数控铣床的发展史(数控加工切削理念的变迁与发展)
Posted
篇首语:我要做的绝不止此。我不是寻求者。我要为自己创造一个属于自己的太阳!本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控铣床的发展史(数控加工切削理念的变迁与发展)相关的知识,希望对你有一定的参考价值。
数控铣床的发展史(数控加工切削理念的变迁与发展)
上世纪50年代末第一台数控机床的诞生至今,数控机床已经有70多年的发展历史。随着科学技术飞速发展,加工理念也从重切削加工到轻切削的转变,再到现在的高速加工的转变。从而推动了数控机床、刀具、工具及辅助软件的综合发展。目前高速加工理念在国内已经广泛运用。
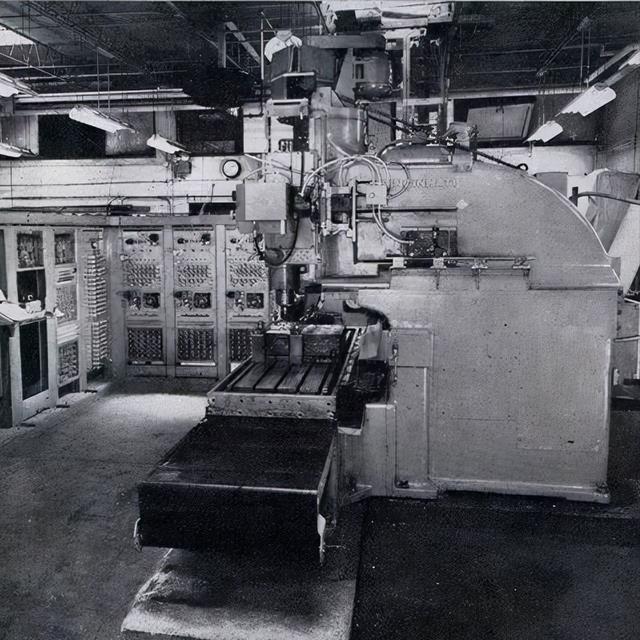
重切削——低转速低进给重切削
数控切削在早期加工理论基本与普通机床的加工理论相同,主要是机床、刀具、辅助软件等多方面的限制造成。
机床:加工中心最初由数控铣床发展而来,上个世纪时加工中心属于比较先进技术,属于少数国家的核心技术,价格昂贵,当时主体基本都是整体铸造而成,整体刚性较高,主轴为齿轮传动。
刀具材料:上世纪时刀具材料基本为高速钢(HSS),硬质合金钢为主,此类材料不耐高温,不可高速加工,切削速度一般在2~25m/min。
进给系统:机床台面轨道为硬轨道(直接接触),滚珠丝杆副加伺服电机传动,电机高速转动时,滚珠丝杆转动惯性较大,刚性变差,从而导致磨擦磨损加剧,使传动误差加大,严重影响到机床的动态性能,所以能实现的进给速度较小。
辅助软件:当时基本为手动画图,CAD/CAM还未普及,数控加工基本是手动编程,限制其刀具路径的复杂性。
冷却系统:切削油、皂化液等,增加润滑降低温度。

总结:由于刀具和进给系统的原因只能实现低转速和低进给,机床的刚性好以及加工效率因素等多种原因使用大切削量加工。
缺点:低转速无法得到较好质量的加工面,低进给带来的低效率,大切削也意味着内应力的加大,加工精度的不稳定性提高,切削液对环境的污染。
轻切削——高转速快进给低切削

在本世纪初期,机床、刀具、辅助等多方面出现大幅度的技术革新,机床进给系统、涂层式的刀片及CAD/CAM辅助软件等技术的大力发展,从而促进了从重切削到轻切削的转变。
机床:加工中心在本世纪初期得到快速发展,普通加工中心的价格被大幅度压低,导致了加工成本的压缩,导致了机床的整体刚性的降低,主轴也多为皮带传动。
刀具材料:粉末压铸烧结工艺和表面涂层工艺的成熟,涂层类的硬质合金铣刀普遍应用。
进给系统:线性导轨的技术也逐渐成熟,线性导轨加伺服电机传动得到了广泛应用。
冷却系统:喷汽、切削液(干式切削与湿式切削同时存在)
辅助软件:Mastercam、UGnx等CAD/CAM辅助软件开始普及。
总结:由于刀具和进给系统的更新,辅助软件的普及,又由于机床的刚性的不足等多方原因推动了轻切削理念的发展。

