斜面操作台(补偿工作台—折弯精度更高的秘诀)
Posted
篇首语:家资是何物,积帙列梁梠。本文由小常识网(cha138.com)小编为大家整理,主要介绍了斜面操作台(补偿工作台—折弯精度更高的秘诀)相关的知识,希望对你有一定的参考价值。
斜面操作台(补偿工作台—折弯精度更高的秘诀)
补偿方式分类
为了消除滑块变形带来的不利影响,需要对滑块的挠度变形进行补偿,通常的补偿方式分为机械补偿和液压补偿。
工作台液压自动挠度补偿机构,它是由一组安装在下工作台里的油缸组成,每个补偿油缸的位置、大小是根据滑块、工作台有限元分析的挠度补偿曲线设计而成,液压补偿是通过前中后3块立板之间的相对位移,来实现中立版的凸起补偿,其原理是通过钢板本身的弹性变形实现凸起,所以其补偿量可以在工作台的弹性范围内实现调节。

液压补偿
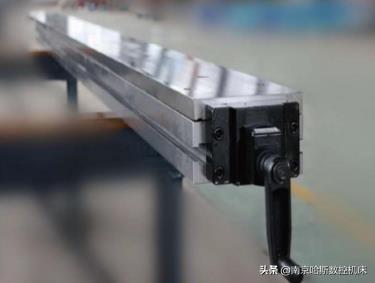
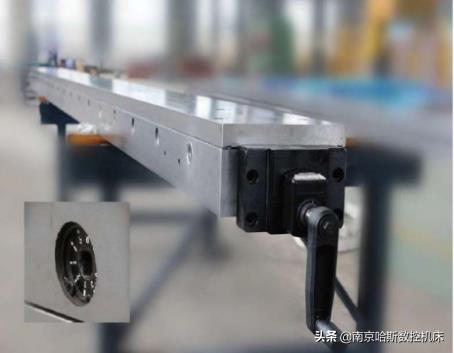
机械补偿工作台是由一组带斜面的加凸斜楔块组成,每个加凸楔块是根据滑块、工作台有限元分析的挠度曲线设计而成。数控系统根据工件折弯时的负载力的大小(该力将导致滑块和工作台立板产生挠度变形),计算所需的补偿量,自动控制加凸楔块的相对移动量,从而有效地补偿滑块和工作台立板产生的挠度变形,能得到理想的折弯工件机械挠度补偿是以控制位置的方式实现“预凸起”,由一组楔块在工作台长度方向上形成一条与实际挠度相吻合的曲线,使得在折弯时上下模具之间的间隙一致,确保折弯工件在长度方向上的角度一致。

机械补偿
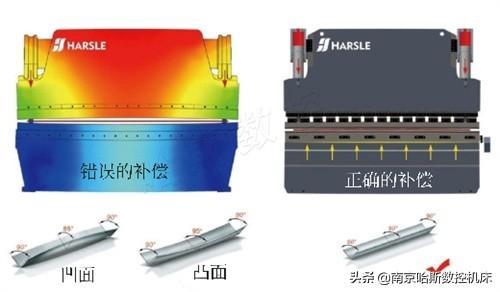
错误的补偿&正确的补偿
机械补偿分类
根据控制方式,可分为电动补偿和手动补偿。电动补偿通过系统控制进行自动补偿;手动补偿通过手动调节补偿。

电动补偿

手动补偿
根据调节方向,可分为单向调节和双向调节。单向调节:对Y方向进行自动或者手动调节;双向调节:对Y方向进行自动或者手动调节,对X方向进行手动调节。
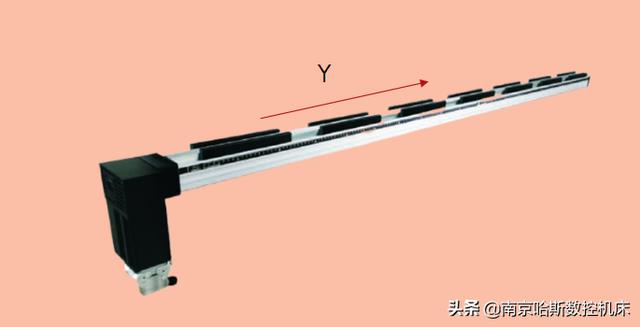
单向调节
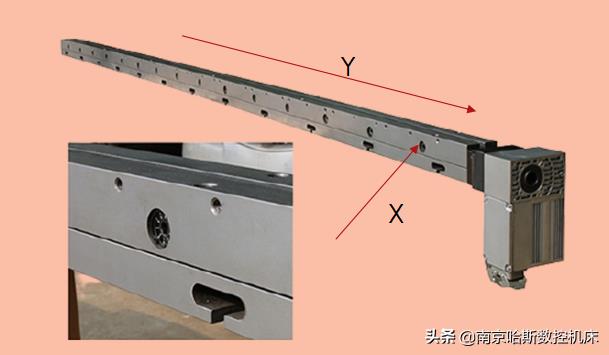
双向调节
根据调节方式,可分为带刻度螺母,手摇曲柄,电机。

