数控铣床怎么算转数和进给(收藏|铣削公式)
Posted
篇首语:新长征路上,有风有雨是常态,风雨无阻是心态,风雨兼程是状态。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控铣床怎么算转数和进给(收藏|铣削公式)相关的知识,希望对你有一定的参考价值。
数控铣床怎么算转数和进给(收藏|铣削公式)
切削自媒体技术交流平台
行业:汽车/重工/航空/模具/3C/医疗等
规模:超万人技术社群
福利1:私信 回复 “技术” 您将获得平台发送的《技术手册》免费-免费-免费
福利2:私信 回复 “第一期” 您将获得 切削之家资料第一期
1关注 2 私信 (右上方)

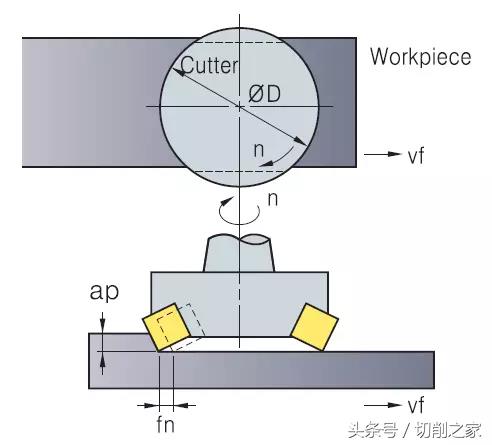
常用铣削加工计算公式
切削速度Vc (m/min)

Dcap:实际切深处的切削直径,单位(mm)
n:主轴转速,单位(rpm)
主轴转速n (rpm)
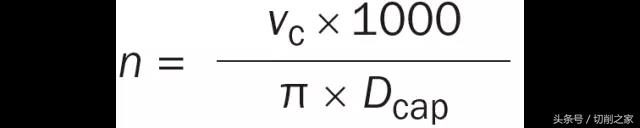
Dcap:实际切深处的切削直径,单位(mm)
Vc:切削速度,单位(m/min)
每齿进给量fz (mm)
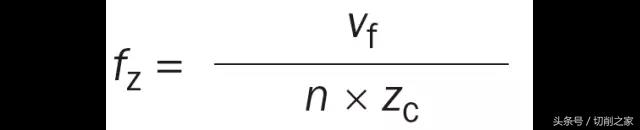
Vf:工作台进给,单位(m/min)
n:主轴转速,单位(rpm)
zc:有效齿数
金属去除率Q (cm3/min)

ap:切削深度,单位(mm)
ae:径向切削宽度,单位(mm)
Vf:工作台进给,单位(m/min)
工作台进给或进给速度 (mm/min)

fz:每齿进给量,单位(mm/z)
n:主轴转速,单位(rpm)
zc:有效齿数
扭矩Mc (Nm)

Pc:净功率,单位(KW)
n:主轴转速,单位(rpm)
净功率要求Pc (KW)

ap:切削深度,单位(mm)
ae:径向切削宽度,单位(mm)
Vf:工作台进给,单位(m/min)
kc:特定切削力,单位(N/mm²)
特定切削力Kc (N/mm²)
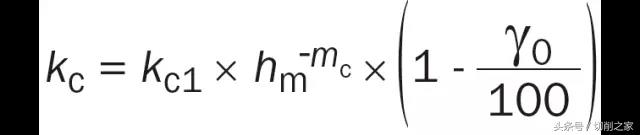
kc1:特定切削力,适用于hm= 1 mm,单位(N/mm²)
hm:平均切屑厚度,单位(mm)
mc:实际校正系数hm
γ0:切屑前角
更多技术文章欢迎搜索我们自媒体“切削之家”
自媒体:切削之家
编辑人:刘晶磊
小编ID:565695880
注:
福利1:私信 回复 “技术” 您将获得平台发送的《技术手册》免费-免费-免费
福利2:私信 回复 “第一期” 您将获得 切削之家资料第一期
重要的事情说三遍 私信-私信-私信
相关参考
1.铣削速度V指铣刀旋转时的圆周线速度,单位为m/min计算公式:V=兀DN/1000D——铣刀直径,mm;N——主轴(铣刀)转速,r/min。从上式可得到:主轴(铣刀)转速:N=1000V/兀D铣削速度V推荐值2.进给量在铣削过程中,工件相对于铣刀的...
数控铣转速的计算(常用的车削、铣削、钻削加工计算公式全在这里了,随用随查)
...,单位(m/min)ap:切深(吃刀量),单位(mm)fn:每转进给量,单位(mm/r)●净功率Pc(kW)Vc:切削线速度,单位(m/min)ap:切深(吃刀量),单位(mm)fn:每转进给量,
数控车床加工内孔视频(常用的车削、铣削、钻削加工计算公式全在这里了,随用随查)
...,单位(m/min)ap:切深(吃刀量),单位(mm)fn:每转进给量,单位(mm/r)●净功率Pc(kW)Vc:切削线速度,单位(m/min)ap:切深(吃刀量),单位(mm)fn:每转进给量,
数控车床进给(切削速度、吃刀量、进给速度三者关系及计算公式,很实用记得收藏)
...的形式写入程序中。切削用量包括切削速度、背吃刀量及进给速度等。对于不同的加工方法,需要选用不同的切削用量。1、切削用量的选择原则粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精...
数控车床进给速度计算(切削速度、吃刀量、进给速度三者关系及计算公式,很实用记得收藏)
...的形式写入程序中。切削用量包括切削速度、背吃刀量及进给速度等。对于不同的加工方法,需要选用不同的切削用量。1、切削用量的选择原则粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精...
数控切削用量(切削速度、吃刀量、进给速度三者关系及计算公式,很实用记得收藏)
...的形式写入程序中。切削用量包括切削速度、背吃刀量及进给速度等。对于不同的加工方法,需要选用不同的切削用量。1、切削用量的选择原则粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精...
数控铣床切削参数(炮塔铣床、数控铣床在加工中的铣削用量及切削层参数)
1、炮塔铣床、数控铣床的铣削基本运动。炮塔铣床、数控铣床在铣削时,工件与铣刀的相对运动,称为铣削运动。它包括主运动和进给运动。主运动是铣刀的旋转运动,进给运动是工件的移动或回转。 2、炮塔铣床、数控铣床...
德标与国标对照表(【CNC加工】CNC切削进给计算及螺纹铣削及编程加工策略)
相信很多人都知道铣刀进给计算公式F=n*Fz*Z,其中n为转速,Z为刀具齿数,Fz为每齿进给。同时大家会发现,相同大小刀具,转速齿数一样的时候,不同刀片摆放角度的刀具进给差异很大,有的可以给到5000,有的到500就不行。这...
广数系统攻牙怎样编程(【CNC加工】CNC切削进给计算及螺纹铣削及编程加工策略)
相信很多人都知道铣刀进给计算公式F=n*Fz*Z,其中n为转速,Z为刀具齿数,Fz为每齿进给。同时大家会发现,相同大小刀具,转速齿数一样的时候,不同刀片摆放角度的刀具进给差异很大,有的可以给到5000,有的到500就不行。这...
数控机床的工作进给速度调整范围比(你真的知道吗,数控的切削速度吃刀量进给速度三者关系及计算公式)
...的形式写入程序中。切削用量包括切削速度、背吃刀量及进给速度等。对于不同的加工方法,需要选用不同的切削用量。1、切削用量的选择原则粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精...