数控铣怎么循环铣削(11种孔加工固定循环指令+1个案例=完美解决孔加工问题)
Posted
篇首语:你要学会努力奔跑,别被世俗跌得一塌糊涂。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控铣怎么循环铣削(11种孔加工固定循环指令+1个案例=完美解决孔加工问题)相关的知识,希望对你有一定的参考价值。
数控铣怎么循环铣削(11种孔加工固定循环指令+1个案例=完美解决孔加工问题)
钻孔循环指令:G81、G82、G73、G84、G74、G85、G86、G89、G76、G87、G80。
采用孔加工固定循环功能,只用一个指令,便可完成某种孔加工(如钻、攻、镗)的整个过程。

1孔加工循环的动作
孔加工循环指令为模态指令,一旦某个孔加工循环指令有效,在接着所有的位置均采用该孔加工循环指令进行孔加工,直到用G80取消孔加工循环为止。在孔加工循环指令有效时,XY平面内的运动方式为快速运动(G00)。
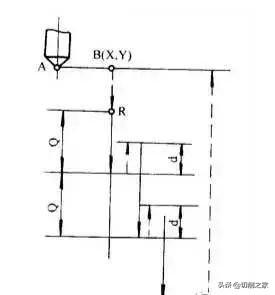
孔加工循环一般由以下6个动作组成:
1、A→B刀具快速定位到孔加工循环起始点B(X,Y);
2、B→R刀具沿Z方向快速运动到参考平面R;
3、R→E孔加工过程(如钻孔、镗孔、攻螺纹等);
4、E点,孔底动作(如进给暂停、主轴停止、主轴准停、刀具偏移等);
5、E→R刀具快速退回到参考平面R;
6、R→B刀具快速退回到初始平面B。
2孔加工固定循环指令
FANUC系统共有11种孔加工固定循环指令,下面对其中的部分指令加以介绍。
1、钻孔循环指令 G81
G81钻孔加工循环指令格式为:
G81 G△△ X__ Y__ Z__ R__ F__
X,Y为孔的位置、Z为孔的深度,F为进给速度(mm/min),R为参考平面的高度。G△△可以是G98和G99,G98和G99两个模态指令控制孔加工循环结束后刀具是返回初始平面还是参考平面;G98返回初始平面,为缺省方式;G99返回参考平面。
编程时可以采用绝对坐标G90和相对坐标G91编程,建议尽量采用绝对坐标编程。
其动作过程如下:
(1)钻头快速定位到孔加工循环起始点B(X,Y);
(2)钻头沿Z方向快速运动到参考平面R;
(3)钻孔加工;
(4)钻头快速退回到参考平面R或快速退回到初始平面B。
该指令一般用于加工孔深小于5倍直径的孔。
2、钻孔循环指令 G82
G82钻孔加工循环指令格式为:
G82 G△△ X__ Y__ Z__ R__ P__ F__
在指令中P为钻头在孔底的暂停时间,单位为ms(毫秒),其余各参数的意义同G81。
该指令在孔底加进给暂停动作,即当钻头加工到孔底位置时,刀具不作进给运动,并保持旋转状态,使孔底更光滑。G82一般用于扩孔和沉头孔加工。
其动作过程如下:
(1)钻头快速定位到孔加工循环起始点B(X,Y);
(2)钻头沿Z方向快速运动到参考平面R;
(3)钻孔加工;
(4)钻头在孔底暂停进给;
(5)钻头快速退回到参考平面R或快速退回到初始平面B。
3、高速深孔钻循环指令 G73
对于孔深大于5倍直径孔的加工由于是深孔加工,不利于排屑,故采用间段进给(分多次进给),每次进给深度为Q,最后一次进给深度≤Q,退刀量为d(由系统内部设定),直到孔底为止。见图b所示。
G73高速深孔钻循环指令格式为:
G73 G△△ X__ Y__ Z__ R__ Q__ F__
在指令中Q为每次进给深度为Q,其余各参数的意义同G81。
其动作过程如下:
(1)钻头快速定位到孔加工循环起始点B(X,Y);
(2)钻头沿Z方向快速运动到参考平面R;
(3)钻孔加工,进给深度为Q;
