程中,其尺寸会因残留奥氏体的转变而变化,满足不了尺寸精度要求。
为减少淬火组织中残留奥氏体含量,并使剩余的少量奥氏体趋于稳定,增加尺寸稳定性和提高硬度,工艺要求淬火后需进行冷处理,原热处理工艺为:“淬火+冷处理+回火”,即淬火后冷却到室温后再进行-70℃左右保温1h的冷处理,冷处理后待温度回升到室温即进行回火。但该工艺自生产以来,产品质量一直不稳定,90%以上批次均或多或少地出现裂纹,裂纹率最高达到60%,尽管采取多种措施严格控制,但仍未能杜绝裂纹的产生,经济损失严重。
2.试验结果
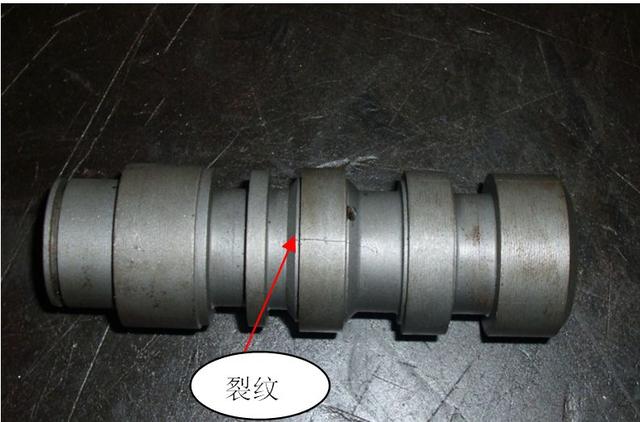
经磁粉探伤检查裂纹发生位置,一是在零件外圆部位,呈细条状或细网状分布,如图2a所示;二是在台阶沟槽处,呈纵向裂纹分布,裂纹数量较多,如图2b所示。

(a)
(b)
图2 裂纹件的宏观形貌
低倍及化学成分分析,原材料无明显缺陷,结果如表1及表2所示。
表1 低倍组织

表2 阀芯化学成分(质量分数) (%)

对未淬火的零件取样作球化退火态分析,组织为球状珠光体+粒状碳化物,退火组织评级1~2级,如图3所示,为正常退火组织。
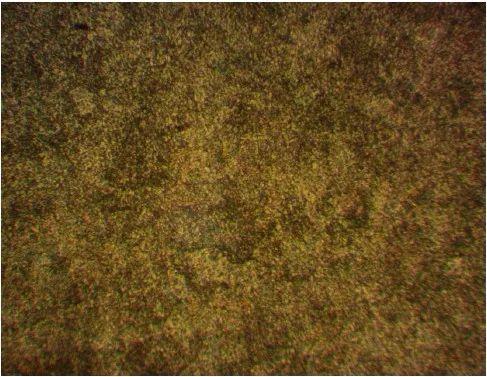
图3 退火组织(4%硝酸酒精) 500×
截取与裂纹垂直的面磨制金相试样,经抛光后采用4%的硝酸酒精溶液腐蚀,裂纹两侧无脱碳迹象,金相组织与基体一致,为回火马氏体+粒状碳化物+极少量残留奥氏体,在零件内部有内裂纹产生,裂纹为沿晶裂纹。由此可以断定裂纹主要是由于零件内部组织发生马氏体相变时组织应力较大,并在多处应力集中所出现的淬火开裂,实际上是一种淬火裂纹。
3.裂纹原因分析
控制阀芯材料是GCr15钢,生产上采用的淬火温度是(850±10)℃,加热设备选用的是盐浴炉,冷却用32号机械油。该钢wc=0.95~1.15%,wcr=1.5%,铬和碳的共同作用,加热时溶入奥氏体后,降低了Ms点(马氏体转变点),提高了钢的淬透性,但同时也增加了奥氏体的稳定性,使淬火后保留10%~15%的残留奥氏体。且由于淬火温度愈高,溶入奥氏体中的碳及合金元素含量就愈多,奥氏体稳定性也愈高,相应的残留奥氏体就愈多。而残留奥氏体是一种不稳定的组织,淬火后从油中取出放在铁板上摊开冷却,冷到室温后再进行冷处理(用点温计测量温度),这个过程一般需要2~3h。在这个过程中,这些残留奥氏体会发生转变,但其转变非常缓慢,难以进行马氏体化,但在随后的冷处理过程中,由于温度低,这些残留奥氏体就会加速发生转变,残留奥氏体量愈多,转变成的马氏体就愈多,产生的相变应力就愈大,该应力与既存的淬火应力叠加,引起与淬火裂纹相同的裂纹,即冷处理裂纹。
