料纹处理(虎皮纹?料花?鼓包?PP等汽车保险杠注塑遇到这些缺陷,如何解决)
Posted
篇首语:没有完美的个人,只有完美的团队!本文由小常识网(cha138.com)小编为大家整理,主要介绍了料纹处理(虎皮纹?料花?鼓包?PP等汽车保险杠注塑遇到这些缺陷,如何解决)相关的知识,希望对你有一定的参考价值。
料纹处理(虎皮纹?料花?鼓包?PP等汽车保险杠注塑遇到这些缺陷,如何解决)
随着汽车工业的迅猛发展,塑料零件在汽车上的应用越来越广泛。汽车塑料件的应用对于降低汽车质量、节约燃油、促进环保以及可回收利用等方面都有显著优势。汽车塑料件大多数采用注塑成型,虎皮纹、表面复制不良、缩痕、熔接线、翘曲变形等,是汽车注塑件常见的缺陷,这些缺陷不仅与材料有关,还与结构设计、模具设计和成型工艺有很大关系。

上海橡塑展拍摄于金发科技展台
今天就和大家一起来分享几个保险杆注塑常见的问题以及解决方案!
一、压力线
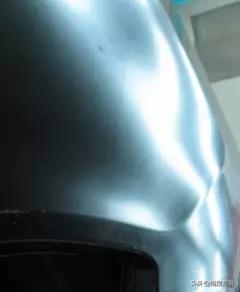
如图所示,保险杠雾灯周围有明显的压力线,影响制品外观和表面质量,由于保险杠属于汽车外表面的部件,对表观质量要求比较严格,产生压力线会对其表观质量产生严重影响。
1.材料主要工艺参数
名称:保险杠
材料:PP
颜色:黑
模具温度:35℃
浇口方式:针阀式浇口
2.可能原因分析及改善措施
模具方面:本案例制品中雾灯周围的孔附近设置有浇口G5,当此浇口打开时,由于孔的影响,造成孔两侧的压力重新达到一个平衡形成的压力线。


如上图所示,通过在G5浇口附近增加足够深的阻流槽,使孔左右压力差减小,压力线缺陷变淡。
工艺方面:通过将G5浇口的开启时间延后,使之前充填的熔体凝固层加厚,压力线弱化。
3.改善后效果

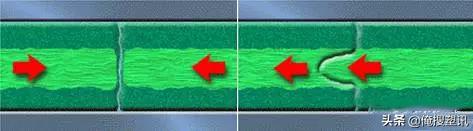
案例中所述的压力线实为潜流线,往往出现在是熔接痕所在的区域,这类压力线出现的机理如下图所示,解决方法是尽量使熔接痕周围的压力差减小,或使压力差不足以推动正在固化的熔体移动。
二、虎皮纹
虎皮纹经常出现在保险杠、仪表板、门板和立柱等面积较大的汽车注塑件上,是一种波浪形条纹的表面缺陷,大约垂直于熔体流动方向,在制件表面上形成光泽不同的刻印,看起来就像老虎皮上的花纹一样,俗称虎皮纹。
1.虎皮纹一般在什么地方出现?
虎皮纹容易产生在壁厚较薄、流程较大的制件上,它具有以下特征:(1)注塑件表面出现呈周期性变化的明暗交替的条纹;(2)条纹大致垂直于熔体的流动方向;(3)条纹分为亮区和暗区,亮区的光泽度高,暗区的光泽度差;(4)如果制件的正面是亮区,则背面是暗区,两者交替出现。
2.为什容易出现虎皮纹?
材料中的增韧体系越多,虎皮纹现象越容易出现”。韧性差的材料很少会出现虎皮纹现象,如增强材料、非增韧的尼龙、PBT等材料成型过程中很少有虎皮纹产生。应用于汽车注塑件的PP材料,由于要求有较高的冲击性能,添加了EPDM、POE等增韧成分,非常容易出现虎皮纹缺陷。
3.如何改善虎皮纹?
1)在模具设计方面
增加流道直径,扩大浇口的厚度和宽度是消除虎皮纹的有效措施。浇口厚度最好达到壁厚的0.7~0.8倍。此举的目的是降低熔体在流道和浇口中的压力损失,减小进入型腔时的出模膨胀效应。
2)在注塑工艺方面
提高熔体温度和模具温度,调整注射速度,有利于消除虎皮纹。一般情况下,采用较低的射速有利于消除虎皮纹,因为低速下熔体流动更稳定。
三、料花
汽车保险杠附近的料花状冷料不仅影响制件表观质量,也会影响其机械性能。汽车保险杠是吸收缓和外界冲击力、防护车身前后部的安全装置。一般选择机械强度较好的PP。

