整体轴承的轴承座零件图(新能源汽车多阶梯薄壁轴承座精锻成形缺陷控制)
Posted
篇首语:知识是工具,而不是目的。本文由小常识网(cha138.com)小编为大家整理,主要介绍了整体轴承的轴承座零件图(新能源汽车多阶梯薄壁轴承座精锻成形缺陷控制)相关的知识,希望对你有一定的参考价值。
整体轴承的轴承座零件图(新能源汽车多阶梯薄壁轴承座精锻成形缺陷控制)
随着新能源汽车迅速发展,对空调压缩机能源利用效率的要求越来越高,同时空调系统的核心部件轻量化需求日益增加。开发小巧、轻质、高效的涡旋压缩机是各大汽车空调压缩机生产厂家的首要任务。轴承座是空调压缩机的重要核心部件,目前国内主要通过铸造、液态模锻或锻压等工艺生产。精确成形件具有出色的力学性能和较高的材料利用率。但其成形过程中的缺陷控制要求等限制了其应用。本文针对多阶梯薄壁轴承座精确成形工艺,开展缺陷控制分析,以期解决拉裂等工厂实际生产问题。
成形工艺分析
图1为多阶梯薄壁轴承座的零件图,外圆呈阶梯轴状,阶梯区阶梯级数多、壁薄和高度大,另一端设有法兰。冲锻复合成形工艺成形时易导致阶梯区断裂及充填不满等缺陷,而不适用于此类多级次高阶梯类件。图2所示为采用闭式挤压成形生产出的锻件。在阶梯区不同阶梯位置都出现筒壁开裂等现象。因此,采用闭式挤压成形,不适用于直接成形多阶梯薄壁类轴承座。背压挤压工艺是通过调整背压力控制金属的流动方向,实现缺陷控制,达到精确成形的目的。本文结合工厂生产实际,开展预锻+背压挤压成形多阶梯薄壁轴承座。图3所示是通过体积不变准则和预锻坯料设计准则设计出的预锻件三维图及实物图。
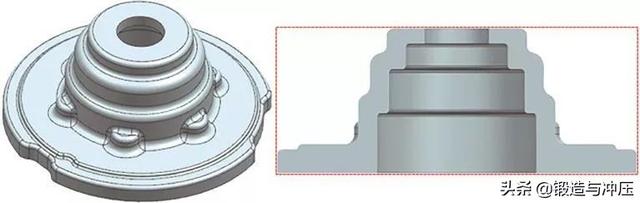
图1 多阶梯薄壁轴承座三维零件图
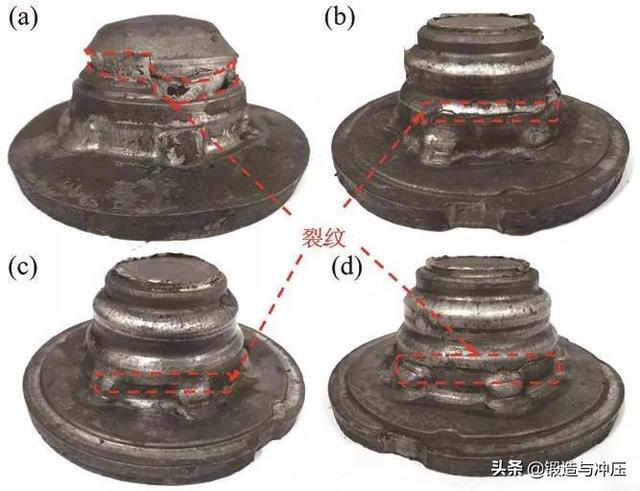
图2 闭式挤压成形锻件

图3 背压挤压成形预锻件
有限元模型建立
