料筒螺杆(注塑机螺杆料筒的拆装方法,你真的了解吗?)
Posted
篇首语:勇气是控制恐惧心理,而不是心里毫无恐惧。本文由小常识网(cha138.com)小编为大家整理,主要介绍了料筒螺杆(注塑机螺杆料筒的拆装方法,你真的了解吗?)相关的知识,希望对你有一定的参考价值。
料筒螺杆(注塑机螺杆料筒的拆装方法,你真的了解吗?)
致力于注塑机销售及成套的解决方案,分享注塑相关视频及知识!
认识从文章开始,欢迎加入互相学习!
你需要、就是我们深交的开始。

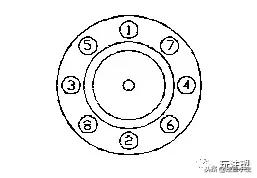
拧紧料筒头螺栓时应注意:
1.必须是强度级别12.9级的优质螺栓,给螺栓的螺纹表面均匀涂上耐热润滑脂(如MoS2等)。
2.均匀地拧紧对角螺栓,按如图所示次序,每只拧数次。
3.使用适合的转矩。最好使用扭矩板手。
4.最后拧紧所有螺栓。
5.如果加热料筒头的螺栓拧得太紧,可能导致螺纹损坏,但如太松,又可能漏料。
1
拆前准备
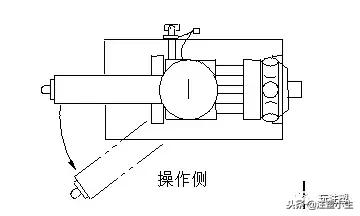
1.拆前首先应将模具拆除,开模到最大,调模到最大,可将螺杆从开模区取出。
(也可将注射座调整斜置,如图所示。)
2.对聚碳酸脂(PC)和硬聚氯乙烯(PVC)等树脂,在冷却时会粘在螺杆和加热料筒上。特别是聚碳酸脂,如果剥离时不小心,就会损坏金属表面。如果用的是这些树脂,应该先用聚苯乙烯(PS)、聚乙烯(PE)等清洗材料清洗,易于螺杆的清洁和拆卸工作。(指用聚苯乙烯等对空注射几次)
3.将料筒内原料清空,并保持料筒温度,可将前机筒温度适当提高,以便于拆卸前机筒螺丝。
4. 准备4或5根木杆或钢杆(直径<螺杆的直径)×(长度<注塑程),用于顶出螺杆。
5. 废棉絮或破布。
2
移位
1.大型机
步骤1:用注塑装置的选择开关将注塑装置全程后退,直至不能动为止。
步骤2:卸下导杆支座紧固螺栓。
步骤3:卸下连接整移油缸与射台前板的圆柱销,使二者分离。
步骤4:用安装在非操作者一侧,注射机身台面上的专用油缸,推动注射座向操作者方转动,能满足螺杆、料筒顺利退出即可,注意不要使电线和软管绷得过紧。
操作过程:
(1)通过操作面板选择50%系统压力,选择30%系统流量。
(2)卸掉安装在专用油缸旁边的操纵阀的防护罩壳。
(3)用手向前推动操纵柄,油缸即缓慢推动注射座,朝操作方转动,直至合适位置,然后将操纵柄回到中位。
(4)注射座需回位时将操纵柄后拉即可实现。
2.中型机
步骤1:与大型机相同。
步骤2:卸下喷嘴水平位置的调整座块和导杆支座的紧固螺栓。
步骤3:卸下连接整移油缸,与射台前板的圆柱销,使二者分离。
步骤4:通过操作面板选择50%系统压力,30%系统流量,按座台退键,利用整移油缸使注射座朝操作侧转动至合适位置。
3
拆件
步骤1:将加热料筒的温度加热至接近树脂的熔融温度然后断开加热器的电源。
步骤2:调低注射速度和注射压力;将具有多级注塑功能的注塑速度和压力调低接近0。
步骤3:使螺杆(注射活塞)满行程返回停在原置。
步骤4:依次如图所示,卸除料筒头和喷嘴。
