斗山数控机床(斗山数控车CNC225(发那科系统)8工位刀架卡住异响故障维修记录)
Posted
篇首语:鸟贵有翼,人贵有志。本文由小常识网(cha138.com)小编为大家整理,主要介绍了斗山数控机床(斗山数控车CNC225(发那科系统)8工位刀架卡住异响故障维修记录)相关的知识,希望对你有一定的参考价值。
斗山数控机床(斗山数控车CNC225(发那科系统)8工位刀架卡住异响故障维修记录)
斗山数控车CNC225(发那科系统)
8工位后置刀架卡住异响故障维修记录
- 故障描述:8工位后置刀架换刀时异响,电机马达卡住,刀架转不到位(之前换刀咔咔异响已有很长一段时间,但换刀重复定位精度可以满足加工要求)。

2.机床清理,刀架齿轮箱及护罩等各部位固定螺栓清除铁屑污(用自制便铲和冲击钻等工具)。

3.拆卸电机马达护罩后,再拆卸电机马达及编码器(拆线路之前拍照,安装时对照接线)。


4.拆卸主线路接线槽,松开齿轮箱底部固定螺栓,在刀盘及齿轮箱之间脖颈处套吊装带,用液压升降车或叉车起吊,吊装带受力后再松开齿轮箱底部4个顶紧螺栓,整体拆卸完成。


5.打开齿轮箱上盖板,拆卸之前拍照,标记各齿轮咬合位置,如果安装时和拆卸前位置不一样,会导致刀架换刀时编码器输出信号和刀号对不上等故障。拆卸副传动轴及齿轮:拆下后检查发现3个副传动轴轴承损坏(6202轴承共6个),主传动轴齿轮固定螺栓松脱2个,折断脱落2个,掉在齿轮箱底部油里面。初步故障原因分析:轴承损坏后换刀时有异响,但没有及时检修更换轴承,刀架带病作业,导致换刀时震动大导致传动轴齿轮固定螺栓松脱折断,夹在两齿轮咬合齿之间,电机马达卡死刀盘停止旋转。




6.清洗齿轮箱及零件,检查确认主副传动轴.齿轮及附件完好无缺,没有磨损。确认更换轴承(瑞典SKF6202轴承),更换固定螺栓(12.9级)


7.按照拆之前齿轮咬合位置,装配好齿轮箱后,吊装到机床上。齿轮箱底部固定螺栓及顶紧螺栓部分上紧,电机马达护罩先不安装,等试机正常后再全部固定及装护罩。

8.接通各线路后,发那科系统显示屏ALM报警,检查线路,更换保险丝排除(保险丝型号-===大1A LM)


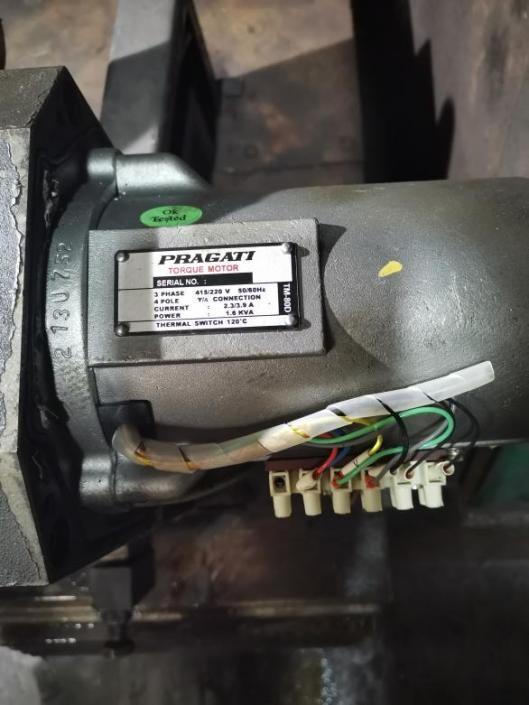
9.开机试机,刀架可以换刀,但偶尔会出现换不到位,电机马达换刀吃力的情况,分析原因是电机马达故障,从其他机台拆下一个更换(电机马达型号Pragati普拉盖帝TM-80D),刀架在手动和MDI自动换刀程序时都正常,换刀输出信号和刀盘实际刀号一致,声音无之前异响旋转正常。