这是因为热处理零件的开裂是由于在冷却过程中,热应力与组织应力的合成内应力,在瞬间超过了材料的脆断抗力的结果,该零件含碳量高,发生马氏体相变时的比体积变化增大,马氏体相变温度Ms点降低,热应力减弱,呈现出以组织应力为主的分布特征。而由于零件较小,材料淬透性好,心部完全淬透,淬火时,马氏体相变开始于表面然后向心部扩展,发生了马氏体相变的表层因其体积膨胀必然对尚未处于奥氏体相变的心部施以拉应力,而其本身则因心部的限制而受压应力,压应力的峰值随相变的进行向心部移动,由于奥氏体具有良好的塑性和很低的屈服强度,因此,相变应力必将引起处于奥氏体状态的心部发生塑性变形,随后当心部温度降低到Ms点而发生马氏体相变时,伴随的体积膨胀由于受到已转变成马氏体的坚硬的表层的阻碍,产生了与前述相反的组织应力。随着心部马氏体相变的进行,组织应力发生反向,最终形成了表层为拉应力,心部为压应力的残留组织应力。在淬火后未作任何处置的情况下在空气中放置,应力未得到释放,而由于马氏体转变终止点(Mf)在-70℃左右,在室温放置及随后的冷处理过程中,残留奥氏体会发生转变,而在冷处理过程中,有两种原因造成内应力,一是快速冷却,二是残留奥氏体的马氏体化。生产中采用的将零件置于温度可达-78℃干冰酒精溶液的保温桶里进行的,温度低于该材料的马氏体转变终止点Mf,冷却速度加快,淬火后残留的部分未转变的奥氏体进一步转变成马氏体,同样形成表层为拉应力,心部为压应力的残留应力,这两种应力不但未互相抵消,而是相互叠加,并且在低温下材料本身的脆断抗力降低,所以当快速冷却与残奥马氏体化产生的相变应力与前期淬火时产生的淬火应力叠加,超过材料脆断抗力,就产生了裂纹。如果已有显微裂纹,则可能导致裂纹的长大或扩展为宏观裂纹。
综上所述,控制阀芯冷处理后出现批量裂纹的根本原因是由于淬火及冷处理时均产生了表层为拉应力,心部为压应力的残留内应力,相互叠加后超过材料的脆断抗力所致,且淬火后形成的残留奥氏体量越多,越容易产生裂纹。
4.消除裂纹的验证试验
淬火应力因冷处理而增加,从而引起冷处理裂纹,所以要避免冷处理裂纹,就应在冷处理前把淬火应力减少。据资料介绍,用100℃左右的低温回火可消除约25%的淬火应力,用200℃左右的温度回火可消除约50%的淬火应力。为此,分别对淬火后的零件用100℃开水和180℃油炉预回火1h进行试验,来验证阀芯裂纹的原因。
其具体过程如下:淬火温度仍选用(850±10)℃,加热设备选用的盐浴炉,冷却用32号机械油,首批试验68件,淬火过程不变,但零件从油中取出后,分三种方案进行处理:20件100℃开水煮1h,取出后待零件表面预冷到60℃左右即投入水中冷却,使零件温度快速降到室温与其余产品一同进行冷处理;20件180℃油炉煮油1h,取出后待零件表面预冷到60℃左右投入水中冷却,使零件温度快速降到室温与其余产品一同进行冷处理;剩余零件28件按原工艺进行,即在铁板上摊开自然冷却到室温,该过程2~2.5h,待自然冷却的零件达到室温后(用红外线点温计测量),将几种方案处理的零件分别作好标识后放入保温桶底部,倒入干冰和酒精(酒精必须淹没零件),冷处理1h。冷处理后将零件取出摊开在空气中自然回升到室温后再进入油炉回火,这个过程3~4h,回火后喷砂、磁粉探伤检查裂纹,并对每种工艺方案破试零件检测金相组织。
(1) 淬火+100℃开水预回火1h+冷处理1h+回火,金相组织如图4所示。