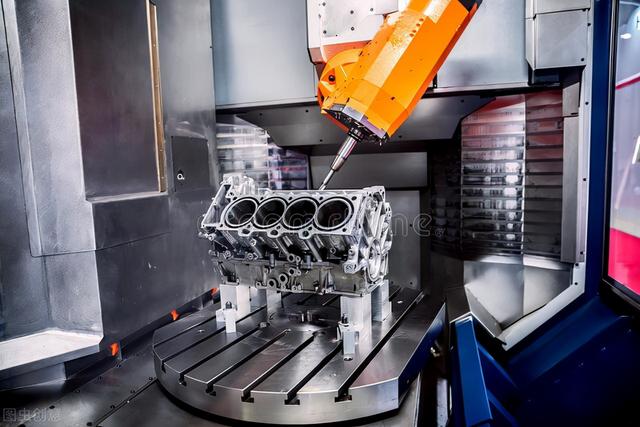
高速加工——超高转速、快进给、大切深、薄侧切

高速加工理念其实在上世纪就已经提出,但对机床、刀具、辅助软件等多方面要求较高,一直未能推广普及。在近十几年内,机床、刀具、工具、辅助软件等多方位的发展,目前在国内已开始普及高速加工。
机床:多轴机床的应用进一步降低了机床刚性,但电主轴技术成熟,主轴稳定性及转数进一步提高。
刀具、工具:陶瓷刀具、立方碳化硼,涂层刀具的普及应用,刀柄系统技术进一步升级,较好的刚性和良好的动平衡性。
进给系统:直线电机驱动系统的应用,能较好解决滚珠丝杆的反向间隙、惯性和刚性不足等问题。有较高精度的高速移动,并且有良好的平稳性。
辅助软件:AD/CAM辅助软件出现特定的高速加工刀路。如Mastercam的动态铣削。
冷却系统:喷汽式、干切。
总结:由于主轴、刀具和进给系统辅助软件的一系列的更新实现超高转速和快进给,机床的刚性的不足只用较小的切削量,实验发现切深的加大可降低切削震动,所以“小切深变”为“大切深小侧切”。但想完美地利用好动态铣削的效果对机床性能、刀具系统要求较高。目前基本运用场景多以航空航天,船舶、汽车等核心零件加工。
第一次尝试写文章,如观点内容错误,望请指正虚心接受。谢谢!
奋斗小飞
2022-01-04
相关参考
切削工具是机械制造中用于切削加工的工具。绝大多数的刀具是机用的,但也有手用的。由于机械制造中使用的刀具基本上都用于切削金属材料,所以“刀具”一词一般就理解为金属切削刀具。切削木材用的刀具则称为木工刀具...
...吨,占全球钨产量的84%,居全球首位。2019年,硬质合金切削刀具占我国硬质合金总需求
数控切削加工顺序的安排原则(数控加工中刀具的选择和切削用量的确定)
刀具的选择和切削用量的确定是数控加工工艺中的重要内容,它不仅影响数控机床的加工效率,而且直接影响加工质量。CAD/CAM技术的发展,使得在数控加工中直接利用CAD的设计数据成为可能。特别是微机与数控机床的联接,使...
数控跳汰机的风阀参数(风雨兼程六十年——从一个小厂的变迁看煤炭洗选加工业成长)
...,是山西省建成的第一座大型选煤厂,同时也是西山煤电发展史上唯一的中央型炼焦煤选煤厂。建厂初期,陌生的工艺、
...等优点的工作母机。数控机床的技术水平高低及其在金属切削加工机床产量和总拥有量中的百分比,是衡量一个国家国民经济发展和工业制造整体水平的重要标志之一。数控车床是数控机床的主要品种之一,它在数控机床中占有...
我国车床的发展(机床行业研究报告:数控、国产化率提高,机床行业持续向好)
...造机器的机器。机床是机械加工中的重要工具,一般通过切削、钻孔、磨削、剪切等方式处理或加工金属或其他刚性材料。根据处理材料的不同,机床包括金属加工机床、木工机床、特种机床等。目前与工业生产制造关系更密切...
数控刀片是怎么制造的(刀具材料的发展简史 ,你知道刀具材料都有几种呢?)
...久,又有了物质的软硬的“概念”,知道用硬的东西可以切削软的东西。在远古时代所谓的“切削”,开始是“去除加工”。那时,硬的东西首先是石头,把石头弄碎、磨光作为工具。后来随着铁的发现,制作出比石头更锋利的...
成形车床(2021年中国金属切削机床市场现状分析,数控国产化刻不容缓「图」)
...磨床等种类。随着更多样化的加工需求出现,加工中心从数控铣床发展而来,并逐渐成为当前世界上产量最高、应用最广泛的数控机床之一。加工中心与数控铣床最大的区别在于具有自动交换加
金属切削工艺是机械制造中最主要的工艺方式,任何切削都必须具备三个基本要素:切削工具、工件和切削方式。随着机床和刀具的不断发展,切削的精度、效率和自动化程度、切削油质量不断提高,从而大大促进了现代机械制...
数控机床提高加工(提高数控机床高速加工能力与精度的革命性电主轴方案)
...高机床的高速加工能力呢?要实现高速加工,拥有更高的切削速度是不可或缺的前提条件,而为高速切削工具提供驱动力的电主轴,在其中扮演着最为关键的角色,如果将数控机床等高速加工设备比喻为现代制造业的“运动健将...