(4)退刀,退刀量为d
(5)重复(3)、(4),直至要求的加工深度
(6)钻头快速退回到参考平面R或快速退回到初始平面B。
4、攻螺纹循环指令 G84
G84螺纹加工循环指令格式为:
G84 G△△ X__ Y__ Z__ R__ F__
攻螺纹过程要求主轴转速S与进给速度F成严格的比例关系,因此,编程时要求根据主轴转速计算进给速度,进给速度F=主轴转速×螺纹螺距,其余各参数的意义同G81。
使用G84攻螺纹进给时主轴正转,退出时主轴反转。与钻孔加工不同的是攻螺纹结束后的返回过程不是快速运动,而是以进给速度反转退出。
该指令执行前,甚至可以不启动主轴,当执行该指令时,数控系统将自动启动主轴正转。
其动作过程如下:
(1)主轴正转,丝锥快速定位到螺纹加工循环起始点B(X,Y);
(2)丝锥沿Z方向快速运动到参考平面R;
(3)攻丝加工;
(4)主轴反转,丝锥以进给速度反转退回到参考平面R;
(5)当使用G98指令时,丝锥快速退回到初始平面B。
5、左旋攻螺纹循环指令 G74
G74螺纹加工循环指令格式为:
G74 G△△ X__ Y__ Z__ R__ F__
与G84的区别是:进给时主轴反转,退出时主轴正转。各参数的意义同G84。
其动作过程如下:
(1)主轴反转,丝锥快速定位到螺纹加工循环起始点B(X,Y);
(2)丝锥沿Z方向快速运动到参考平面R;
(3)攻丝加工;
(4)主轴正转,丝锥以进给速度正转退回到参考平面R;
(5)当使用G98指令时,丝锥快速退回到初始平面B。
6、镗孔加工循环指令 G85
G85镗孔加工循环指令指令格式为:
G85 G△△ X__ Y__ Z__ R__ F__
各参数的意义同G81。
其动作过程如下:
(1)镗刀快速定位到镗孔加工循环起始点B(X,Y);
(2)镗刀沿Z方向快速运动到参考平面R;
(3)镗孔加工;
(4)镗刀以进给速度退回到参考平面R或初始平面B;
7、镗孔加工循环指令 G86
G86钻孔加工循环指令格式为:
G86 G△△ X__ Y__ Z__ R__ F__
与G85的区别是:在到达孔底位置后,主轴停止,并快速退出。各参数的意义同G85。
其动作过程如下:
(1)镗刀快速定位到镗孔加工循环起始点B(X,Y);
(2)镗刀沿Z方向快速运动到参考平面R;
(3)镗孔加工;
(4)主轴停,镗刀快速退回到参考平面R或初始平面B;
8、镗孔加工循环指令 G89
G89镗孔加工循环指令格式为:
G89 G△△ X__ Y__ Z__ R__ P__ F__
与G85的区别是:在到达孔底位置后,进给暂停。P为暂停时间(ms),其余参数的意义同G85。
其动作过程如下:
(1)镗刀快速定位到镗孔加工循环起始点B(X,Y);
(2)镗刀沿Z方向快速运动到参考平面R;
(3)镗孔加工;
(4)进给暂停;
(5)镗刀以进给速度退回到参考平面R或初始平面B;
9、精镗循环指令 G76
G76镗孔加工循环指令格式为:
G76 G△△ X__ Y__ Z__ R__ P__ Q__ F__
与G85的区别是:G76在孔底有三个动作:进给暂停、主轴准停(定向停止)、刀具沿刀尖的反向偏移Q值,然后快速退出。这样保证刀具不划伤孔的表面。P为暂停时间(ms),Q为偏移值,其余各参数的意义同G85。
其动作过程如下:
(1)镗刀快速定位到镗孔加工循环起始点B(X,Y);
(2)镗刀沿Z方向快速运动到参考平面R;
(3)镗孔加工;
(4)进给暂停、主轴准停、刀具沿刀尖的反向偏移;
(5)镗刀快速退出到参考平面R或初始平面B;
10、背镗循环指令G87
G87背镗加工循环指令指令格式为:
G87 G△△ X__ Y__ Z__ R__ Q__ F__