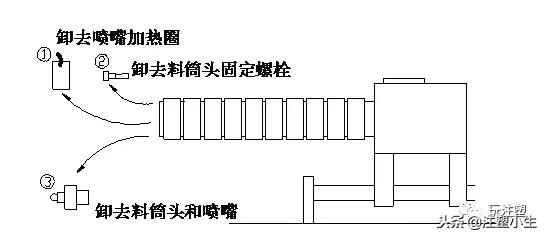
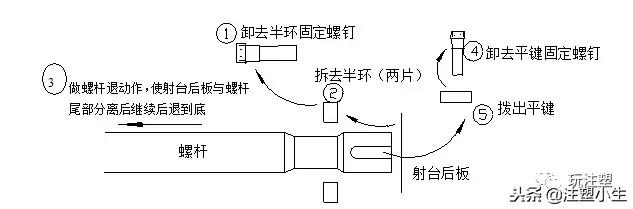
步骤5:次序如图所示,卸去与螺杆相连的其他零件,将螺杆固定环螺栓和其他螺栓区别放置,避免混淆。
4
拆螺杆
步骤1:取一段外径略小于螺杆直径长度适当的木棒,放置螺杆尾端面与射台后板之间,用夹具(不要用手)托住木头,如图所示。
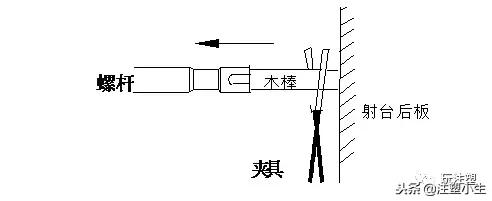
步骤2:点动注射动作键向前推动螺杆,同时除去夹具。
步骤3:注射动作前移全程后,点动射退动作,使射台后板退回全程。
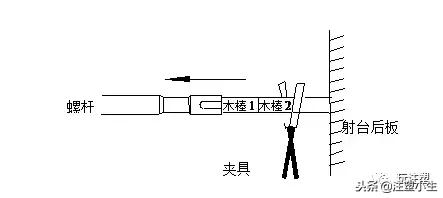
步骤4:垫上第二块木棒。重复进行步骤1至3步骤,如图所示。
螺杆过热,切勿赤手触模。大螺杆约顶出1/2长度后,用吊绳套牢,吊钩好,使螺杆安全离筒。
步骤5:螺杆应放在木块或木架上防止损伤。较长时间放置时,应垂直吊挂,防止弯曲变形。
5
拆卸料筒
步骤1:拆除加热料筒全部电热圈,如有必要卸下热电线支架。
步骤2:拧下将料筒与射台前板固定的大螺母。
步骤3:将料筒吊住,如图所示。
步骤4:点动螺杆退动作键,使射台后板全程退回。
步骤5:如图所示,在射台后板与料筒后端之间插入木杆,用夹钳夹住木棒,不要用手以防危险。
步骤6:用低注射速度和压力,产生注射动作,向前推压料筒。
步骤7:在料筒全程前移之后,点动射退动作,再次使射台后板全程退回。
步骤8:重复进行步骤5至7动作。
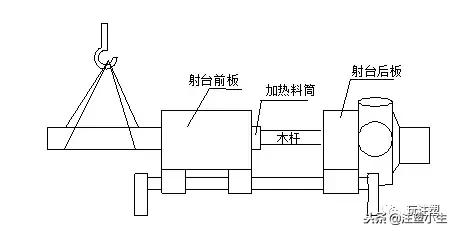
料筒吊挂示图
步骤9:在料筒配合长度近一半被推出射台前板之后,起吊高度应稍作调整。
步骤10:重复进行步骤5至7动作,使加热料筒全部分离注射座,此时,要特别注意加料筒应未冷。
步骤11:加热料筒拆下来之后,应把它放在进行下步工作不受干扰的地方。
安装注意事项
1
给螺栓的螺纹和螺杆头罗纹表面均匀涂上耐热润滑脂(如MoS2等),以防高温锈死。
2
螺杆型号确认。
3
安装止逆环时注意方向,有双倒角(大倒角)的方向应向螺杆方向,以便储料时进料。
4
注意止逆环和料筒的配合间隙应将止逆环磨配到比料筒小0.08-0.10MM间隙。
5
注意螺杆头拧紧方向是逆时针。(反罗纹)
6
前机筒螺丝拧紧一定要对称均匀。
7
料筒冷却系统要清理干净,保证通畅。注意正确使用生料带,缠在工艺螺塞上。
8
安装进出水接头并通水试压,0.8Mpa压力不漏水。
9
加热圈安装注意事项:
A、线芯不裸露
B、塑皮不压紧
C、瓷接头螺丝不高与平面
D、电热圈安装方向一般为向下45度左右
E、注意加热圈排布且不要与防护罩干涉
F、 螺丝拧紧。
重新装配时,按拆卸的反向步骤进行并依次地安装各部件
更多精品文章:
相关参考
注塑机螺杆料筒(注塑机螺杆断裂、漏胶、反胶有这些原因,你知道么)
注塑机螺杆断裂主要有这几方面的原因 1、螺杆本身材质与设计问题、材质差、直径小 2、原料温度太低了 3、螺杆和油马达装配不精 4、冷启动温度过低 5、整个螺杆的原配件不在一个中心圆点上 6、料...
