数控雕刻机 f值(FANUC(发那科)PMC(PLC)基础介绍13:F地址与G地址)
Posted
篇首语:大直若屈,大巧若拙,大辩若讷。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控雕刻机 f值(FANUC(发那科)PMC(PLC)基础介绍13:F地址与G地址)相关的知识,希望对你有一定的参考价值。
数控雕刻机 f值(FANUC(发那科)PMC(PLC)基础介绍13:F地址与G地址)
在编辑梯形图时,我们会频繁使用F地址与G地址,F信号与G信号,是连接CNC系统与PMC的接口信号,其中F信号是CNC传递给PMC的信号,而G地址是PMC传递给CNC信号。通俗的理解,当CNC正在执行某个功能的型号,相对应的某个F信号会导通,比如当机床存在报警的时候,F1.0地址(AL 报警中信号)就会接通;再比如,我们在PMC中如果将G8.0(全轴互锁信号 IT)断开,机床各轴便处于锁定状态,不能进行移动。
我个人的理解,F信号就是CNC告诉PMC数控机床正在做什么,而G信号就时PMC告诉CNC数控机床需要干什么。比如,F70.0接通了,就是CNC告诉PMC,Z轴已经到达换刀点了,机械手可以动作换刀了;G6.4接通了,就是PMC告诉CNC倍率控制已经取消了,你现在只能按照100%运行了。
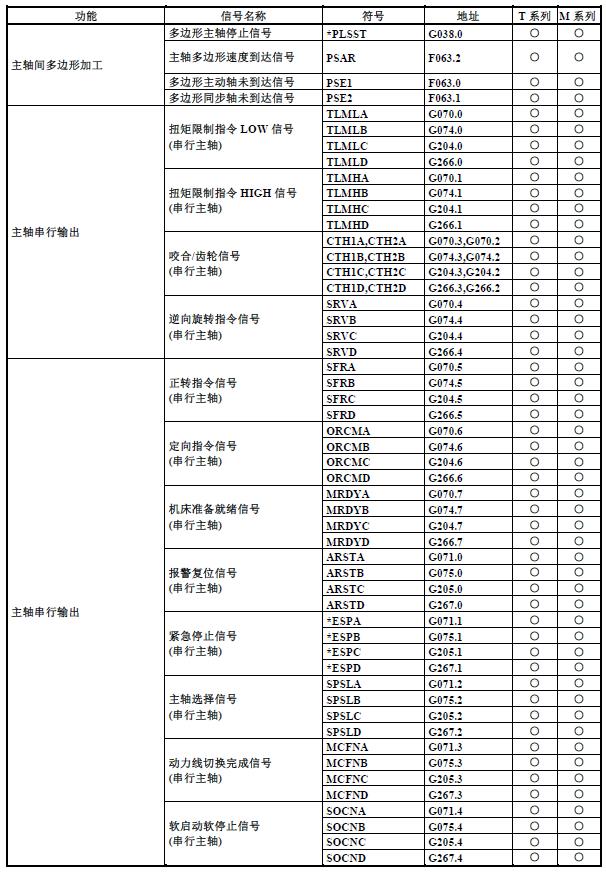
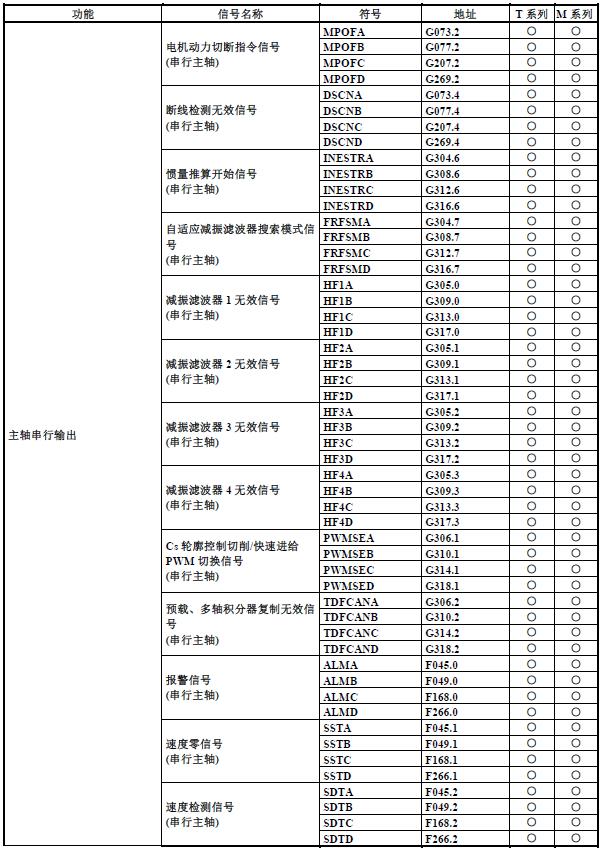
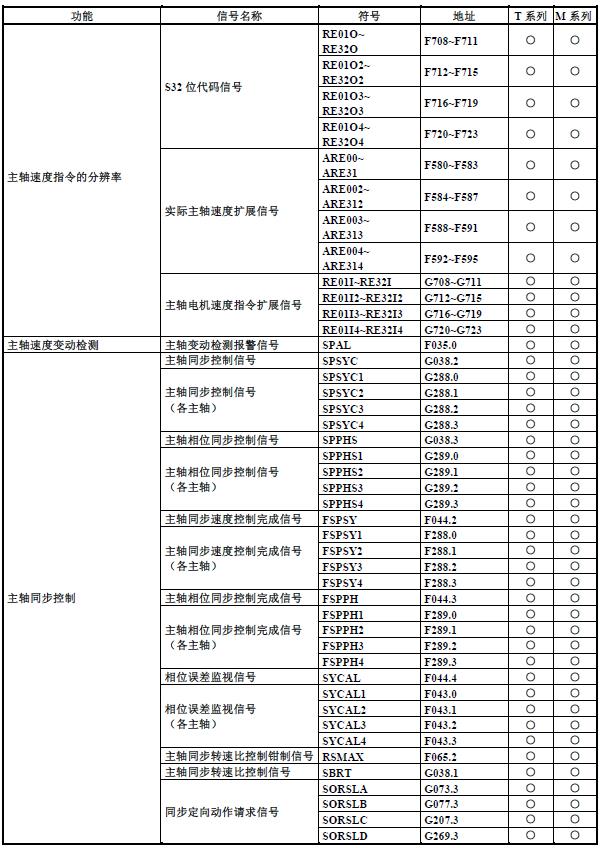
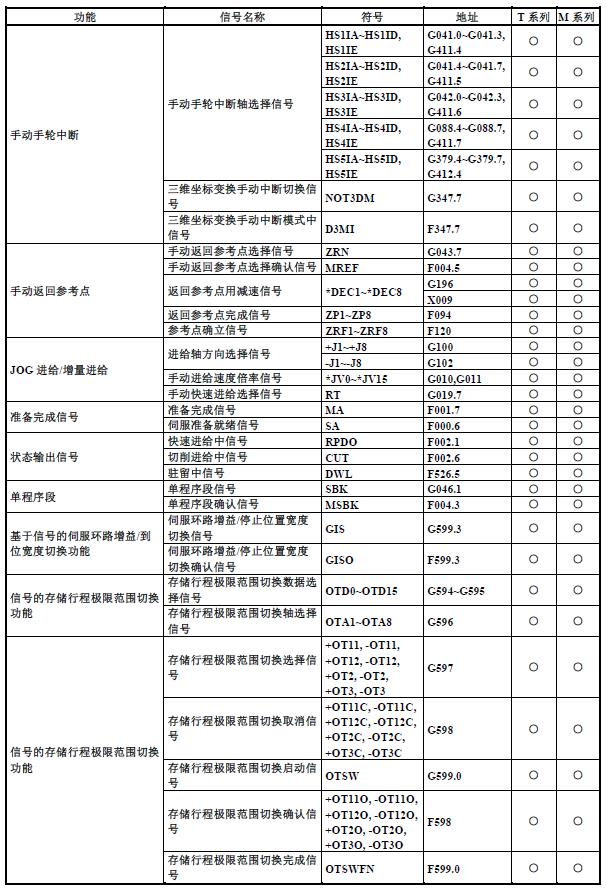
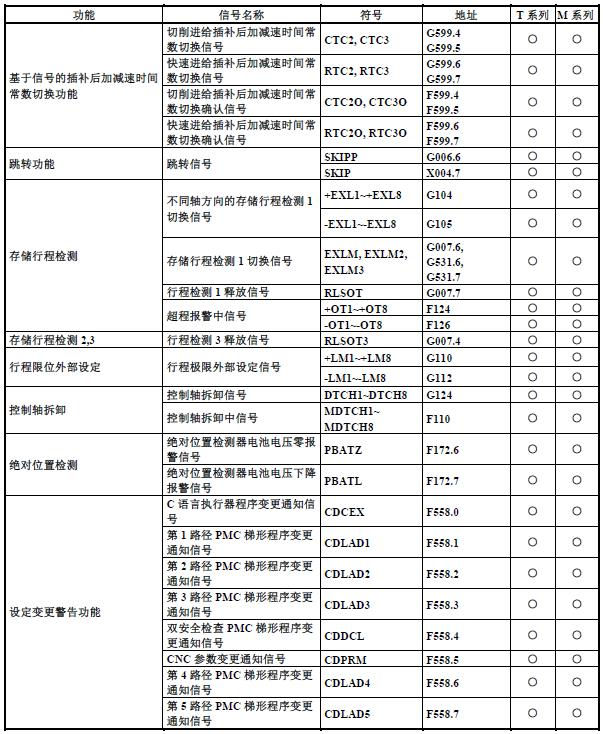
