数控镗刀杆(液压阀孔的加工技术)
Posted
篇首语:人还是要乐观,心碎了就对自己说,碎碎平安。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控镗刀杆(液压阀孔的加工技术)相关的知识,希望对你有一定的参考价值。
数控镗刀杆(液压阀孔的加工技术)
1引言
孔加工技术是金属切削加工的一个重要环节,精密深孔加工就更是重中之重。
传统笨重机械被液压机械逐步取代,而这个取代的过程很大程度上取决于液压件关键部位的加工技术,液压阀孔的加工精度直接影响产品的性能、寿命及使用。
因此,加紧探寻新颖的阀孔加工方法,并对已用于生产中一些方法分析、研究,做到自觉准确地推广应用,从而使阀孔加工更趋于合理化。
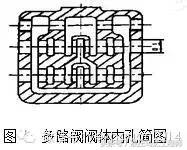
如图1为某一整体多路阀阀体内孔简图图1多路阀阀体内孔简图阀体材质为HT300高强度灰铸铁,抗拉强度为300N/cm2,抗压强度为540N/cm2。
阀孔与阀体精密配合,配合间隙在0.005~0.015mm之间,阀的工作压力达21~35MPa,阀孔直径D1一般在<10~<41mm范围内,阀体长度70~300mm之间,长径比最大11∶1,阀孔尺寸精度H6~H7,圆柱要求0.003~0.005mm,表面粗糙度Ra0.2。
阀孔的尺寸精度、几何精度、表面粗糙度是影响产品质量的主要因素,如何保证产品精度要求,掌握合理的加工手段是非常必要的。
2液压阀孔加工方案。
合理的工艺方案是根据生产纲领、精度要求、毛坯状况、工件材质、长径比、设备条件、工具制造能力和供应状况等相关因素制定出来的。目前,国内液压阀孔加工有下列几种方案:
A.钻—扩—镗—铰—推—研
B.钻—扩—镗—铰—研
C.钻—镗—镗—铰—研(珩)
D.扩—镗—镗—铰—研(珩)
E.钻—刚性镗铰—研(珩)
F.钻—刚性镗铰—金刚石铰
G.扩—刚性镗铰—金刚石铰
H.钻—扩—铰—珩—金刚石铰
I.钻—扩—镗—铰—刚性镗铰—金刚石铰
J.扩—镗—镗—铰—金刚石铰
对于各种不同规格的阀孔加工,在确定方案之前,首先要综合分析各个影响因素,然后采用一个比较合理的工艺路线。
通常采用的工艺方案是D、G、J,上述三种方案都有各自的加工特点及适用范围,下面逐一分析它们的使用情况。
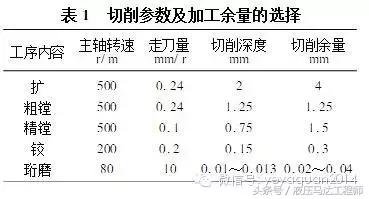
2.1扩—镗—镗—铰—研(立珩)
这种加工方案适用范围较广,也是传统使用的加工路线,尤其适用于较大规格的毛坯,阀孔大于<30mm的阀体加工采用这种加工方案。
扩—镗—镗—铰通常在普通六角车床或加工中心一次完成,扩孔去除余量大,使用双刃扩钻起到找直阀孔的作用,粗、精镗由于加工余量越来越小,起着进一步提高光洁度及直线度的作用,铰孔主要起定尺寸作用。
通过上述工序加工,孔的尺寸精度可达到0.02mm以上,几何精度达到0.003~0.005mm,表面光洁度达到Ra0.8~0.4,这样为最后珩磨奠定了较好的基础,珩磨后的孔精度能完全达到产品要求。

