新款氩弧焊枪(镜面焊,月入两万不是梦的焊接技术你还没入门吗?)
Posted
篇首语:临文乍了了,彻卷兀若无。本文由小常识网(cha138.com)小编为大家整理,主要介绍了新款氩弧焊枪(镜面焊,月入两万不是梦的焊接技术你还没入门吗?)相关的知识,希望对你有一定的参考价值。
新款氩弧焊枪(镜面焊,月入两万不是梦的焊接技术你还没入门吗?)
镜面焊
他们也是焊工,他们每月有两万多的收入,甚至更高。。。

他们组成一个团队,哪里有镜面焊就到哪里,他们就像困难位置的收割机,所到之处,寸草不生,一个不留。
你还讨厌电焊,是因为你只是把电焊当作一个卖苦力的途径,并没把电焊当作技术来卖。
技术的单价远远高于卖体力的价格。
当你还在八,九千每月徘徊不前,当你每天还嫌弃你的工作的时候,可能只有一个原因,就是你的技术不够强。

1. 镜面焊的原录
镜面焊是依据镜面成像原理, 借助镜面辅助观察来控制焊接操作过程的一种焊接操作技术, 主要用于因焊接位置狭窄, 无法直接进行观察的焊缝的焊接。
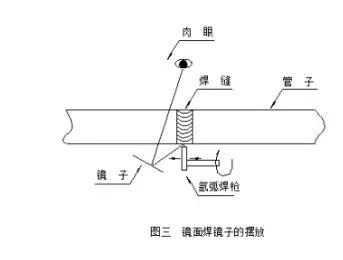
镜面的固定位置一般有两方面要求, 其一要便于肉眼通过镜子的反射观察熔池状况, 其二要不影响氩弧焊枪的位置摆放和焊接过程中焊枪的行走、摆动,镜面距焊缝的相对位置视管排的间距进行调整。
2. 焊前准备
(1) 点固焊严格控制对口间隙, 一般控制在2.5~3.0 mm 为宜, 点固焊焊缝位置应在管子正面。
(2) 镜片放置把镜片以横垂的方式置于始焊的区域, 并用焊枪模拟施焊时的轨迹, 以调整镜片的距离及角度, 使镜片处于焊接观察的最佳位置。
(3) 检查氩气流量一般为8~9 L/min, 钨极伸出长为3~4 mm, 并预制焊丝用量的弧弯度。
3. 镜面焊的难点分析
(1) 镜面成像是反射成像, 焊工在焊接操作过程中, 在管口径向看到的操作与实际的方向是相反的,在焊接过程中很容易发生焊丝往镜中的熔池送丝的现象, 影响正常的焊接。
因此, 焊接电弧的摆动和填丝动作难以连贯、一致、协调, 易造成电弧过长、夹钨、填丝不到位、焊丝端头与钨极相碰等。

(2) 焊接电弧的横向摆动和移动不够灵活, 易造成根部未焊透、内凹、未熔合、咬边和成形不良等;若焊速过慢, 还易产生气孔等缺陷。
(3) 通过镜面观察熔池, 弧光反射非常强烈, 难以看清钨棒, 送丝时易引起焊丝与钨棒相碰, 使钨棒尖端变形, 影响电弧稳定性, 并易产生夹钨等缺陷。
(4) 通过镜子看到的焊缝是平面图像, 镜中焊缝立体感不强, 且弧光与熔池的镜像互相叠加, 电弧光过于强烈, 要清晰分辨出熔池较难, 因此焊缝厚度和直线度的控制将直接影响焊缝成形质量。
4. 镜面焊接操作方法
(1) 打底层焊接
a.内加丝法
把焊枪固置于开始焊接的区域进行引弧, 焊丝通过正面的坡口间隙向背部电弧燃烧处输送, 肉眼观察根部的成形情况, 并不时地配合观察镜片中电弧的燃烧情况和外观成形的情况。采用“两慢一快” 的方法操作焊枪。
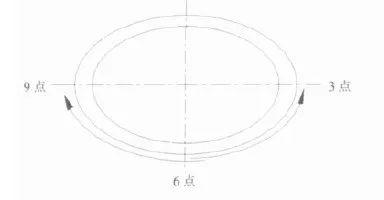
控制打底层的厚度在2.5~3.0 mm。从6 点处向9 点处焊接, 再从6 点处向3 点处方向焊接。依照图2 所示的顺序完成打底层焊接。
b.外加丝法
先预制好焊丝用量的弧度, 然后将焊枪口以60°角的状态固置于管口焊道, 引弧,注意观察镜片中电弧和熔池的送丝情况。
可连续也可断弧送丝, 镜片的反射极易误导操作: 如实物的焊丝与镜片中所反射到的焊丝很难分清, 很容易造成送丝不到位产生熔池温度过高、碰损钨极, 而出现气孔、凹陷等缺陷。
因此操作是全身心投入镜面的反景中,有意识地把焊丝的弧弯度钩着坡口均匀地送丝。焊枪则以“两慢一快” 的方法进行操作, 并根据镜片中电弧的情况调整焊枪的角度。
避免焊枪角度过倾使电弧过长、打底层过厚, 防止未熔透等缺陷的出现。当焊至8 点与9 点钟位置之间时, 实际的电弧能看到一部分, 可结合实物和镜面的情况进行操作。
完成管口焊缝的1/4 再开始进行另一1/4 焊缝的镜面焊接。6 点位置的接头是镜面焊的重要操作之一, 该处在反方向操作中最容易出现缺陷。
操作时, 要确保接头的质量, 应在接头的前道焊缝约8~10 mm 处引燃电弧,然后将电弧稳定地带到6 点处前道焊缝的接头处, 当接头处形成熔池时再加入焊丝进行正常的镜面焊接操作。
最后再按图2 顺序完成正面(非镜面焊) 的打底焊, 封口完成。