9.刀架齿轮箱底盘校正(手动移动X轴,百分表找正在0.005mm以内),加注专用齿轮箱油。


10.故障排除,运转正常,修机完成。

维修工时 | 更换配件 | |||
拆卸工时 4小时 | 安装工时 4小时 | 6202轴承6个 | M10*60内六角螺丝6个 | M6*12内六角螺丝12个 |
调机试车 1小时 | M6*25内六角螺丝6个 | M5*12内六角螺丝8个 | ||
相关参考
数控机床的调试(FANCU 0i发那科数控机床故障诊断系统调试维修实例教程)
...根据多年的理论与实践结合后讲,深入讲解FANUC0i发那科数控机床故障诊断系统调试维修案例,FANUC三轴DS0300APC报警的故障分析以及相应的排故过程,希望对大家维修能力与技巧的提升能够产生帮助!讲师/机构讲师:上传者:FANUC...
数控车直径编程和半径编程的区别(数控发那科系统参数总表,干货分享,建议收藏)
系统参数不正确也会使系统报警。另外,工作中常常遇到工作台不能回到零点、位置显示值不对或是用MDI键盘不能输入刀偏量等数值,这些故障往往和参数值有关,因此维修时若确认PMC信号或连线无误,应检查有关参数。一.16...
M00程序暂停M01选择性程序暂停M02程序执行结束M03主轴正转M04主轴反转M05主轴停止M06ATC换刀循环M07吹气开M08冷却液开M09M07/M08/M12关M10第四轴夹紧M11第四轴松开M12油雾装置开M19主轴定向M29刚性攻牙(FANUC)M30程序执行结束M38中心出水ON...
M00程序暂停M01选择性程序暂停M02程序执行结束M03主轴正转M04主轴反转M05主轴停止M06ATC换刀循环M07吹气开M08冷却液开M09M07/M08/M12关M10第四轴夹紧M11第四轴松开M12油雾装置开M19主轴定向M29刚性攻牙(FANUC)M30程序执行结束M38中心出水ON...
数控车床m08什么意思(FANUC(发那科)PMC(PLC)基础介绍27:M代码的实现方法)
上一节我们介绍了译码器的使用方法,而译码器在数控机床上最常用的一个功能就是用它来制作M代码,比如冷却液的开启和关闭M08,M09,刚性攻丝M29等等。本节,我们就介绍一下M代码是如何在数控系统上实现的。实现数控系统...
法兰克车床攻丝g84程序格式(发那科(FANUC)系统CNC如何刚性攻丝回退功能,退出卡住的丝锥?)
发那科(FANUC)系统CNC如何刚性攻丝回退功能,退出卡住的丝锥?步骤说明:首先查看攻丝中断时候,攻丝程序中设定的主轴转速(在操作面板编辑模式下,打开程序)。2.运行刚性攻丝回退指令(操作面板切换到MDI模式下,输...
法兰克车床攻丝g84程序格式(发那科(FANUC)系统CNC如何刚性攻丝回退功能,退出卡住的丝锥?)
发那科(FANUC)系统CNC如何刚性攻丝回退功能,退出卡住的丝锥?步骤说明:首先查看攻丝中断时候,攻丝程序中设定的主轴转速(在操作面板编辑模式下,打开程序)。2.运行刚性攻丝回退指令(操作面板切换到MDI模式下,输...
斗山挖掘机哪里生产的(想买台20吨挖机,为何相中了斗山DH225LC-7?)
在二手机交易市场当中,20吨级的机器不在少数,其中斗山DH225LC-7就是最畅销的中型二手挖掘机之一。这款机型为何会成为热卖的二手机呢?到底这款斗山挖掘机怎么样呢?斗山DH225LC-7整机重量是21500kg,斗容0.5~1.28m³,最大挖...
1/10.日本FANUC数控系统日本发那科公司(FANUC)是当今世界上数控系统科研、设计、制造、销售实力最强大的企业,总人数4549人(2005年9月数字),科研设计人员1500人。FANUC数控系统五大特点:1、高可靠性的PowerMate0系列用于控制2轴的小...
1/10.日本FANUC数控系统日本发那科公司(FANUC)是当今世界上数控系统科研、设计、制造、销售实力最强大的企业,总人数4549人(2005年9月数字),科研设计人员1500人。FANUC数控系统五大特点:1、高可靠性的PowerMate0系列用于控制2轴的小...