数控铣床的转速和进给(数控铣床与数控加工中心有区别?)
Posted
篇首语:旦旦而学之,久而不怠焉,迄乎成。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控铣床的转速和进给(数控铣床与数控加工中心有区别?)相关的知识,希望对你有一定的参考价值。
数控铣床的转速和进给(数控铣床与数控加工中心有区别?)
数控技术
也叫计算机数控技术(CNC,Computerized Numerical Control),目前它是采用计算机实现数字程序控制的技术。这种技术用计算机按事先存贮的控制程序来执行对设备的运动轨迹和外设的操作时序逻辑控制功能。由于采用计算机替代原先用硬件逻辑电路组成的数控装置,使输入操作指令的存贮、处理、运算、逻辑判断等各种控制机能的实现,均可通过计算机软件来完成,处理生成的微观指令传送给伺服驱动装置驱动电机或液压执行元件带动设备运行。

数控铣床
数控铣床是在一般铣床的基础上发展起来的一种自动加工设备,两者的加工工艺基本相同,结构也有些相似。数控铣床有分为不带刀库和带刀库两大类。数控铣床形式多样,不同类型的数控铣床在组成上虽有所差别,但却有许多相似之处。

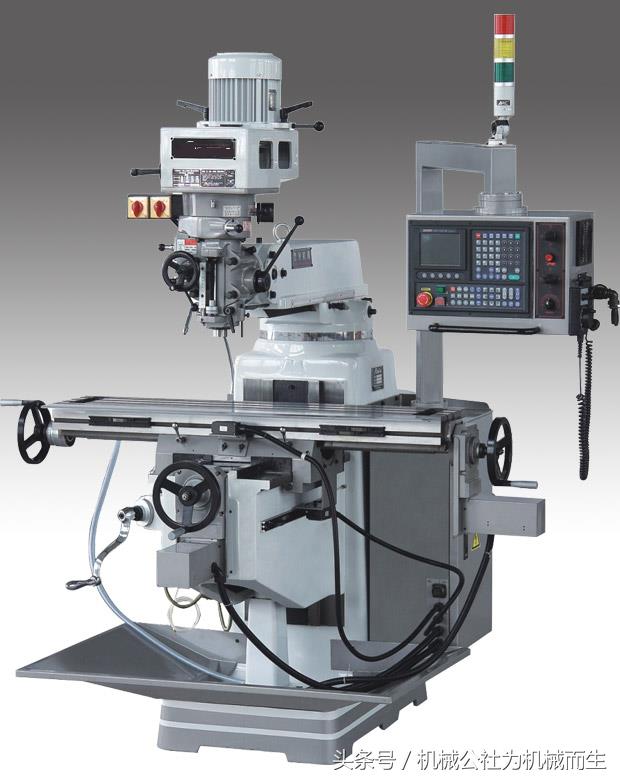
数控铣床全数字交流伺服驱动。该机床由6个主要部分组成.即床身部分,铣头部分,工作台部分,横进给部分,升降台部分,冷却、润滑部分。床身内部布局合理,具有良好的刚性,底座上设有4个调节螺栓,便于机床进行水平调整,切削液储液褴设在机床座内部。

数控铣床加工能力
平面加工:数控机床铣削平面可以分为对工件的水平面(XY)加工,对工件的正平面(XZ)加工和对工件的侧平面(YZ)加工。只要使用两轴半控制的数控铣床就能完成这样平面的铣削加工。
曲面加工:如果铣削复杂的曲面则需要使用三轴甚至更多轴联动的数控铣床。

2011年,中国生产铣床109.84万台,实现工业总产值6606.5亿元,同比增长32.1%,其中数控铣床27.21万台,增速达15.26%,数控铣床已成为铣床消费的主流。尤其是高档数控铣床属于高端装备制造业,具有高技术含量、高技术附加值的特征,是发展战略性新兴产业重要着力点,未来高档数控铣床市场巨大。

龙门数控铣床
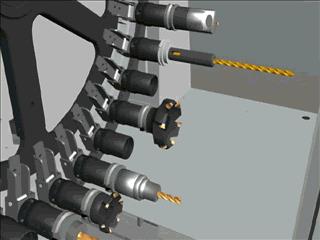
数控加工中心

加工中心就是数控铣床,区别是:数控铣床没有自动刀库,加工中心有自动换刀的刀库,满足多种刀具、长时间、自动化加工。(数控铣床有分为不带刀库和带刀库两大类。其中带刀库的数控铣床又称为加工中心。)
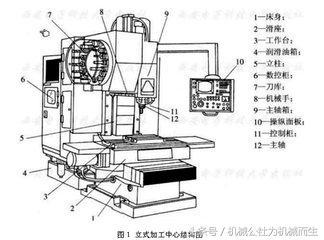

立式加工中心结构
加工中心由于工序的集中和自动换刀,减少了工件的装夹、测量和机床调整等时间,使机床的切削时间达到机床开动时间的80%左右(普通机床仅为15~20%);同时也减少了工序之间的工件周转、搬运和存放时间,缩短了生产周期,具有明显的经济效果。加工中心适用于零件形状比较复杂、精度要求较高、产品更换频繁的中小批量生产。