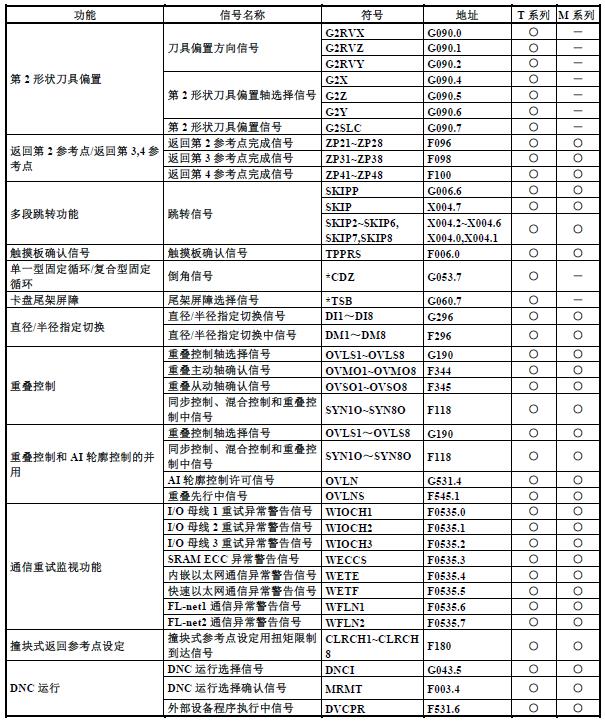
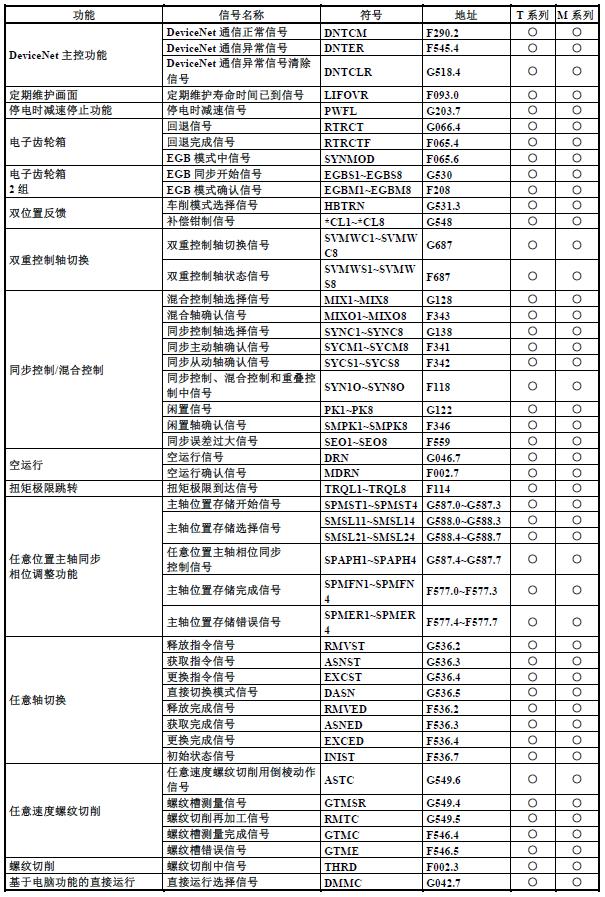
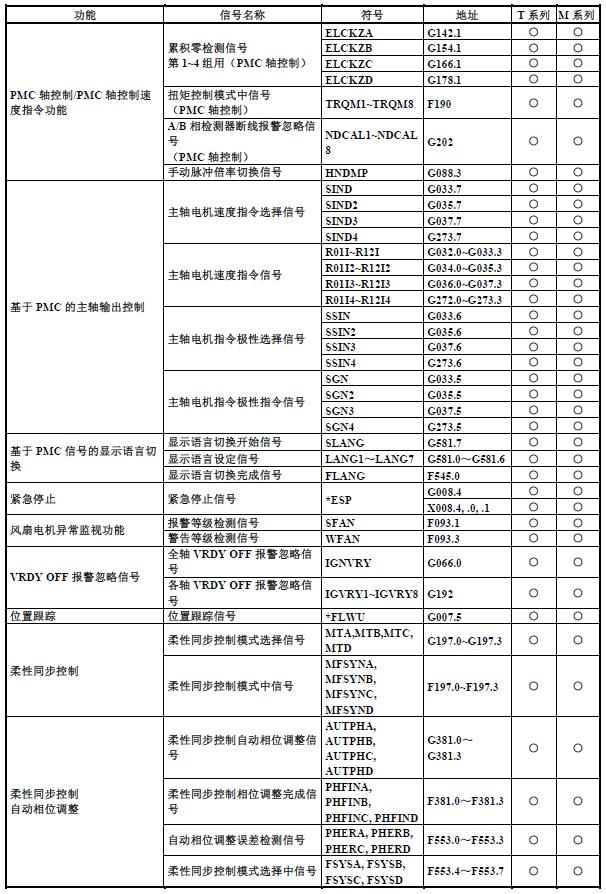
F与G的地址范围如下图所示,每一个地址都有固定的功能与之对应,我会在后面的文章中陆续给大家介绍。
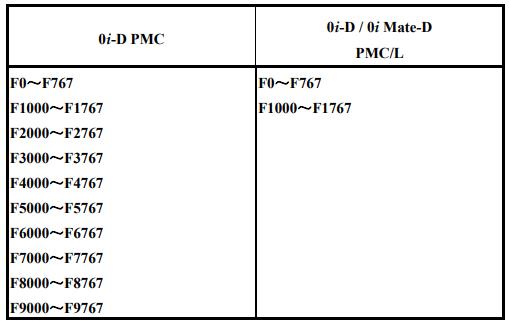
F地址范围
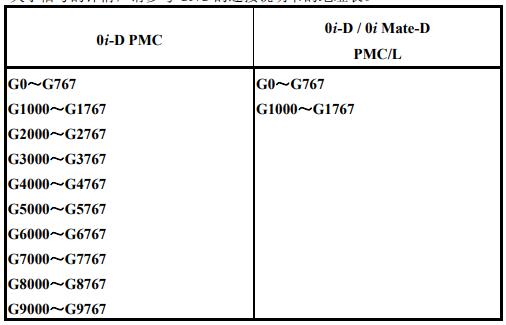
G地址范围
