数控铣床综合加工原理(森玛德数控:数控机床对刀原理与数控铣床对刀应用示例)
Posted
篇首语:青,取之于蓝而青于蓝;冰,水为之而寒于水。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控铣床综合加工原理(森玛德数控:数控机床对刀原理与数控铣床对刀应用示例)相关的知识,希望对你有一定的参考价值。
数控铣床综合加工原理(森玛德数控:数控机床对刀原理与数控铣床对刀应用示例)
森玛德数控:数控机床对刀原理与数控铣床对刀应用示例
情景一:刀具装上主轴对刀。先将机床参考点回零后,机床原点归于正向极限位置。通过对刀后,机床坐标显示为(a,b,c),即各轴偏置量,如图2a所示。刀长为L,如图2b所示,则工件坐标系原点在机床坐标系中的位置为(a,b,c-L)。

设任意编程坐标为A(m,n,o),则将此点坐标转换到机床坐标系里面的坐标为(a+m,b+n,o+c-L),而此时相应的机床坐标(主轴端面中心)为(a+m,b+n,o+c-L +L),即(a+m,b+n,o+c)(与刀长无关),此时刀具有明确的机床运动坐标。
情景二:刀具不装上主轴对刀(见图3)。先将机床参考点回零后,机床原点归于正向极限位置。通过对刀后,机床坐标显示为(a,b,c), 如图3所示,即各轴偏置量,则工件坐标系原点在机床坐标系中的位置为(a,b,c)。
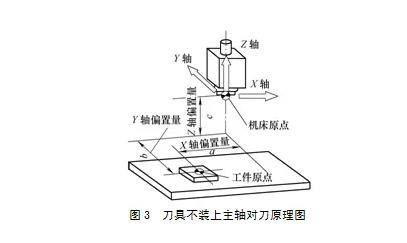
设任意编程坐标为A(m,n,o),设刀长为L,则将此点坐标转换到机床坐标系里面的坐标为(a+m,b+n,o+c),而此时相应的机床坐标(主轴端面中心)为(a+m,b+n,o+c+L)(与刀长无有关),此时刀具有明确的机床运动坐标。
此种情况对刀必须知道刀具长度L,其长度一般通过机外对刀仪对刀测量获得。
2.数控铣床对刀应用示例
现仅对数控铣床对刀应用操作作一个示例介绍。
(1)对刀操作基本条件。①寻边器,完成水平方向的对刀(见图4)。②Z轴设定器,完成高度方向的对刀(见图5)。

(2)对刀操作基本步骤。①将寻边器上、下部分人为稍偏心,装于主轴。②选择“MDI”操作方式,输入“M03 S600”启动主轴正转。③通过“手轮”(或“手动”)模式使刀具靠近工件。④Y方向对刀。⑤X方向对刀。⑥Z方向对刀。⑦检验对刀的正确性。
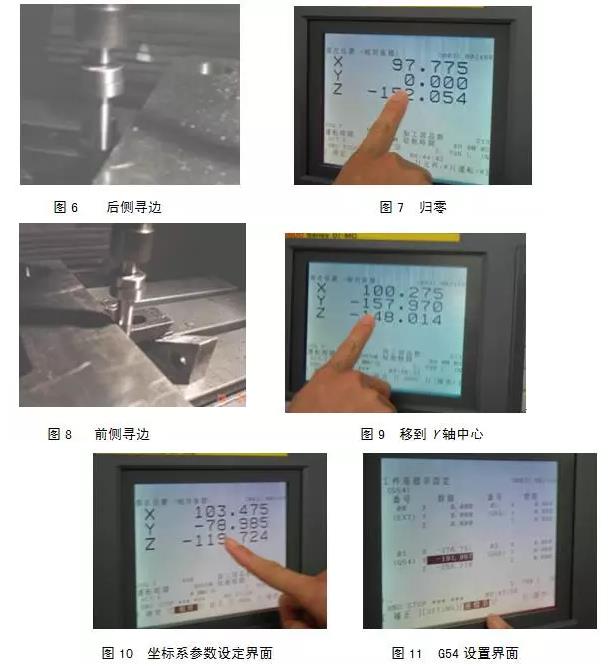
Y方向对刀:通过调节手轮使寻边器与工件一侧面与刀具接触,当刀具接近工件时,注意调整手轮的步距,选择“×10”档,当寻边器上下部分由偏心运动转为同轴运动时,其状态由抖动变为近似静止状态,如图6所示,此时认为已找到该侧面;按下“POS”键、软键“相对”或“综合”,输入Y,按“归零”软键,如图7所示;操纵主轴使寻边器向上抬起,使之离开工件上表面一定距离,通过操作手轮使寻边器与工件另一侧面接触,找正判别方法与上述相同,如图8所示;记下CRT上显示的“现在位置(相对坐标)”下的Y值,计算出Y1=Y/2;操作手轮,Z轴抬刀,再沿Y方向移动工作台至CRT上显示的“现在位置(相对坐标)”下的Y值为Y1的位置,如图9所示;在G54(注意:必须与加工程序中的选择工件坐标系指令一致)下设置Y值;按MDI键盘上的“OFFSET SETTING”键,按“坐标系”软键,进入坐标系参数设定界面(见图10、图11),用方位键“↓”将光标移至G54坐标参数设定区,将光标移至Y的坐标,输入Y0, 按“测量”软键。
X方向对刀:X方向对刀的操作过程类似于Y方向的对刀过程,不再赘述。

