数显卡尺误差大怎样调节((干货分享第一期)你不得不知道的计量器具的使用方法)
Posted
篇首语:事亲尽教自天成,鉴本无尘水本清。相彼禽兮犹学习,灵乌反哺更分明。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数显卡尺误差大怎样调节((干货分享第一期)你不得不知道的计量器具的使用方法)相关的知识,希望对你有一定的参考价值。
数显卡尺误差大怎样调节((干货分享第一期)你不得不知道的计量器具的使用方法)
一、量具的选择及使用前检查
量具的选择
1、根据工件的尺寸大小和要求确定量具的规格,包括测量范围、示值范围、分度值等;
2、根据工件的尺寸公差选择量具,工件公差小,量具的精度要高,公差大,精度要求应低;
3、根据量具的不确定度允许值选择量具。
使用前检查
1、使用前确保所有量具经过计量合格且有合格标签;
2、量具的测量面上不应有毛刺、划伤、撞伤、锈蚀等影响测量结果的缺陷;
3、被测件的被测部位不应有毛刺、凸起、划伤、锈蚀等缺陷;
4、量具和被测件的温度应尽可能一致,以防止产生测量误差;
5、通用量具使用前,应按规定要求与方法进行零位检查,合格后才允许使用。
使用原则
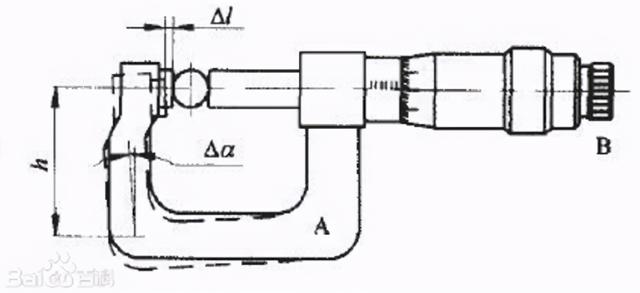
阿贝原则----被测量轴线只有与标准量的测量轴线重合或在其延长线上时,测量才会得到精确地结果。
阿贝原则是长度计量的最基本原则,其意义在于避免了因导轨误差引起的一次测量误差。在检定和测试中遵守阿贝原则可提高测量的准确度,特别是在使用不符合阿贝原则的仪器时,更要注意阿贝原则的应用。
二、公司常用检量具分类
常用量具
a、卡尺类(游标卡尺、带表卡尺和电子数显卡尺、高度卡尺等)
b、表类(内径百分表/千分表、杠杆百分表/千分表、涨簧式千分表等)
c、千分尺类(内径千分尺、外径千分尺、三爪内径千分尺、公法线千分尺等)
d、测头、环规、气动量仪

专用量具
a、螺纹塞规
b、光面塞规
c、卡规(厚度卡规、宽度卡规)
d、螺纹底孔量规
e、螺纹深度量规
f、同轴度量棒
g、综合检具

三、检量具的正确使用
量具使用得是否合理,不但影响量具本身的精度,且直接影响零件尺寸的测量精度,甚至发生质量事故,对公司造成不必要的损失。所以我们必须重视量具的正确使用。