图4为采用DEFORM-3D有限元仿真软件建立的轴承座背压挤压成形有限元模型。坯料设置为刚塑性体,选取4032铝合金,坯料温度设置为450℃,网格数量为150000的四边形网格,设置温挤压摩擦系数0.25。其余模具均设置为刚性体,温度设置为200℃。上冲头速度设置为3mm/s。背压力的设置如图4b所示。
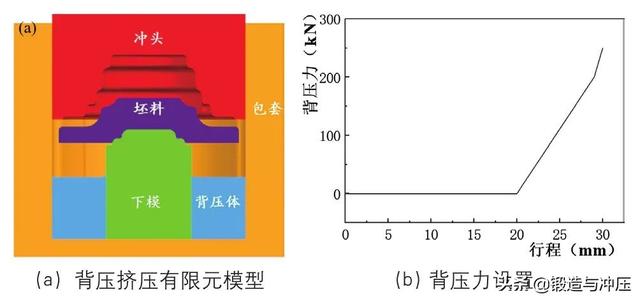
图4 有限元模型建立及背压力
数值模拟分析
图5所示为成形过程中坯料与模具的点接触情况,其反映了在背压挤压过程中金属坯料在模具型腔中的填充情况。背压力推动背压体促使坯料底面与背压体大面积接触,坯料填充完整,能达到完整成形的目的。图6是成形过程中材料的损伤值。损伤值最大值出现在阶梯区,但是其值均小于1,表明在成形过程中,阶梯区不会出现开裂等损伤。由图6中行程载荷曲线可知,其最大成形载荷为131吨,工厂生产设备满足吨位的要求。
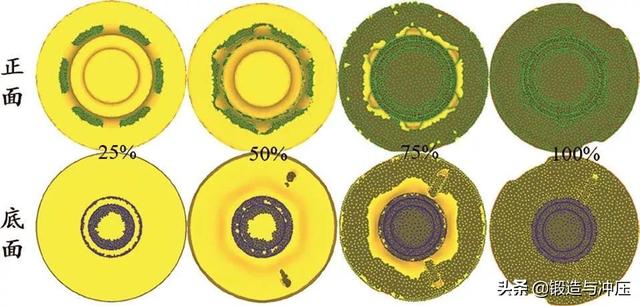
图5 成形过程中坯料的填充情况
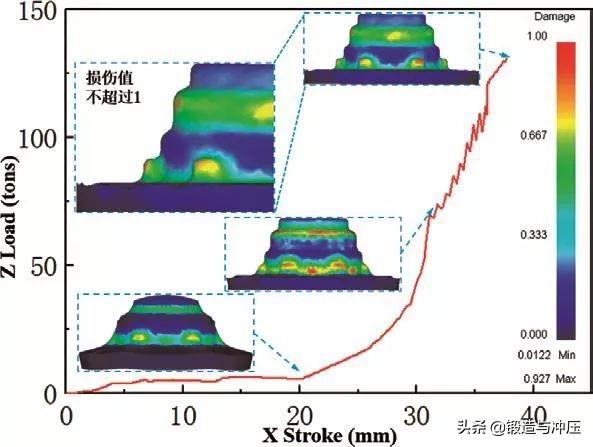
图6 成形过程中载荷和损伤值
试验验证
图7为根据已有的模拟结果进行试模试验得到的试制锻件。将预制的帽形坯料加热到450℃,模具预热到200℃,挤压速度控制在3mm/s。润滑方式采用油基石墨润滑,模具和坯料刷上事先预热的油基石墨。在锻件阶梯区未出现裂纹,充填完整,在筒壁根部和底面未出现折叠缺陷。综上,此次试制试验获得了成形完整、无裂纹的样件,表明前期提出的预锻加背压挤压的方案解决了闭式挤压生产轴承座出现的开裂等问题。
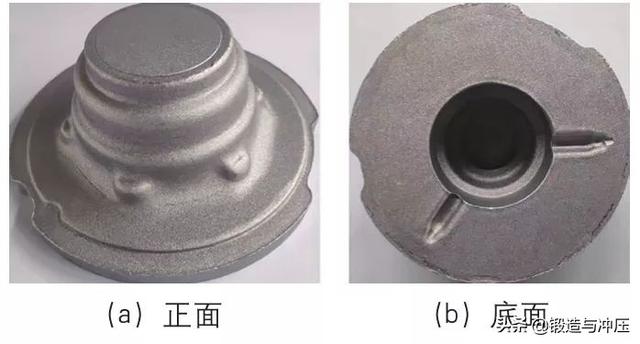
图7 试制样件
结论
⑴预锻+背压挤压成形能够获得完整成形的轴承座零件,最终成形的零件没有出现填充不完整的情况。
⑵预锻+背压挤压成形工艺能够很好解决多阶梯薄壁轴承座成形中出现的裂纹等缺陷。
项目支持:
1、安徽省重点研发计划项目(201904a05020062)
2、合肥工业大学霍山汇能汽车零部件制造有限公司产学研项目(W2015JSKF0143)
—— 来源:《锻造与冲压》2019年第21期
相关参考