1.材料主要工艺参数
名称:汽车保险杠
材料:PP
颜色:黑色
模具温度:55℃
浇口方式:侧浇口
2.可能原因分析及改善措施
制品模具方面:本案例制品所采用的模具中分别包含热流道与冷流道,但冷流道上没有设计冷料井,直接连通在制件上。
成型工艺方面:对于注塑工艺方面,观察发现有的针阀浇口封胶不严,浇口上有残余的冷料,封闭针阀的气压很低,起不到封胶的作用。本案例通过使用气压增压泵提高封针气压,热浇口不再漏料后冷料消失。

图 模具内冷流道结构

图 热流道针阀驱动及压力情况
3.改善前后效果图对比

4.重点提示
下图是典型的热流道喷嘴的结构,可以看到,其喷嘴前端与模板接触,虽然接触面积有限,喷嘴前端的热量还是会向较冷的模板传导;此外,喷嘴周围由于冷却的需要,有时还存在冷却回路,这样进一步增加喷嘴前端温度过低的可能性。喷嘴前端的温度较低,导致其前端存在少部分冷料,特别是封针封胶不严时,熔体溢出,更易形成冷料,因此热流道喷嘴转冷流道时,建议在冷流道上也设置冷料井。

四、起皮
汽车保险杠制件表面大,缺陷不良率低,很难发现起皮缺陷,但此缺陷严重影响制件外观质量。下图是某项目的保险杠表面出现分层起皮,不良率3-5%,随机出现在制件表面。由于制件表面大,缺陷不良率低,因此很难发现,但严重影响制件外观质量。

图 塑料保险杆起皮
1.材料主要工艺参数

2.可能原因分析及改善措施
成型工艺方面:对于本案例制品判断可能是由于冷料引起。通过检查发现料温和热流道温度都正常,模具所采用的开放式热流道也正常。由于生产时采取手动取件,取件时间较长时,造成每个热嘴均出现不同程度的流涎。通过缩短取件时间后发现,热嘴流涎现象得到有效改善。因此,有可能是流涎产生的冷料被冲到型腔中造成分层起皮,而现场也发现正是工人取件时间的长短决定了下一模产品是否产生分层起皮。针对于此,本案例制品采取的解决措施是:将注塑机的射退距离从16mm改至20mm,热嘴不再产生流涎,制件上也没有再出现分层起皮。


改善前后效果图对比
3.重点提示
冷料冲入型腔可能会引起分层起皮。冷料的来源可能是料温过低、喷嘴温度过低、流道没有设置冷料井或冷料井长度不足、热流道温度过低、模具温度过低等。
五、鼓包
汽车保险杠,表面有鼓包,位置大致固定,位于行李箱盖板对应的转折位置,产生几率很高,产生鼓包会对其表观质量产生不良影响。

1.材料主要工艺参数
名称:汽车后保险杠
材料:PP+EPDM+TD15
颜色:黑色
重量:3800G
浇口方式:侧浇口
2.可能原因分析及改善措施


1)制品结构方面
观察鼓包位于行李箱盖板两侧对应圆弧位置,左右两边的圆弧都出现鼓包,几率有所差异;鼓包有时明显鼓起,有时只是轻微的凹凸不平,很难发现,喷漆后非常明显;采用电吹风在600℃下烘烤,轻微的鼓包迅速鼓起。取表面有轻微凹凸不平的产品,剖开断面都看到有孔。
2)制品模具方面
鼓包位置对应的模具部分没有开设排气槽,注塑过程中气体难以排出。因此在模具上增设排气槽。