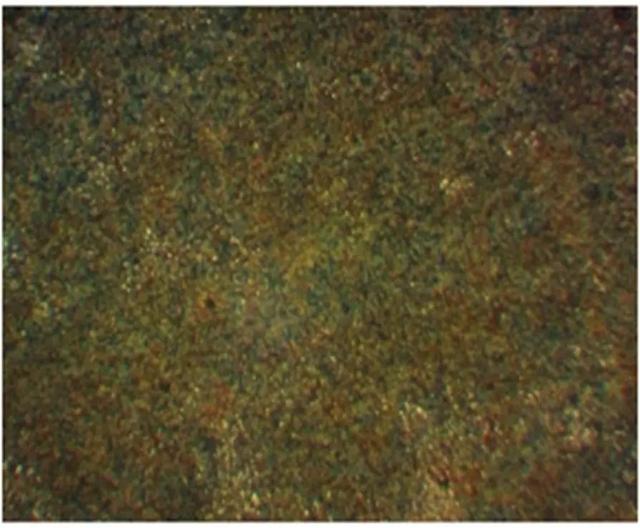
图4 回火马氏体+粒状碳化物(2级)+无明显残留奥氏体 400×
(2)淬火+180℃煮油预回火1h+冷处理1h+回火,金相组织如图5所示。
图5 回火马氏体+粒状碳化物(2级)+无明显残留奥氏体 400×
(3)原工艺方案:淬火+冷处理1h+回火,金相组织如图6所示。
图6 回火马氏体+粒状碳化物(3级)+无明显残留奥氏体 400×
裂纹探伤检测结果见表3。
表3 控制阀芯工艺验证方案及磁粉探伤结果
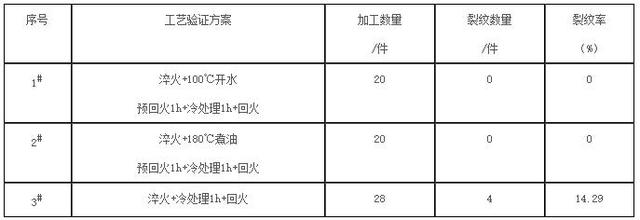
从以上金相检测及磁粉探伤结果可以看出,三种工艺方案金相组织都合格,均无明显残留奥氏体。但按原工艺方案“淬火+冷处理1h+回火”裂纹率达14.29%,而其余两种方案由于在冷处理前消除了一部分淬火应力,剩余淬火应力与冷处理过程中残留奥氏体的马氏体化产生的相变应力的叠加未超过材料的脆断抗力,所以无裂纹产生,这也证明了前面的裂纹原因分析。
5.消除裂纹的改进措施
根据第一次验证的结果,淬火后冷处理前100℃开水预回火1h与180℃油炉预回火1h均取得了相同的结果,但100℃开水预回火1h消除应力的效果不如180℃油炉预回火1h,故选定“淬火+180℃油炉预回火1h+冷处理+回火”工艺方案。为确保产品最终获得极少量残留奥氏体,保证尺寸稳定性,对淬火工艺及淬冷至冷处理的时间间隔作了一些改进,并进行了第二次、第三次工艺验证试验。
(1)淬火工艺的改进
资料介绍,GCr15钢淬火温度范围在810~860℃,一般采用830~860℃,当淬火温度低于810℃,溶入奥氏体中的碳量仅为钢中含碳量的37%,溶入奥氏体中的铬量也仅为钢中含铬量的36%,从而使得奥氏体中碳及铬含量不足,达不到硬度及淬透性的要求,对钢的强度和疲劳寿命十分不利。但若淬火温度高于860℃,碳化物溶解过多,会引起过热,使奥氏体晶粒粗大,淬火后得到粗针状马氏体,造成残留奥氏体的增加,导致强度、韧性和使用寿命降低。为尽量减少零件淬火后的残留奥氏体量,将淬火温度由(850±10)℃降为(840±10)℃,并适当缩短保温时间。这样可减少溶入奥氏体中的碳和合金元素,降低奥氏体的稳定性,从而减少淬火后残留奥氏体量。
(2)缩短淬冷到冷处理的时间间隔
冷处理效果取决于冷处理温度和淬冷到冷处理的停留时间。冷处理温度主要是根据钢的马氏体转变终止点(Mf)、淬火组织中残留奥氏体含量、冷处理对力学性能的影响、零件的技术要求和形状复杂情况而定。GCr15钢在加执到正常淬火温度后连续冷却到低温时,马氏体转变终止点(Mf)在-70℃左右,低于Mf的深冷处理,对减少残留奥氏体的效果并不显著,不仅不能显著减少残留奥氏体含量,还会加大零件内应力,引起超显微裂纹,从而降低疲劳寿命和冲击韧性,故此选用温度可达-78℃干冰酒精溶液。