2.2扩—刚性镗铰—刚性镗铰—金刚石铰
上述工艺属于成熟工艺,阀孔经扩孔后采用刚性镗铰工艺半精加工,然后用金刚石铰刀珩磨。
其基本特点是适用与长径比大的孔,尤其适合分片式多路阀阀孔的加工,稳定性较好,并且刚性镗铰刀前后带导向保证了工件的直线度要求,再加上内冷却排屑,大大改善了加工条件,保证了表面光洁度要求。
镗铰后表面精糙度Ra1.6~0.8,几何精度高于0.005,工件尺寸可达到6级精度。金刚石铰是较新的技术,但在我厂已得到了广泛的使用,它作为终加工工序对尺寸精度起到了很好的控制作用,对设备要求很低(因为它属于浮动加工),但对上道工序要求较高,而刚性镗铰就具备这种能力,所以它们的配合使用使加工既经济又实用。

由于刚性镗铰设备属于专机,粗精镗铰工序不能一次完成,内孔切槽在此设备也无法完成,再有回转直径有限,这就制约了它的应用,加工多孔阀体及大规格阀就不适合使用这种工艺路线。
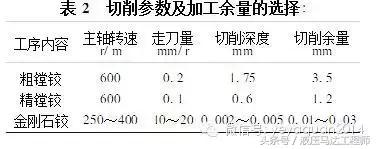
2.3扩—镗—镗—铰—金刚石铰
传统的工艺路线,通过对某些工序的技术革新,用于先进的设备上,确实起到了很好的作用,无论加工质量,还是加工效率都达到了较高的水平。在加工中心的加工过程中,精镗工序中采用防震带微调的镗刀杆镗削,加工长径比接近10的孔,圆柱度可控制在0.005mm以内。在数控车床上加工小阀体的过程中,
第一、把镗铰刀的技术用于普通铰刀,刚柔结合,既提高了产品质量,又延长了刀具的使用寿命;
第二用梯形铰刀替代普通铰刀,从切削受力方面想办法,同样起到了稳定直线度的作用,受到了较好的效果。
3几种典型刀具的设计及使用
3.1刚性镗铰刀
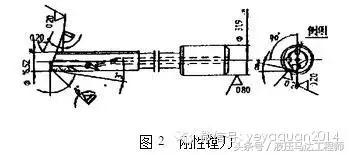
图2刚性镗刀这种铰刀的特点是:镗削铰削和挤压结合在一起,刀具前端有余偏角45°的切削刃,担任切削大部分余量的镗削任务,3°斜角及圆柱校准部分担负粗铰任务,硬质合金导向块起导向、支承和挤压作用,冷却液从刀具内部流到前刀面上,起到良好的冷却作用。刚性镗铰刀适用于铸铁件孔加工,刀具耐磨性能好,使用寿命长。

3.1.1导向条长度选择:视阀孔长度选择,
一般加工液压阀孔时,选择导向块长最小超过三个油道台阶,这样才会起到很好的导向作用。
3.1.2导向块数量及分布的选择:
粗镗铰时,切削任务重挤压成份小,所以导向块用两块,并且一条导向块正对切削刃,起良好的导向作用;精镗铰时,切削成份小,挤压任务重,设三块导向块,且分布基本均匀。
3.2阶梯铰刀

图3阶梯铰刀将铰刀切削部分磨成三个环段,每段长3~4mm,第一环段直径比第二环段直径小0.15mm第二环段直径比第三环段直径小0.15mm,剩余部分为锥形铰刀,其余与普通铰刀类同。阶梯铰刀与普通铰刀相比,普通铰刀一次切完,切屑薄而宽,而阶梯铰刀分几次完成,切屑厚而窄,所以切削力显著下降,切削轻快,切削变形小,表面光洁度提高。
阶梯铰刀具有以下优点:
制造简单;环形段在切削过程中有较好的导向作用,提高了稳定性;在铰刀的轴心上没有可变的切削力,保证铰刀能沿轴向正确移动;适用于余量大的铰削;可对偏的底孔起到矫直作用。