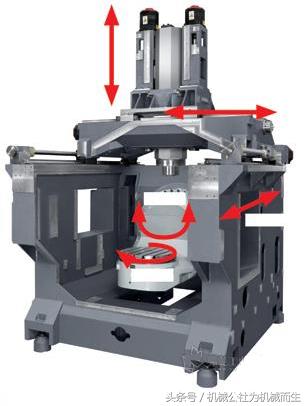
卧式加工中心结构
卧式加工中心是指主轴轴线与工作台平行设置的加工中心,主要适用于加工箱体类零件。它的工作原理是工件在加工中心上经一次装夹后,电脑能自动选择不同的刀具,自动改变机床主轴转速,依次完成工件多个面上多工序的加工。卧式加工中心主要通过数控系统、伺服驱动装置控制机床基本运动,其结构的主要特征是主轴水平设置,通常由3-5个运动部件(主轴箱、工作台、立柱或主轴套等)组成。

在卧式加工中心上设置自动交换工作台,构成柔性制造单元(FMC),实现工件自动交换,即在加工的同时可进行另一个工件装卸。加工工件经一次装夹后,完成多工序自动加工,自动选择及更换刀具,自动改变机床主轴转速和进给速度,自动实现刀具与工件的运动轨迹变化以及自动实现其它辅助功能。与立式加工中心相比较,卧式加工中心结构复杂,占地面积大,价格也较高,而且卧式加工中心在加工时不便观察,零件装夹和测量时不方便,但加工时排屑容易,对加工有利。卧式加工中心按立柱是否运动分为固定立柱型和移动立柱型。

横梁上装有可铣可镗的铣镗头,其主轴(套筒或滑枕)能作轴向机动进给并有运动微调装置,微调速度可低至5毫米/分。

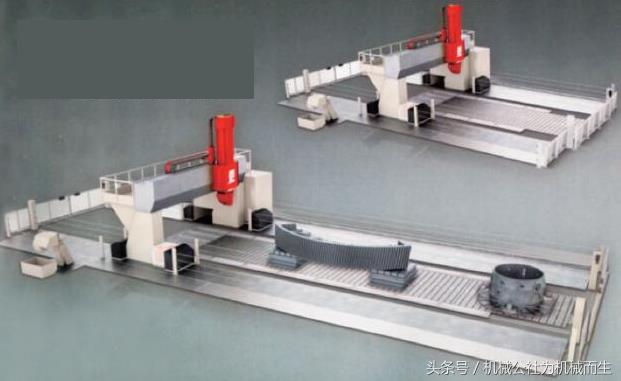
龙门加工中心
龙门加工中心是指主轴轴线与工作台垂直设置的加工中心,主要适用于加工大型零件。龙门铣床由立柱和顶梁构成门式框架,横梁可沿两立柱导轨作升降运动,横梁上有1~2个带垂直主轴的铣头,可沿横梁导轨作横向运动,两立柱上还可分别安装一个带有水平主轴的铣头,它可沿立柱导轨作升降运动。有定梁式(横梁固定、工作台移动/转动),动梁式(横梁上下移动、工作台前后移动)

动柱式(工作台固定,龙门架移动),天车式(工作台固定,横梁移动)也有以上复合形式的多类龙门加工中心。


天车式
加工的特性、能力、针对的产品加工用途也不完全一样。加工时工作台和工件不动,而由龙门架移动,其特点是占地面积小,承载能力大,龙门架行程可达20米,便于加工特长或特重的工件,在龙门铣床上可以用多把铣刀同时加工表面,所以生产效率比较高,适用与成批和单件生产,用以加工中型和大型工件。

动柱式龙门加工中心
大型龙门铣加工精度和生产率均较高,适合在成批和大量生产中加工大型工件的平面和斜面,数控龙门铣床还可加工空间曲面和一些特型零件,大型龙门铣床(工作台6×22米)的总重量达850吨。

这些铣头可同时加工几个表面,每个铣头都具有单独的电动机(功率最大可达 150千瓦)、变速机构、操纵机构和主轴部件(见机床主轴)等,加工时,工件安装在工作台上并随之作纵向进给运动(见机床)。
龙门铣床还有一些变型以适应不同的加工对象。
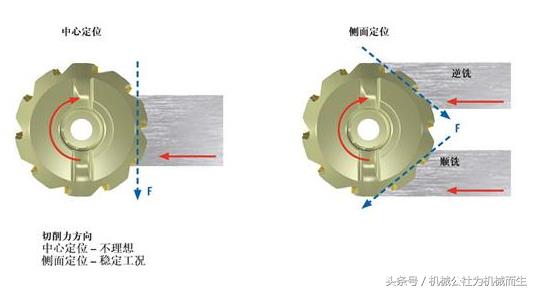
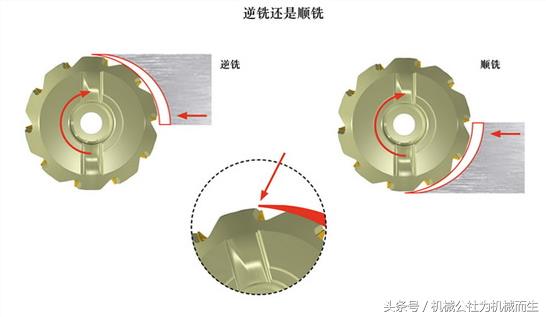
大型龙门铣加工中心铣削大多数是用逆铣方式来完成,但是,应尽量采用顺铣,这样会取得更好的加工效果,因为龙门加工中心逆铣时,刀片切入前产生强烈摩擦,造成加工表面硬化,使下一个刀齿难以切入。