注塑机螺杆料桶厂家(进入酷暑,人要避暑,注塑机螺杆料筒也要保养哦)
2021年7月7日,我国正式进入小暑节气,也标志着炎热的夏天到来!在提醒广大客户和朋友们注意防暑降温的同时,顺泰螺杆也温馨提示:“人要避暑,螺杆也别忘记保养”!螺杆料筒在塑机行业是经常使用的,我们都知道螺杆料...
注塑机螺杆料桶厂家(进入酷暑,人要避暑,注塑机螺杆料筒也要保养哦)
2021年7月7日,我国正式进入小暑节气,也标志着炎热的夏天到来!在提醒广大客户和朋友们注意防暑降温的同时,顺泰螺杆也温馨提示:“人要避暑,螺杆也别忘记保养”!螺杆料筒在塑机行业是经常使用的,我们都知道螺杆料...
注塑机料筒怎样运用和维修?(1)料筒运用注意事项①料筒安装拆开时要保护好法兰衔接平面、前端与喷嘴衔接平面,不许有划伤和碰击坑痕。安装时要保持衔接平面清洁、无任何异物。紧固衔接螺母时各点拧紧力要均匀。安装拆...
注塑机料筒怎样运用和维修?(1)料筒运用注意事项①料筒安装拆开时要保护好法兰衔接平面、前端与喷嘴衔接平面,不许有划伤和碰击坑痕。安装时要保持衔接平面清洁、无任何异物。紧固衔接螺母时各点拧紧力要均匀。安装拆...
螺杆功能介绍 螺杆是注塑机塑化部件中的重要零件。从塑料进入熔胶筒塑化过程来看,经过了固体加料和输送、压实和熔融、排气、进一步塑化和均匀化并计量过程,因此通常将螺杆设计成加料段、压缩段、均化段等三段。 螺...
螺杆功能介绍 螺杆是注塑机塑化部件中的重要零件。从塑料进入熔胶筒塑化过程来看,经过了固体加料和输送、压实和熔融、排气、进一步塑化和均匀化并计量过程,因此通常将螺杆设计成加料段、压缩段、均化段等三段。 螺...
...定注意要用高料温、低螺杆转速、低背压,切记切记四:注塑机启动时候,要注塑充分预热。料筒达到预调温度后,Φ60mm以下的再持续保温15分钟。以上的30分钟后再启动马达开始螺杆相关动作。五:无论何种料,尽量不
...定注意要用高料温、低螺杆转速、低背压,切记切记四:注塑机启动时候,要注塑充分预热。料筒达到预调温度后,Φ60mm以下的再持续保温15分钟。以上的30分钟后再启动马达开始螺杆相关动作。五:无论何种料,尽量不
...周期时间,提升生产率。殊不知,在注塑件生产过程中,注塑机螺杆的打滑,是一大困惑。尤其是应对吸水性原材料(如涤纶),环氧树脂水分含量越高越会造成注塑机螺杆的打滑。使用的高转速注塑机械,多是为了更好地缩短...