3.3金刚石铰刀金刚石铰刀
利用镍或树脂作为粘合剂,把金刚石颗粒镀在刀体上,经过修磨而成。金刚石铰刀是一种多刃微粒切削。铰削过程中,切屑藏于金刚石颗粒之间,通过冷却液冲洗和高速旋转被甩出来。金刚石铰刀粒度选择:粗铰粒度粗120#(粒度号)精铰粒度细150#(粒度号)金刚石铰孔作为液压阀孔的最终工序,几何精度可以提高到0.002mm,表面粗糙度可达到Ra0.2,而且孔的加工直径趋于一致,从而实现了与阀芯的最佳配合。在阀孔加工中行到了普遍的应用。
4阀孔加工技术的前景展望
随着高科技技术的不断发展,对液压件精度要求越来越高,国外阀体与阀芯配合经常用完全互换,而不在是分组装配,这样阀体的加工精度提高了好几个等级,在这种情况下,采用粗精两次珩磨,珩磨技术又原来的浮动改为刚性,珩磨机前后带导向,这不仅是工艺的革新,同时也是数字控制设备的新发展。另外超声珩磨作为孔的终加工工序越来越受到人们的普遍青睐,它不仅操作方便,加工精度高,是一种非常值得推广的孔加工方法。
相关参考
数控加工常用的刀具有哪些(数控加工技术中,常用刀具类型都在这里)
数控车削加工中,外圆刀,用于外圆的车削,根据主偏角不同可,分为90°、75°、45°等数控车削加工中,切槽刀,主要用于切槽和切断数控车削加工中,数控镗刀,主要用于内孔的加工数控铣削加工中,面铣刀,主要用于平面的...
数控车床的刀是什么材料(数控加工技术中,常用刀具类型都在这里)
数控车削加工中,外圆刀,用于外圆的车削,根据主偏角不同可,分为90°、75°、45°等数控车削加工中,切槽刀,主要用于切槽和切断数控车削加工中,数控镗刀,主要用于内孔的加工数控铣削加工中,面铣刀,主要用于平面的...
数控加工刀具可分为车削加工刀具、铣削加工刀具和孔加工刀具1)车削加工刀具数控车床使用的刀具,无论是车刀、镗刀、切断刀还是螺纹加工刀具等均有焊接式和机夹式之分,除经济型数控车床外,目前已广泛地使用机夹式可...
数控加工刀具可分为车削加工刀具、铣削加工刀具和孔加工刀具1)车削加工刀具数控车床使用的刀具,无论是车刀、镗刀、切断刀还是螺纹加工刀具等均有焊接式和机夹式之分,除经济型数控车床外,目前已广泛地使用机夹式可...
数控加工刀具可分为车削加工刀具、铣削加工刀具和孔加工刀具1)车削加工刀具数控车床使用的刀具,无论是车刀、镗刀、切断刀还是螺纹加工刀具等均有焊接式和机夹式之分,除经济型数控车床外,目前已广泛地使用机夹式可...
数控加工刀具可分为车削加工刀具、铣削加工刀具和孔加工刀具1)车削加工刀具数控车床使用的刀具,无论是车刀、镗刀、切断刀还是螺纹加工刀具等均有焊接式和机夹式之分,除经济型数控车床外,目前已广泛地使用机夹式可...
...公司成立于2011年4月18日,专注研发与销售各类金属切削数控刀具,目前公司拥有各种数控刀具产品专利15项,通过了ISO9001质量管理体系认证和ISO14001环境管理体系认证。技术人员10名,其中硕士研究人员2人,其余皆为本科以上学...
...代的过程很大程度上取决于液压件关键部位的加工技术,液压阀孔的加工精度直接影响产品的性能、寿命及使用。因此,加紧探寻新颖的阀孔加工方法,并对已用于生产中一些方法分析、研究,做到自觉准确地推广应用,从而使阀孔加...
浮动镗刀型号及规格(机械加工入门到精通,机械加工孔加工刀具讲解)
一、扁钻结构特点:结构简单,制造方便,成本低廉,轴向尺寸小,刚性好。装配式扁钻的特点:1.快速更换刀片进行体外重磨,以节省换刀时间。2.能方便的更换刀片材料,满足不同加工条件的要求。3.刀杆刚性好,能在杆...
浮动镗刀型号及规格(机械加工入门到精通,机械加工孔加工刀具讲解)
一、扁钻结构特点:结构简单,制造方便,成本低廉,轴向尺寸小,刚性好。装配式扁钻的特点:1.快速更换刀片进行体外重磨,以节省换刀时间。2.能方便的更换刀片材料,满足不同加工条件的要求。3.刀杆刚性好,能在杆...