当龙门铣床顺铣时,应使铣削宽度大约等于2/3铣刀直径,这可保证刀刃一开始就能立即切入工件,几乎没有摩擦,如果小于1/2铣刀直径,则刀片又开始"摩擦"工件,因为切入时切削厚度变小,每齿进给量也将因径向切削宽度的变窄而减小,"摩擦"的结果使刀具寿命缩短,对于硬质合金刀具,增加每齿进给量和减小切削深度是比较有利的。

所以粗铣时,若径向切削宽度小于铣刀半径时,增加走刀量,其刀具寿命将会提高,龙门铣床加工时间随之缩短,当然,精铣需要工件表面光洁,所以应限制走刀量。
试调这一径向铣削宽度,确定铣刀直径与径向铣削宽度之比的工作,最好在高精度龙门加工中心上进行,以便在调整比率的同时,观察其工件表面粗糙度的变化。
【机械公社】致力于提供机械的行业技术 ,为行业人士建立和拓展全技术能力提供技术服务,是机械行业一个跨屏技术互动应用系统。更多行业技术请关注微 机械公社圈

相关参考
数控机床转速和进给的匹配(CNC加工中心、转速、进给怎么设置比较合理?)
...刀等刀具切削将毛胚料加工成半成品或成品零件。现在,数控加工机床已经广泛的应用于所有的机械加工领域。cnc加工
数控车床如何进给(数控加工中心刀具转速进给参数表,干货知识,没有你就亏大了)
...你们的UG编程睿希老师,今天给大家的学习干货资料是《数控加工中心刀具转速进给参数表》没有你就亏大了,这个表格涵盖了很多丰富的知识,想学习的朋友们可以点赞收藏起来!领取途径:点赞关注+转发+私信=免费领取学习
数控车刀具参数(数控加工中心刀具转速进给参数表,干货知识,没有你就亏大了)
...你们的UG编程睿希老师,今天给大家的学习干货资料是《数控加工中心刀具转速进给参数表》没有你就亏大了,这个表格涵盖了很多丰富的知识,想学习的朋友们可以点赞收藏起来!领取途径:点赞关注+转发+私信=免费领取学习
数控雕刻机刀具参数设置(数控加工中心刀具转速进给参数表,干货知识,没有你就亏大了)
...你们的UG编程睿希老师,今天给大家的学习干货资料是《数控加工中心刀具转速进给参数表》没有你就亏大了,这个表格涵盖了很多丰富的知识,想学习的朋友们可以点赞收藏起来!领取途径:点赞关注+转发+私信=免费领取学习
...别呢?我们一起来看看吧。一、加工效率 数控车床:转速高,切削力大,是普通车床的1.5倍以上。 普通车床:进给较慢,切削力相等,导轨宽度较窄。 二
...别呢?我们一起来看看吧。一、加工效率 数控车床:转速高,切削力大,是普通车床的1.5倍以上。 普通车床:进给较慢,切削力相等,导轨宽度较窄。 二
数控铣床与普通铣床主要区别(数控铣床和加工中心到底有什么区别?行业内人士傻傻分不清)
数控铣床和加工中心到底有什么区别,其实这个问题不仅是对于外行的人很困惑,很多行业内人士也有傻傻分不清的。简单的说就是加工中心是数控铣床的升级版本,如果把数控铣床比喻成钢铁圣斗士的话,那加工中心就是黄金...
本机床是适应性很广的普通车床,适用于机械、汽车、拖拉机、仪器、仪表行业的生产车间和工具维修车间的半精加工及精加工。能够车削零件的外圆、内孔、端面、锥面及公制、英制、模数螺纹,还可承担割切、钻孔、铰孔、...
数控车床的转速和进给怎么算(数控车床编程,车削的线速度Vc,切削深度ap,进给量F如何确定?)
...示单位:m/min。切削过程中线速度的具体表现主要是主轴转速。换算公式为:S=VcX1000/3.14DD:被加工工件切削直径2.切削深度ap待加工工件表面至已加工工件表面的距离,表示单位:mm。3.进给量F工件每旋转一转,在切削方向上移动...
数控车床最大吃刀量(精讲切削参数,数控车削程序转速进给设置多少,看完不再求人)
如果将数控车削技术比作武功修炼的话,那么车削三要素(切削深度vc、进给率Fn和切削深度Ap)就是内功心法的修炼,数控程序就是武功的招式,好比郭靖的降龙十八掌,如果空有招式,只不过花拳绣腿罢了,不堪一击,所以扎...