Z方向对刀:
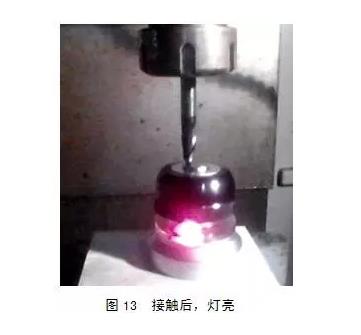
①主轴不转,将Z轴设定器置于工件上表面,如图12所示。
②操作手轮,使刀具与轴设定器心轴的上表面刚好接触,灯亮(见图13)即停止刀具Z向运动。
③在G54下设置Z值:按MDI键盘上的“OFFSET SETTING”键,按“坐标系”软键,进入坐标系参数设定界面,用方位键↓将光标移至G54坐标参数设定区,将光标移至Z的坐标,输入(Z0- Z轴设定器的高度值),按“测量”软键。
如果没有Z轴设定器的情况下,可以采取试切工件上表面的方法,即让刀具转动,在工件上表面轻轻刮起一层切屑为找正标准,再输入Z0即可)。
检验对刀的正确性:
①X、Y坐标检验:操作手轮使刀具在Z方向离开工件上表面一定的距离;选择MDI模式;按下PROG键;输入“G54 G00 X0 Y0 ;”;按下“循环启动”按钮,观察刀具是否到达(X0,Y0),到达设定位置,说明对刀正确,否则错误。
②Z坐标检验:操作手轮使工件远离机床主轴轴线。选择MDI模式;按下PROG键;输入“G54 G01 Z0 F300 ;”;按下“循环启动”按钮,注意观察刀具下降的过程,如果刀位点到达设定的Z0位置后停下来,说明对刀正确,如果刀具端面超过工作上表面而未停止,立即按下“急停”按钮。
相关参考
对刀是数控加工中的主要操作和重要技能。在一定条件下,对刀的精度可以决定零件的加工精度,同时,对刀效率还直接影响数控加工效率。仅仅知道对刀方法是不够的,还要知道数控系统的各种对刀设置方式,以及这些方式在...
对刀是数控加工中的主要操作和重要技能。在一定条件下,对刀的精度可以决定零件的加工精度,同时,对刀效率还直接影响数控加工效率。仅仅知道对刀方法是不够的,还要知道数控系统的各种对刀设置方式,以及这些方式在...
...数控系统,具体的操作方法是:先通过机械操作面板启动数控机床,接着由CRT/MDI面板输入加工程序,然后运行加工程序。1)启动数控机床操作①机床启动按钮ON②程序锁定按钮OFF2)编辑操作①选择MDI方式或EDIT方式②按(PRGRM)...
...数控系统,具体的操作方法是:先通过机械操作面板启动数控机床,接着由CRT/MDI面板输入加工程序,然后运行加工程序。1)启动数控机床操作①机床启动按钮ON②程序锁定按钮OFF2)编辑操作①选择MDI方式或EDIT方式②按(PRGRM)...
...数控系统,具体的操作方法是:先通过机械操作面板启动数控机床,接着由CRT/MDI面板输入加工程序,然后运行加工程序。1)启动数控机床操作①机床启动按钮ON②程序锁定按钮OFF2)编辑操作①选择MDI方式或EDIT方式②按(PRGRM)...
数控车床一个刀位装2把刀如何对刀(数控车床对刀及其操作原理)
...数控系统,具体的操作方法是:先通过机械操作面板启动数控机床,接着由CRT/MDI面板输入加工程序,然后运行加工程序。1)启动数控机床操作①机床启动按钮ON②程序锁定按钮OFF2)编辑操作①选择MDI方式或EDIT方式②按(PRGRM)...
一、背景工业化进程加快,机械制造业也在不断发展。数控机床技术在技术发展的影响下有了很大的进步。在数控机床的加工中,对刀起着重要的作用。由于对刀过程是一项技术活动,加强对对刀过程中常见操作问题的认识,可...
数控主轴编码器输出原理(数控车床上螺纹加工的三大问题和解决方法)
...螺纹的修正车削,需二次装夹二次对刀,限制了数控车床加工螺纹的加工效率,螺纹精度要求较高时,如梯形螺纹还需两侧面进行精加工,需先粗加工后换精车刀进行精加工,如果不能很好地解决加工进程中的装刀对刀问题,数...
对刀是数控加工中的主要操作和重要技能。在一定条件下,对刀的精度可以决定零件的加工精度,同时,对刀效率还直接影响数控加工效率。仅仅知道对刀方法是不够的,还要知道数控系统的各种对刀设置方式,以及这些方式在...
数控怎么对刀(对刀的方法竟然有这么多种老板再也不用担心你不会对刀)
...控车床来说,在加工前首先要选择对刀点,对刀点是指用数控机床加工工件时,刀具相对于工件运动的起