各参数的意义同G76。
其动作过程如下:
(1)镗刀快速定位到镗孔加工循环起始点B(X,Y);
(2)主轴准停、刀具沿刀尖的反方向偏移;
(3)快速运动到孔底位置;
(4)刀尖正方向偏移回加工位置,主轴正转;
(5)刀具向上进给,到参考平面R;
(6)主轴准停,刀具沿刀尖的反方向偏移Q值;
(7)镗刀快速退出到初始平面B;
(8)沿刀尖正方向偏移;
11、取消孔加工循环指令 G80
3固定孔循环应用实例
加工方板上13个直径不同、深度不同的孔,所用刀具及加工程序如下:
在加工过程中,由于所用三把刀的长度不同,故需设定刀具长度补偿。T11号刀具长度补偿量设定为+200.0,则T15号刀具长度补偿量为+190.0,T31号刀具长度补偿量为+150.0。
加工程序如下:
%
01234
N01 G92 XO YO Z0;(在原点设定坐标系)
N02 G90 GOO Z250.0 T11 M06;(换刀)
N03 G43 Z0 H11;(初始平面,刀具长度补偿)
N04 S30 M03;(主轴正转)
N05 G99 G81 X400.0 Y-350.0 Z-153.0 R-97.0 F120;(钻#1孔,返回到R平面)
N06 Y-550.0;(钻#2孔,返回到R平面)
N07 G98 Y-750.0;(钻#3孔,返回到初始平面)
N08 G99 X1200.0;(钻#4孔,返回到R平面)
N09 Y-150.0;(钻#5孔,返回到R平面)
N10 G98 Y-350.0;(钻#6孔,返回到初始平面)
N11 GOO G44 XO YO M05;(回原点,主轴停止)
N12 Z250.0 T15 M06;(刀具长度补偿取消,换刀)
N13 G43 Z0 H15;(初始平面,刀具长度补偿)
N14 S20 M03;(主轴正转)
N15 G99 G82 X550.0 Y-450.0 Z-130.0 R-97.0 P300 F70;(钻#7孔,返回到R平面)
N16 G98 Y-650.0;(钻#8孔,返回到初始平面)
N17 G99 X1050.0;(钻#9孔,返回到R平面)
N18 G98 Y-450.0;(钻#10孔,返回到初始平面)
N19 GOO G44 XO YO M05;(原点复归,主轴停止)
N20 Z250.0 T15 M06;(刀具长度补偿取消,换刀)
N21 G43 Z0 H31;(起始点位置,刀具长度补偿)
N22 S10 M03;(主轴正转)
N23 G85 G99 X800.0 Y-350.0 Z-153.0 R47.0 P50;(钻#11孔,返回到R平面)
N24 G91 Y-200.0 K2;(钻#12、#13孔,返回到R平面)
N25 G28 XO YO M05;(回原点,主轴停止)
N26 G44 Z0;(刀具长度补偿取消)
N27 M30;(程序结束)
想要资料的朋友欢迎加入我们万人社群,群内不定期分享您需要的资料
1肯纳《航空解决方案》PPT
2山特《圆柄刀具铣削策略》PPT
3 某外企《珩磨培训》资料
4 安卡培训资料
5 Mazak 程序设计资料
6 Grob资料
7 海德汉资料
8 各种精益生产培训
可以添加小编微信 fatliu1984 索取,也可以关注我们 公众号:切削之家(备注:头条)
相关参考
数控圆孔网(第十三节数控编程实例循环铣沉孔,条件语句结合G02走圆)
上一篇我们讲解了条件语句用于循环开槽的编程,只用了G01直线命令,基本了解了条件语句的应用。下面我们开始深化应用,用圆弧指令结合条件语句来加工那些尺寸较大的沉孔。这类孔尺寸大,不能通过钻孔的方式完成,我们...