带刻度螺母

手摇曲柄

电机
根据工作台宽度,可分为窄型和宽型。一般窄型工作台装1V,2V,4V同心下模具;一般宽型工作台装多V下模具。如需配1V,2V,4V模具,需要配模托。

窄型工作台

宽型工作台
参数介绍

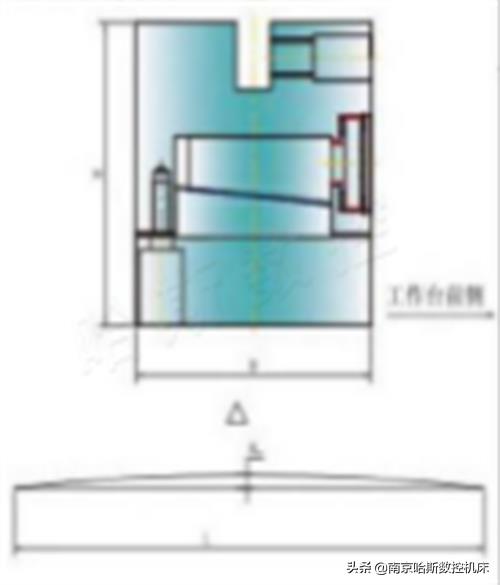
局部刻度螺栓微调ΔH

局部刻度螺栓微调ΔH
B(mm) | H(mm) | L(mm) | ΔH MAX | 调节方式 |
180 | 80 | 2500 | 1.0 | 局部刻度螺栓微调ΔH |
3200 | ||||
4000 | ||||
200 | 80 | 2500 | ||
3200 | ||||
4000 | ||||
220 | 80 | 2500 | ||
3200 | ||||
4000 | ||||
240 | 85 | 3200 | ||
4000 | ||||
6000 | 1.3 | |||
280 | 90 | 3200 | 1.0 | |
4000 | ||||
6000 | 1.3 |

CNC电动调节ΔH1+局部刻度螺栓微调ΔH2
CNC电动调节ΔH1+局部刻度螺栓微调ΔH2
B(mm) | H(mm) | L(mm) | ΔH1 MAX | ΔH2 MAX | 调节方式 |
90 | 95 | 2500 | 2.0 | 0.8 | CNC电动调节ΔH1+局部刻度螺栓微调ΔH2 |
3200 | 2.0 | ||||
4000 | 2.0 | ||||
手摇调节ΔH

手摇调节ΔH
B(mm) | H(mm) | L(mm) | ΔH MAX | 调节方式 |
180 | 100 | 2500 | 2.0 | 手摇调节ΔH |
3200 | ||||
4000 | 2.5 | |||
200 | 100 | 2500 | 2.0 | |
3200 | ||||
4000 | 2.5 | |||
220 | 100 | 2500 | 2.0 | |
3200 | ||||
4000 | 2.5 | |||
240 | 100 | 3200 | 2.0 | |
4000 | 2.5 | |||
6000 | 3.5 | |||
280 | 100 | 3200 | 2.0 | |
4000 | 2.5 | |||
6000 | 3.5 |

CNC电动调节ΔH

CNC电动调节ΔH
B(mm) | H(mm) | L(mm) | ΔH MAX | 调节方式 |
180 | 100 | 2500 | 2.0 | CNC电动调节ΔH |
3200 | ||||
4000 | 2.5 | |||
200 | 100 | 2500 | 2.0 | |
3200 | ||||
4000 | 2.5 | |||
220 | 100 | 2500 | 2.0 | |
3200 | ||||
4000 | 2.5 | |||
240 | 100 | 3200 | 2.0 | |
4000 | 2.5 | |||
6000 | 3.5 | |||
280 | 100 | 3200 | 2.0 | |
4000 | 2.5 | |||
6000 | 3.5 |
CNC电动或手动调节ΔH1+局部刻度螺栓微调ΔH2