游标卡尺
使用前检查:先把量爪和被测零件表面擦净。检查各部件的相互作用,拉动尺框沿尺身移动,检查其移动是否灵活,有无阻滞或卡死现象,紧固螺钉是能否起作用。
游标卡尺的读数机构,是由主尺和游标两部分组成。当活动量爪与固定量爪贴合时,游标上的“0”刻线对准主尺上的“0”刻线,此时量爪间的距离为“0”,当尺框向右移动到某一位置时,固定量爪与活动量爪之间的距离,就是零件的测量尺寸。
游标卡尺测量外尺寸时,应先把量爪张开得比被测尺寸稍大,慢慢推游标量爪,使它轻轻地接触被测件表面。测内尺寸时,把量爪张开得比被测尺寸小一些,然后慢慢拉游标量爪,使它轻轻地接触被测件表面,测量中可轻轻摆动量爪,以便找出最佳被测值。当量爪与被测件表面接触后,不应再施力于量爪上,如果用力过大,游标量爪会倾斜成一角度,这样测量出的尺寸比实际尺寸要小。
游标深度尺使用时,要松开游框紧固螺钉,把测座的测量面放在被测的零件上,左手在尺座上稍加压力,右手轻推主尺向下,当感觉到主尺下端面与零件深处底面接触后,就可进行读数,也可以把紧固螺钉拧紧,把深度尺拿起来读数。
游标卡尺读数:读数时,视线应与刻线相垂直
以游标零刻线位置为准,在主尺上读取整毫米数.
看游标上哪条刻线与主尺上的某一刻线(不用管是第几条刻 线)对齐,由游标上读出毫米以下的小数.
总的读数为毫米整数加上毫米小数.
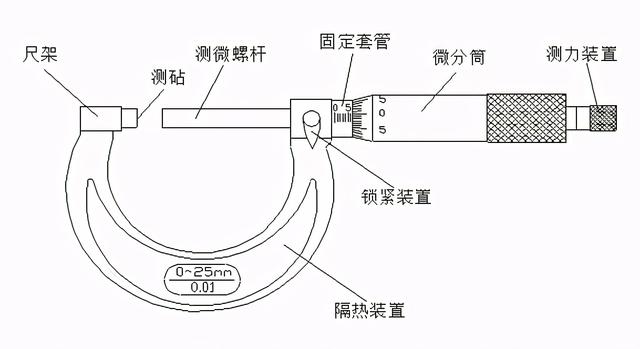
外径千分尺
千分尺由尺架、测微头、测力装置和制动器等组成。
螺旋测微器的螺距是0.5mm,可动刻度有50个等分刻度,可动刻度旋转一周,测微螺杆可前进或后退0.5mm,因此旋转每个小分度,相当于测微螺杆前进或推后0.5/50=0.01mm。可动刻度每一小分度表示0.01mm,由于还能再估读一位,测得值可读到毫米的千分位。
外径千分尺使用时,可以左手拿住千分尺的护板,右手操作千分尺进行测量;在测量小零件时,可用左手拿住零件,右手的无名指和小指夹住千分尺的尺架,食指和母指旋动棘轮;也可以用右手的小指和无名指把千分尺的尺架压向掌心,食指和母指旋转微分筒(不用棘轮),测量力的大小是凭食指和母指的感觉来控制。
当两个测杆的测量面快要与被测件表面接触时,就不要再旋转微分筒,只旋转棘轮,等到棘轮发出响声后,就可进行读数。一般听到三声“咔、咔、咔”时停止。如要把千分尺取下来读数,应先搬止动器,把活动测杆固定住,然后取下千分尺,进行读数。
以上就是正恒动力总结的一些计量器具使用方法,下期再介绍另外一些计量器具使用方法,想了解更多精彩内容请关注正恒动力发动机缸体商!
相关参考
游标卡尺带表与数显哪种好(常用的0-150mm、0-300mm数显卡尺内部校准方法、标准及允许误差)
数显卡尺和标准量块1、校准项目和主要校准工具列表校准项目和主要校准工具列表1.1校准条件:1.2温度:(20±5)℃1.3校准前,受检通用卡尺应在校准室内平衡温度的时间不少于1小时。1.4校准周期:6个月1.5游标类、表类、数显...
深度卡尺读数方法图片(常用的0-150mm、0-300mm数显卡尺内部校准方法、标准及允许误差)
数显卡尺和标准量块1、校准项目和主要校准工具列表校准项目和主要校准工具列表1.1校准条件:1.2温度:(20±5)℃1.3校准前,受检通用卡尺应在校准室内平衡温度的时间不少于1小时。1.4校准周期:6个月1.5游标类、表类、数显...
深度卡尺读数方法图片(常用的0-150mm、0-300mm数显卡尺内部校准方法、标准及允许误差)
数显卡尺和标准量块1、校准项目和主要校准工具列表校准项目和主要校准工具列表1.1校准条件:1.2温度:(20±5)℃1.3校准前,受检通用卡尺应在校准室内平衡温度的时间不少于1小时。1.4校准周期:6个月1.5游标类、表类、数显...
数显三爪内径千分尺校准(常用的0-150mm、0-300mm数显卡尺内部校准方法、标准及允许误差)
数显卡尺和标准量块1、校准项目和主要校准工具列表校准项目和主要校准工具列表1.1校准条件:1.2温度:(20±5)℃1.3校准前,受检通用卡尺应在校准室内平衡温度的时间不少于1小时。1.4校准周期:6个月1.5游标类、表类、数显...
卡尺(calliper)具有多种测量模式、操作容易、耐用、通用性强以及成本较低等诸多优点,可以说是工具箱中最常见的量具了。然而,要正确使用卡尺还有很多的注意事项,我们先从影响测量结果的误差因素讲起。误差因素在使...
卡尺(calliper)具有多种测量模式、操作容易、耐用、通用性强以及成本较低等诸多优点,可以说是工具箱中最常见的量具了。然而,要正确使用卡尺还有很多的注意事项,我们先从影响测量结果的误差因素讲起。误差因素在使...
卡尺(calliper)具有多种测量模式、操作容易、耐用、通用性强以及成本较低等诸多优点,可以说是工具箱中最常见的量具了。然而,要正确使用卡尺还有很多的注意事项,我们先从影响测量结果的误差因素讲起。误差因素在使...
卡尺(calliper)具有多种测量模式、操作容易、耐用、通用性强以及成本较低等诸多优点,可以说是工具箱中最常见的量具了。然而,要正确使用卡尺还有很多的注意事项,我们先从影响测量结果的误差因素讲起。误差因素在使...
卡尺(calliper)具有多种测量模式、操作容易、耐用、通用性强以及成本较低等诸多优点,可以说是工具箱中最常见的量具了。然而,要正确使用卡尺还有很多的注意事项,我们先从影响测量结果的误差因素讲起。误差因素在使...
一、量具的选择根据工件的尺寸大小和要求确定量具的规格,包括测量范围、示值范围、分度值等;根据工件的尺寸公差选择量具,工件公差小,量具的精度要高,公差大,精度要求应低,极限误差一般为测量公差的1/10(低精...