(2) 盖面层焊接
1)难点分析
因镜中焊缝与实物的位置相反,操作时很容易出现咬边、坡口的边缘未熔合, 内部层间未熔合和气孔或碰损钨极等。
2)盖面焊操作要求

施焊前必须先模拟好焊枪运行的轨迹, 并调整镜片的角度和预制好焊丝用量的弧弯度。
施焊操作时应先把焊枪口以60°角度对准坡口6 点处进行引弧预热, 预热后随着弧光的亮度把预制好弧度的焊丝从管子旁边伸向镜片中电弧燃烧的位置, 进行送丝, 最好的送丝方法是把有弧弯度的焊丝钩住管子的焊缝缓慢向熔池中连续均匀地送丝, 并注视着镜片中焊缝边缘及熔滴过渡的生长过程和钨极尖端弧长的情况,
按“两慢一快” 的焊接方法向镜面中9 点的位置移动, 完成1/4 盖面层焊并熄弧。然后把镜片移至另1/4 的背部焊缝处进行轨迹性模拟的调整固置。6 点处的接口操作不当同样会出现焊接缺陷,而且是缺陷出现的密集段。
最好是在6 点的前道焊缝处引弧加热, 当接头处熔化成熔池时再加入焊丝进行正常的镜面焊接操作, 要注意观察边缘的熔化情况,依照前1/4 的方法进行操作至3 点钟位置熄弧停止。
然后再对正在焊接部位依常规方法焊接, 从而完成整管的盖面层焊接。
5. 注意事项
①镜面的放置技巧十分重要。镜片离实物越远或与实物越不平行, 则操作的准确度也就越大;
②镜片及实物距操作者越远, 操作的难度也越大;
③要严格控制对口的间隙, 焊枪的角度要适当,需按顺序焊接, 镜中加丝感觉要清晰。
相关参考
铝合金的焊接方法很多,各种方法有其不同的应用场合。除了传统的熔焊、电阻焊、气焊方法外,其他一些焊接方法(如等离子弧焊、电子束焊、真空扩散焊等)也可以容易地将铝合金焊接在一起。铝合金常用焊接方法的特点及...
氩弧焊枪型号怎么选(氩弧焊铁板焊电流 350铃木气保焊机焊06厚的铁板, 电流怎么调)
...气保焊机?没听过大焊机,电流调不小。0.6得用0.6的焊丝,用氩弧焊吧,气保焊很难焊接的那么薄板.用电焊机焊接2mm厚的铁板,调多大电流?是手工电弧焊机的话,2mm的铁板选择使用
题库来源:安全生产模拟考试一点通公众号小程序2022焊工(中级)考试题系焊工(中级)题库新版习题库!2022焊工(中级)考题及在线模拟考试依据焊工(中级)考试大纲。焊工(中级)国家题库通过安全生产模拟考试一点通...
...各类焊接设备(多头焊机、CO2焊机、批铲机、埋弧焊机、氩弧焊机、角焊机、碰焊机、单头焊机等)。3、职责3.1设备部负责对公司范围内所使用的各类焊接设备进行宏观控制与管理,并组织对各类焊接设备的梳理、编
...各类焊接设备(多头焊机、CO2焊机、批铲机、埋弧焊机、氩弧焊机、角焊机、碰焊机、单头焊机等)。3、职责3.1设备部负责对公司范围内所使用的各类焊接设备进行宏观控制与管理,并组织对各类焊接设备的梳理、编
氩弧焊枪配件的作用视频(发动机水道冻裂了怎么焊接?用什么焊条和工艺焊接发动机缸体)
...焊接的话,采用手工电焊是比较理想的一种焊接方式,而氩弧焊接铸铁则热影响过于集中热影响会比较大裂纹倾向也比较大了。从焊接工艺上来说热焊和冷焊两种常规焊接工艺,热焊来说一般现场很难具备热焊条件,所以抢修现...
女红大家都知道就是在针织品上面绣制各种图案制成艺术品的手艺人,焊接被誉为钢铁的缝纫技术,焊接技术方法是“针”,焊接材料是“线”,而我们焊接人就是“女红”----在钢铁上“绣花”的人。好啦!闲话少说,我们先来一波钢...
一,概述钨极氩弧焊现在已经相当普遍,对于钨极氩弧焊枪的正确使用和注意点做一些介绍,此类焊枪要比焊条手弧焊枪复杂,而且贵得多,普通的一般由枪体、喷嘴、钨极夹持器、弹性夹头、电缆、保护气输入管、冷却水进出...
新手卖炸串需要准备什么(地摊政策放开,网友:我想卖炸串,看看我月入两万的故事)
...我要为各位分享我自己摆摊卖炸串的真实经历,为你揭露月入2W的秘诀。当我开始在网上晒我摆摊卖炸串的日常后,自然有很多咨询我的朋友炸串赚钱吗?新手卖炸串需要什么?等等问题,我借此机会就给友友们答疑解惑,想说一下...
...,熟练掌握各种情况下的应急修补技术;创新手工电弧焊镜面技术的焊接、左手焊接技术、转嫁焊接技术。他是福建省工业设备安装有限公司电焊工肖建阳。二十年磨一剑,在“炉火照天地”的生产一线,肖建阳以一手精湛的技...