数控车螺纹转速与什么有关系(在数控编程当中,那些循环指令你都悟透了吗?今天来教你)
大家好,我是木子,今天给大家带来,数控编程加工中,基本的编程方法里面常用的G,M,F,S,T这些代码指令,刀具补偿的后续,话不都说,上干货四、固定循环功能如图所示。每个孔的加工过程相同:快速进给、工进钻孔、快速退...
数控车床钻孔循环指令(数控机床固定循环编程(G80~G84)详解)
1.取消固定循环指令G80格式:G80功能:用G80取消固定循环方式,机床回到执行正常操作状态。孔的加工数据,包括R点,Z点等等,都被取消:但是移动速度命令会继续有效。2.定点钻孔循环G81格式:G81X_Y_Z_R_F_L_X__Y__为孔位数据Z__孔...
精加工循环(G70):G70P(ns)Q(nf)精加工循环指令一般与G71,G72配合使用。外圆粗车固定循环G71URG71PQUWFSTG71U(△d)表示吃刀量R(e)退刀余量G71P(ns)精加工第一行行号Q(nf)精加工最后一行行号U(△u)X轴余量W(△w)Z轴余量F(f)进给量S(s)转速T(t)刀号...
精加工循环(G70):G70P(ns)Q(nf)精加工循环指令一般与G71,G72配合使用。外圆粗车固定循环G71URG71PQUWFSTG71U(△d)表示吃刀量R(e)退刀余量G71P(ns)精加工第一行行号Q(nf)精加工最后一行行号U(△u)X轴余量W(△w)Z轴余量F(f)进给量S(s)转速T(t)刀号...
数控车床指令代码大全(学习数控车加工编程,搞懂这12个指令代码是关键)
1、G00快速定位指令2、G01直线插补指令3、G02顺时针圆弧插补指令4、G03逆时针圆弧插补指令5、G90外圆、内圆车削循环指令6、G71外圆粗车循环指令O0001;G98;M03S500T0101;G00X82Z3;G71U1.5R0.5;G71P1Q2U0.5W0.1F120;N1G00X0;G01Z0F80S1000;X20;X24...
大家晚上好,作为一个新手,如何快速成熟成一个合格数控编程人员,宏程序也是必须要会的一部分,今天抽了半个小时给大家写了以下宏程序的一些基础程序,希望对大家有所帮助,喜欢的朋友记得收藏!一:编圆G90G0G54X-10.Y0...
数控刀补u怎么使用(学习数控车加工编程,搞懂这12个指令代码是关键)
1、G00快速定位指令2、G01直线插补指令3、G02顺时针圆弧插补指令4、G03逆时针圆弧插补指令5、G90外圆、内圆车削循环指令6、G71外圆粗车循环指令O0001;G98;M03S500T0101;G00X82Z3;G71U1.5R0.5;G71P1Q2U0.5W0.1F120;N1G00X0;G01Z0F80S1000;X20;X24...
数控车床G76怎么用(学习数控车加工编程,搞懂这12个指令代码是关键)
1、G00快速定位指令2、G01直线插补指令3、G02顺时针圆弧插补指令4、G03逆时针圆弧插补指令5、G90外圆、内圆车削循环指令6、G71外圆粗车循环指令O0001;G98;M03S500T0101;G00X82Z3;G71U1.5R0.5;G71P1Q2U0.5W0.1F120;N1G00X0;G01Z0F80S1000;X20;X24...
数控加工工艺与编程(精华|数控加工中心编程技巧及常用指令一文通)
常用地址符含义地址功能含义A坐标字绕X轴旋转B坐标字绕Y轴旋转C坐标字绕Z轴旋转D补偿号刀具半径补偿指令E——第二进给功能F进给速度进给速度指令G准备功能指令动作方式H补偿号补偿号指令I坐标字圆弧中心X轴向坐标J坐标字...