零件从淬冷到冷处理之间的停留时间越短,冷处理效果越好,停留时间过久,易出现残留奥氏体的陈化稳定,降低冷处理效果。但形状复杂的零件淬冷到室温后立即进行冷处理会产生开裂,对控制阀芯这种形状复杂的零件来说,由于含铬量高,淬透性好,加之它的残留奥氏体不易趋于稳定,故可采取“淬火+立即回火+冷处理+低温回火”工艺规范。淬火工件冷处理前在常温下允许停留的时间决定于钢的奥氏体稳定化敏感程度,GCr15钢属中等残留奥氏体稳定化程度的钢,在室温下允许的停留时间为2~3h,为保证冷处理效果,经试验,阀芯从淬冷到180℃油炉预回火1h再水冷进入冷处理完全可控制在2h以内,最大限度地减少残留奥氏体的陈化稳定。
冷处理后零件放在空气中恢复到室温后立即进行回火,否则也会导致零件开裂。一般从深冷处理后至回火的停留时间不应超过4h。
(3)回火工艺的改进
GCr15钢淬火组织中存在两种亚稳定组织—马氏体和残留奥氏体,有自发转化或诱发转化成稳定组织的趋势。同时,零件在淬火后处于高应力状态,在长时间存放或使用过程中,容易引起尺寸改变,丧失精度,甚至开裂。而回火可以消除残留应力,防止开裂,并能使亚稳定组织转变为相对稳定的组织,从而稳定尺寸,提高韧性,获得良好的综合力学性能。GCr15钢经-78℃,1h深冷处理后在200℃左右回火6h以上可将残留奥氏体量控制在3%左右,所以为获得极少量的残留奥氏体量,保证零件尺寸稳定性,在保证硬度要求的前提下将回火温度提高到200℃,并进行两次回火,回火时间延长到8h,使其尺寸更加稳定。
(4)改进后工艺验证试验
根据改进后的工艺进行了两次工艺验证试验,结果如下:
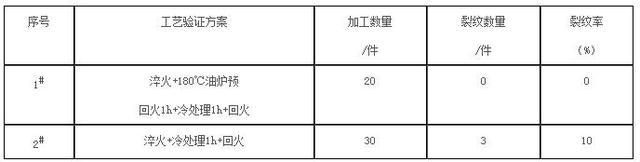
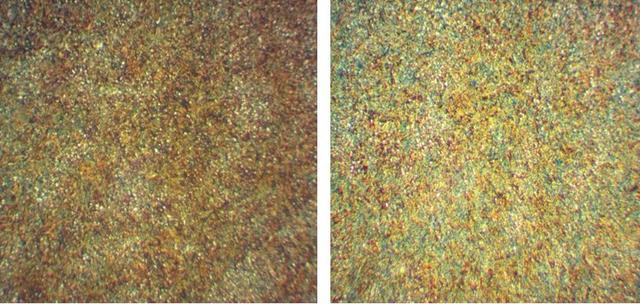
第一次:840℃淬火+180℃油炉预回火1h+冷处理1h+200℃油炉回火两次(4h+4h),淬冷到冷处理间隔时间2h,金相组织检测如图7所示(破试两件零件)。磁粉探伤结果见表4。
(a) (b)
图7 回火马氏体+粒状及点状碳化物+无明显残留奥氏体 400×
表4 控制阀芯工艺改进验证方案及磁粉探伤结果
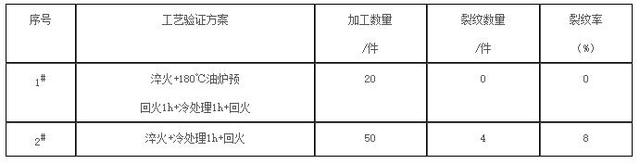
第二次:840℃淬火+180℃油炉预回火1h+冷处理1h+200℃油炉回火两次(4h+4h),淬冷到冷处理间隔时间2h,金相组织检测如图8所示(破试两件零件)。磁粉探伤结果见表5。
(a) (b)
图8 回火马氏体+粒状及点状碳化物+无明显残留奥氏体
表5 控制阀芯工艺改进验证方案及磁粉探伤结果
6.结语
控制阀芯冷处理裂纹是由于淬火应力与冷处理过程中残留奥氏体的马氏体化产生的相变应力的叠加超过材料的脆断抗力引起的,通过在淬火后冷处理前增加180℃油炉预回火1h消除部分淬火应力,降低淬火温度减少淬火后残留奥氏体量,缩短淬冷到冷处理的停留时间防止残留奥氏体陈化稳定,提高回火温度、增加回火次数确保回火稳定性等措施,在保证产品使用性能的情况下,有效避免了裂纹的产生,取得了显著的经济和质量成效。
作者:李章芬
单位:重庆大江工业车桥公司
相关参考