数控铣螺纹快还是车螺纹快(邹军:铣削螺纹 --普通程序VS 宏程序)
Posted
篇首语:重要的不是发生了什么事情,而是要做哪些事来改善它。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控铣螺纹快还是车螺纹快(邹军:铣削螺纹 --普通程序VS 宏程序)相关的知识,希望对你有一定的参考价值。
数控铣螺纹快还是车螺纹快(邹军:铣削螺纹 --普通程序VS 宏程序)
螺旋插补铣
- 普通程序
% (分层-3刀)
O442
N1 T1 M06
G90 G00 G54 G40 G17 G94 X0.000 Y0.000 S3979M03
G43 H1 Z15.000 M08
G90 G01 X7.976 Y-7.976 F5000
G90 Z-20.000
G91 G01 G42 D1 X-1.414 Y1.414 Z0.000 F1289
G01 X0.000 Y6.562 Z0.125
G03 X0.000 Y0.000 Z1.000 I-6.562 J0.000F3302
G03 X0.000 Y0.000 Z1.000 I-6.562 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.562 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.562 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.562 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.562 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.562 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.562 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.562 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.562 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.562 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.562 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.562 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.562 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.562 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.562 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.562 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.562 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.562 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.562 J0.000
G01 X0.000 Y6.562 Z0.125
G01 G40 X1.414 Y1.414 F5000
G02 X0.000 Y-15.952 I-7.976 J-7.976
G90 G01 X7.851 Y-7.851 F5000
G90 Z-20.000
G91 G01 G42 D1 X-1.414 Y1.414 Z0.000 F1289
G01 X0.000 Y6.437 Z0.125
G03 X0.000 Y0.000 Z1.000 I-6.437 J0.000F3405
G03 X0.000 Y0.000 Z1.000 I-6.437 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.437 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.437 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.437 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.437 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.437 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.437 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.437 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.437 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.437 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.437 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.437 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.437 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.437 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.437 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.437 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.437 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.437 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.437 J0.000
G01 X0.000 Y6.437 Z0.125
G01 G40 X1.414 Y1.414 F5000
G02 X0.000 Y-15.702 I-7.851 J-7.851
G90 G01 X7.801 Y-7.801 F5000
G90 Z-20.000
G91 G01 G42 D1 X-1.414 Y1.414 Z0.000 F1289
G01 X0.000 Y6.387 Z0.125
G03 X0.000 Y0.000 Z1.000 I-6.387 J0.000F3449
G03 X0.000 Y0.000 Z1.000 I-6.387 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.387 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.387 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.387 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.387 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.387 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.387 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.387 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.387 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.387 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.387 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.387 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.387 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.387 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.387 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.387 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.387 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.387 J0.000
G03 X0.000 Y0.000 Z1.000 I-6.387 J0.000
G01 X0.000 Y6.387 Z0.125
G01 G40 X1.414 Y1.414 F5000
G02 X0.000 Y-15.602 I-7.801 J-7.801
G90 G00 Z15.000
M30
宏程序
1,NPT0.5螺纹为例子
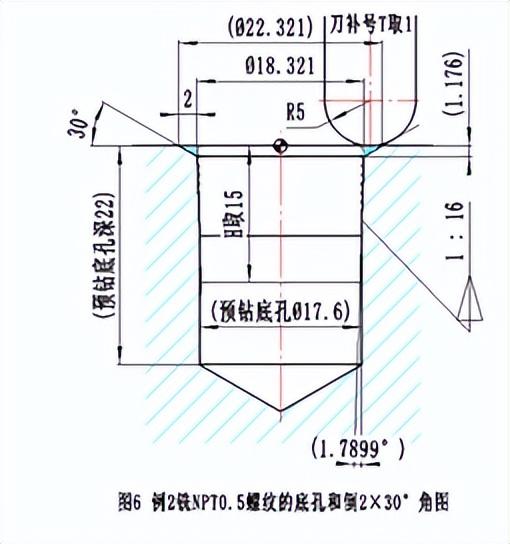
此程序是通用宏,(任何尺寸都可以用这一个程序,包括孔口2×30 º倒角!!!
具体使用,见宏变量和字母对应的关系及宏调用方面的知识
2,非通用宏程序如下:(螺纹插补铣孔)
#1=30 (孔直径)
#2=50 (孔深)
#3=20(刀具直径)
#4=0 (Z的初始变量)
#5= 1(每圈距)
#6=[#1-#3]/2 (刀具中心的回转直径,即下刀点)
S2000 M03
G54 G90 G00 X0 Y0 Z50.