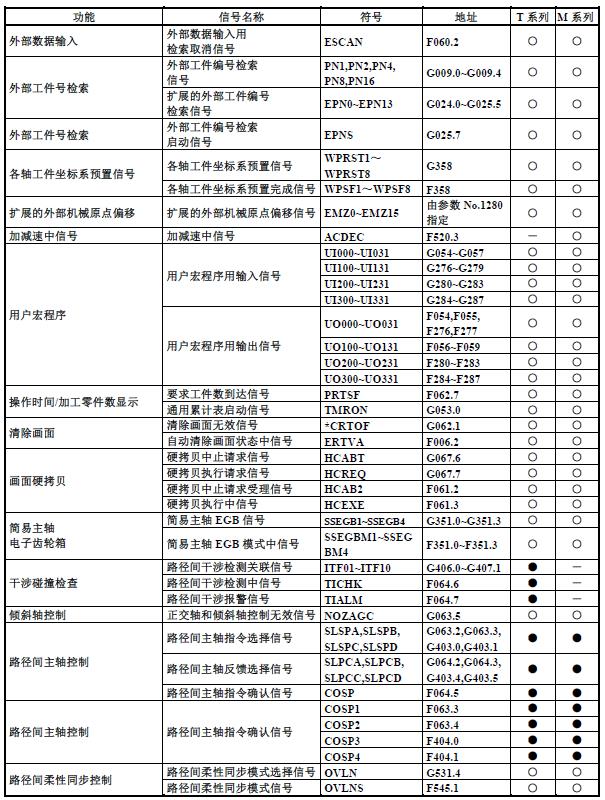
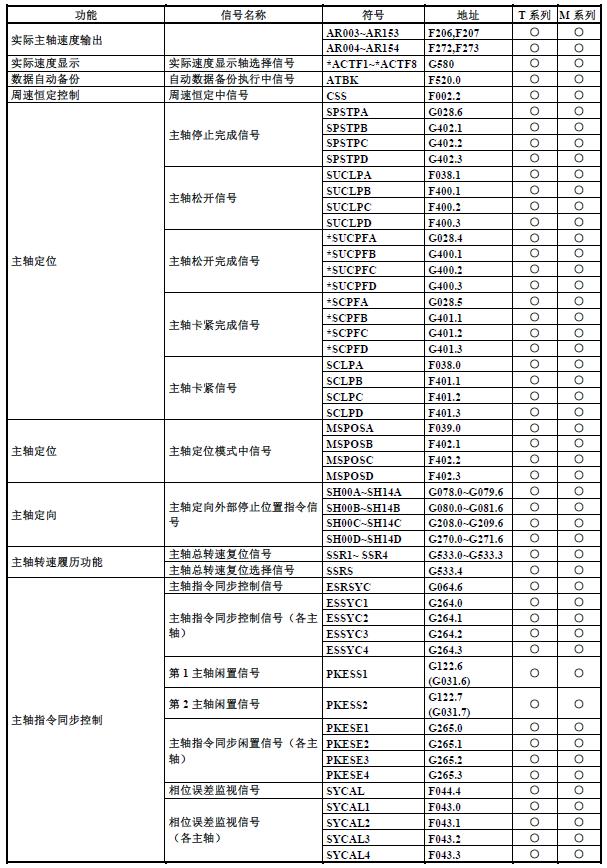
F与G的部分功能如下图所示:

















相关参考
数控车直径编程和半径编程的区别(数控发那科系统参数总表,干货分享,建议收藏)
系统参数不正确也会使系统报警。另外,工作中常常遇到工作台不能回到零点、位置显示值不对或是用MDI键盘不能输入刀偏量等数值,这些故障往往和参数值有关,因此维修时若确认PMC信号或连线无误,应检查有关参数。一.16...