图 开始模具没有开设排气槽

图 增加排气槽
3)成型工艺方面
找到鼓包部位对应的螺杆位置,该段采用低速注塑。最终解决鼓包问题。
3.改善前后效果图对比

4.重点提示
采用电吹风烘烤,也是一种辨别引起鼓包原因的方式。本例中,采用电吹风在600℃下烘烤,轻微的鼓包迅速鼓起,说明是由气泡引起。
相关参考
注塑机增压泵(虎皮纹?料花?鼓包?PP等汽车保险杠注塑遇到这些缺陷,如何解决)
...杆注塑常见的问题以及解决方案!一、压力线如图所示,保险杠雾灯周围有明
首先,我们先来了解一下,料花的定义:银纹又叫料花,水花,是产生于注塑制件表面的类似于水泡破裂状的线条,多呈剪头状,剪头指向胶口。图1银纹典型缺陷图片图2银纹典型缺陷图片一料花产生的原因1.设备方面喷嘴孔太...
首先,我们先来了解一下,料花的定义:银纹又叫料花,水花,是产生于注塑制件表面的类似于水泡破裂状的线条,多呈剪头状,剪头指向胶口。图1银纹典型缺陷图片图2银纹典型缺陷图片一料花产生的原因1.设备方面喷嘴孔太...
1、特点:水气银纹一般是因为物料含水量高而形成,分布一般是沿注射流向不规则地分布,严重时密布在整个塑件表面;形状像柳条状,又细又长。记住:固定位置的银丝一定不会是料没烘干的问题,如果是料不干,银丝是没...
模具纹面沾胶怎么处理(模具设计那么多年,生产出来的产品有多少种缺陷?)
注塑成型缺陷种类1:走胶不齐2:缩水3:缩孔4:气泡5:料花6:流痕7:困气8:顶高顶陷9:顶白10:拉白11:粘膜12:拖花13:披锋14:翘曲变形15:夹水线1:走胶不齐原因:因胶量不够或阻力过大,熔胶不能完全填充模腔.常见部位:...
汽车保险杠下面的塑料叫什么(知识科普汽车保险杠是使用改性塑料的主要部件之一)
...增强PP、增韧PP、填充PP、阻燃PP、高光PP材料例如:汽车保险杠是使用改性塑料的主要部件之一。使用我司耐刮擦PP材料,产品更耐划痕,塑料具有的韧性使保险杠在遇到
汽车上的塑料是什么材质(浅析汽车保险杠专用料--高刚性PP材料)
说到汽车保险杠,很多人第一个反应可能就是:汽车保险杠是为了能让车辆在碰撞的时候吸能,更好地保护汽车。但是,保险杠为什么要用塑料材质呢?其实这里面有着许多不为人知的秘密。接下来小编带大家了解一下:汽车保...
注塑机工作中调模松退怎么办(「东昊模具」常见注塑料花问题浅析-工艺参数篇)
...限温度。超过上限温度后会造成原料分解制品表面银丝、料花、强度下降、发脆,等不良现象。2.速度注塑机射出速度过快或过慢导致制品料花。对策:(1)针对射出速度过快可适当降低射出速度,可采用多级注射在原料过进点...
注塑机工作中调模松退怎么办(「东昊模具」常见注塑料花问题浅析-工艺参数篇)
...限温度。超过上限温度后会造成原料分解制品表面银丝、料花、强度下降、发脆,等不良现象。2.速度注塑机射出速度过快或过慢导致制品料花。对策:(1)针对射出速度过快可适当降低射出速度,可采用多级注射在原料过进点...
...冷料、喷射纹、分层(表面分层)、气泡、拉丝、裂纹、料花、等质量缺陷。一、常见质量缺陷的专业术语解释如下:1、熔接痕(WeldLine)俗称:熔合线