G0X#6 (G0快速移动到下刀点的上方)
Z[-#4+1](G0下降至Z-#4面上1.处,即Z1.处)
G1Z-#4F200.(Z方向G1下降至当前开始加工深度Z-#4,即零件Z0表面)
WHILE[#4LT#2]DO1(当加工深度#4小于孔深#2时,循环程序1)
#4=#4+#5(每圈距)
G3I-#6Z-#4F500.(G03顺时针螺旋加工至下一圈距)
END1(循环1结束)
G3I-#6(达到圆孔深度,G03顺时针走一整园)
G1X[#6-1](G01向中心退回1,即退刀)
G0Z50.
M30
%
以上这个程序,根据孔的直径,孔的深度,刀具直径等,我们可以给#1,#2,#3,#5 变量赋予不同值,便可以加工出不同大小及深度的孔。
其中#1(孔直径),#2(孔深),#3(刀具直径)这些变量是根据图纸,刀具信息来赋值的。
(如你选择了D20的合金铣刀,加工深50直径30的孔。即#1=30;#2=50;#3=20) 备注:注意#5的赋值(自己分析)
好了,且就分享这么多,希望给大家一点启发,能够深入学习 提升自己的解决问题能力。
相关参考
在数控车床上可以车削米制、英寸制、模数和径节制四种标准螺纹,无论车削哪一种螺纹,车床主轴与刀具之间必须保持严格的运动关系:即主轴每转一转(即工件转一转),刀具应均匀地移动一个(工件的)导程的距离。以下...
使用数控加工中心加工工件带来的益处,大家都已经深入了解,对于数控加工中心的操作和编程,还是有一层神秘的面纱。今天小编和大家分享下螺纹的加工方法。用数控加工有:螺纹铣削法和丝锥加工、挑扣加工法三种方式:...
...刀 车削 螺纹或采用 丝锥 、板牙手工 攻丝 及套扣。随着数控加工技术的发展,尤其是三轴联动数控加工系统的出现,使更先进的螺
数控加工过程中铣螺纹的应用(螺纹的数控切削工艺,干数控的你怎能不懂)
螺纹的切削工艺取决于所加工零件的结构和所采用的数控机床。一般来说,使用右刀刃加工右旋螺纹和使用左刀刃加工左旋螺纹,这样的优点是刀片的支撑最稳定,当然一般情况下,相反方式也能应用。以便尽可能避免刀面一侧...
宏程序不是万能的,但是没有宏程序是不能的,尤其是处理一些疑难杂症。比如下面要加工一个大螺距的矩形螺纹。一、矩形螺纹计算公式如下表:二、螺纹常用三种进给方法:侧向进给、径向进给、交替式进给加工矩形螺纹的...
...纹车刀车削螺纹或采用丝锥、板牙手工攻丝及套扣。随着数控加工技术的发展,尤其是三轴联动数控加工系统的出现,使更先进的螺纹加工方式-螺纹的数控铣削得以实现。螺纹铣削加工与传统螺纹加工方式相比,在加工精度、...
我们知道数控加工中心区别是数控铣床的一大特征就是有无刀库。加工中心一般具有机械手刀库内有16或24把刀具,可以在加工过程中完成自动换刀。不同的加工工序需要不同的刀具种类,但都用于切削金属材料,所以加工中心...
...一:毛坯为70㎜×70㎜×18㎜板材,六面已粗加工过,要求数控铣出如图3-23所示的槽,工件资料为45钢。1.依据图样要求、毛坯及前道工序加工状况,确认工艺方案及加工道路1)以已加工过的底面为定位基准,用通用台虎钳夹紧工...
数控铣和数控车哪个难(数控铣加工比普铣的优势,大多数人选择数控铣的原因)
数控铣削加工除了具有普通铣床加工的特点外,还有如下特点:对零件加工的适应性强、灵活性好,能加工轮廓形状特别复杂或难以控制尺寸的零件,如模具类零件、壳体类零件等。能加工普通机床无法加工或很难加工的零件,...
数控车床攻丝编程怎么编(UG编程,钻孔攻丝,铣螺纹,干货知识)
大家好,我是ug编程叶子老师,今天分享UG编程,钻孔攻丝,铣螺纹,很详细,重点是每个功能讲的明明白白,如果朋友你需要,可以一起分享学习。找到我的,百分百会发。领取途径:私信“UG”或者“UG教程”,免费发送!