数控机床的调试(FANCU 0i发那科数控机床故障诊断系统调试维修实例教程)
...根据多年的理论与实践结合后讲,深入讲解FANUC0i发那科数控机床故障诊断系统调试维修案例,FANUC三轴DS0300APC报警的故障分析以及相应的排故过程,希望对大家维修能力与技巧的提升能够产生帮助!讲师/机构讲师:上传者:FANUC...
M00程序暂停M01选择性程序暂停M02程序执行结束M03主轴正转M04主轴反转M05主轴停止M06ATC换刀循环M07吹气开M08冷却液开M09M07/M08/M12关M10第四轴夹紧M11第四轴松开M12油雾装置开M19主轴定向M29刚性攻牙(FANUC)M30程序执行结束M38中心出水ON...
M00程序暂停M01选择性程序暂停M02程序执行结束M03主轴正转M04主轴反转M05主轴停止M06ATC换刀循环M07吹气开M08冷却液开M09M07/M08/M12关M10第四轴夹紧M11第四轴松开M12油雾装置开M19主轴定向M29刚性攻牙(FANUC)M30程序执行结束M38中心出水ON...
法兰克车床攻丝g84程序格式(发那科(FANUC)系统CNC如何刚性攻丝回退功能,退出卡住的丝锥?)
发那科(FANUC)系统CNC如何刚性攻丝回退功能,退出卡住的丝锥?步骤说明:首先查看攻丝中断时候,攻丝程序中设定的主轴转速(在操作面板编辑模式下,打开程序)。2.运行刚性攻丝回退指令(操作面板切换到MDI模式下,输...
法兰克车床攻丝g84程序格式(发那科(FANUC)系统CNC如何刚性攻丝回退功能,退出卡住的丝锥?)
发那科(FANUC)系统CNC如何刚性攻丝回退功能,退出卡住的丝锥?步骤说明:首先查看攻丝中断时候,攻丝程序中设定的主轴转速(在操作面板编辑模式下,打开程序)。2.运行刚性攻丝回退指令(操作面板切换到MDI模式下,输...
本质上有什么区别1、内置在电机中的标准串行编码器提供高反馈精度,α系列每转64K,而β系列每转32K(α系列的反馈精度远远高于β系列)2、α系列的编码器分辨率1600万/转,β系列的编码器分辨率12.8万/转。3、α系列具有高精度...
数控车床循环指令(数控车床加工宽槽,径向切槽循环指令G75的使用方法,简单易学)
...其编程加工深槽,宽槽和均布槽时却不方便,FANUC发那科数控车床系统提供了可用于加工深槽、宽槽和均布槽的循环指令G75.指令格式及参数意义G75ReG75X(U)Z(W)P(△i)Q(△k)R(△d)F(f)S(s)T(t)式中e表示为退刀量,该值是模态值;X(U)、Z(...
数控机床手轮使用要点(加工中心PMC编程实用案例3:手轮轴选)
手轮,可以说是加工中心上最常用的外接设备,当我们对刀或者测试程序的时候都离不开他。使用手轮的第一步,我们肯定是要把选中我们想要移动的伺服轴,从硬件上来说我们只要把轴选旋钮拧到我们想要的位置就可以了,那...
数控手轮怎么拆(FANUC 0i-F PLUS 手轮回退功能应用)
0i-FPLUS手轮回退功能应用转载:北京发那科