CNC电动或手动调节ΔH1+局部刻度螺栓微调ΔH2
B(mm) | H(mm) | L(mm) | ΔH1 MAX | ΔH2 MAX | 调节方式 |
180 | 100 | 2500 | 2.0 | 1.0 | CNC电动或手动调节ΔH1+局部刻度螺栓微调ΔH2 |
3200 | |||||
4000 | 2.5 | 1.0 | |||
200 | 100 | 2500 | 2.0 | 1.0 | |
3200 | |||||
4000 | 2.5 | 1.0 | |||
220 | 100 | 2500 | 2.0 | 1.0 | |
3200 | |||||
4000 | 2.5 | 1.0 | |||
240 | 100 | 3200 | 2.0 | 1.0 | |
4000 | 2.5 | 1.0 | |||
6000 | 3.5 | 1.0 | |||
280 | 100 | 3200 | 2.0 | 1.0 | |
4000 | 2.5 | 1.0 | |||
6000 | 3.5 | 1.0 |
相关参考
无论是不锈钢还是钢板,都可以使用数控折弯机或液压折弯机进行。根据实际情况,你可以选择使用哪种处理方法。那么,这两种处理方式之间有什么区别? 首先,数控折弯机的加工实际上是在普通液压折弯机的基础上...
...的误差。对于要求较严的尺寸,也可以通过操作工的调整补偿减少误差。尺寸标注时在满足产品要求的情况下,尽量考虑生产加工的效率。1.数控折弯机的刀具数控折弯机的折弯刀有很多种,按刃口分,有R=0.2,R=0.6,R=1,按
无论是不锈钢还是钢板,都可以使用数控折弯机或液压折弯机进行。根据实际情况,你可以选择使用哪种处理方法。那么,这两种处理方式之间有什么区别? 首先,数控折弯机的加工实际上是在普通液压折弯机的基础上...
手动弯管机(浅谈金方圆、梁发记、力丰、亚威四个品牌折弯机使用感受)
...删除折弯工序,可以同时增加或删除多个工序。折弯角度补偿,可以单个工序补偿,也可以多个工序一起补偿,对于工件比较复杂,折弯工序多的可以节省不少时间。后档靠位选用材料厚,稳定,耐用,R轴可上下移动。带上模...
...代化的生产模式对于生产设备提出了更高的要求,以往的折弯机在对工具进行多道折弯加工的时候,必须要同时对整批工件进行多道折弯,这就需要不停的进行上下换料的工作,生产效率很低。而通过数控系统进行控制之后,挡...
专业维修折弯机、剪板机等机床;我们在接受大型轧钢机械的设计及制造任务时,涉及到一些鼓形齿联轴器,原来我们采用样板或机械靠模等工艺加工鼓形齿外套,加工比较困难,精度也很难保证。随着现代科学技术的日新月异...
专业维修折弯机、剪板机等机床;我们在接受大型轧钢机械的设计及制造任务时,涉及到一些鼓形齿联轴器,原来我们采用样板或机械靠模等工艺加工鼓形齿外套,加工比较困难,精度也很难保证。随着现代科学技术的日新月异...
数控车床铝件切(铝单板厂家折弯工艺流程及操作要点,学到就是赚到了)
在铝单板行业,折弯工是一个技术含量很高的工种。铝单板折弯是众多钣金加工过程中的一道非常重要的工序,由于折弯技术水平的高低直接关系到铝单板产品外观及质量的优劣,因此折弯工艺在铝单板加工的整个生产工序中的...
...的折弯精度的要求也是不一样的。而折弯精度则是由模具工作台等多种因素决定的。今天,小编不讲其他的,就数控折弯机模具的选择来跟各位老板好好聊一聊:折弯模具按照折弯工艺被分为了标准模具和特殊折弯模具。这标准...
...控液压折弯机主要用于工件的折弯加工,由机架、滑块、工作台、液压缸、液压比例伺服系统、位置检测系统、数控系统和电气系统组装而成。该折弯机在空载速度、工作速度和回程速度工况下,始终能保持滑块的位置同步(与...