数控铣床和参数有关的报警(数控铣床导轨副常见故障诊断?)
Posted
篇首语:宁可枝头抱香死,何曾吹落北风中。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控铣床和参数有关的报警(数控铣床导轨副常见故障诊断?)相关的知识,希望对你有一定的参考价值。
数控铣床和参数有关的报警(数控铣床导轨副常见故障诊断?)
(1)数控铣床导轨上的移动部件运动不良或不能移动。若导轨间隙过小或压板与导轨压得过紧,或导轨表面研伤,都会造成移动部件运动不良、卡滞甚至不能移动,进而产生进给电动机过热报警的故障。如果故障原因是压板压得过紧,则应卸下压板,重新调整压板与导轨间隙;如果是导轨镶条调得太紧,使镶条与导轨的间隙太小,则需松开镶条止动螺钉,调整镶条螺栓,使运动部件运动灵活,保证0.03mm的塞尺无法塞进,然后锁紧止动螺钉。
(2)数控铣床导轨研伤。润滑油能使导轨间形成一层极薄的油膜,阻止或减少导轨面直接接触,减小摩擦和磨损,从而延长导轨的使用寿命。同时,对于低速运动,导轨的润滑可以防止爬行;对高速运动,则可减少摩擦热和热变形。
出现导轨研伤故障的主要原因是润滑系统出现故障,导致导轨润滑不良,或因维护不佳,导轨防护罩损害但未及时更换,使导轨里落入脏物。另外,长期加工短工件或承受过分集中的载荷,也会使导轨局部磨损严重。
(3)数控铣床加工面在接刀处不平。导轨是数控铣床各主要部件相对位置和运动的基准,它的精度直接影响数控铣床成形运动之间的相互位置关系。因此它是影响工件的几何误差的主要因素之一。
排除此类故障的方法是:①调整机床使其水平;②调整导轨在水平面内和垂直面内的直线度误差;③调整前后导轨在垂直面内的平行度(扭曲度)误差。

(4)数控铣床低速爬行。低速运动时,作为运动部件的动导轨易产生爬行现象。低速运动的平稳性与导轨的结构和润滑,动、静摩擦因数的差值,以及导轨的刚度等有关。因此,原来工作正常的数控铣床,若出现低速爬行的故障,主要原因可能是润滑系统中润滑泵工作不正常或油路堵塞,从而使导轨润滑状态不良。
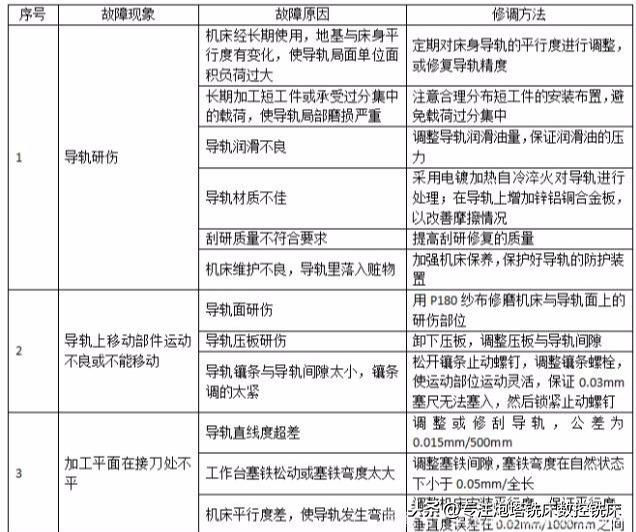
导轨副常见故障的诊断与修调方法下表。
【例1】移动过程中产生机械干涉的故障维修。
故障现象:某加工中心采用直线滚动导轨,安装后用扳手转动滚珠丝杠进行手感检查,发现工作台X轴方向移动过程中产生明显的机械干涉故障,运动阻力很大。
故障分析及处理:故障明显发生在机械结构部分。拆下工作台,首先检查滚珠丝杠与导轨的平行度,检查合格。再检查两条直线导轨的平行度,发现导轨平行度严重超差。拆下两条直线导轨,检查中滑板上直线导轨安装基面的平行度,检查合格。再检查直线导轨,发现一条直线导轨的安装基面与其滚道的平行度严重超差(0.5mm)。更换合格的直线导轨,重新装好后故障排除。

【例2】跟踪误差过大报警的故障维修。
故障现象:CJK6136型数控机床运动过程中Z轴出现跟踪过大报警。
故障分析及处理:该机床采用半闭环控制系统,在Z轴移动时产生跟踪误差报警,参数检查无误后,对电动机与丝杠的连接部行检查,结果正常。将系统的显示方式设为负载电流显示,空载时发现电流为额定电流的40%左右,快速移动时就出现跟踪误差过大报警。用手触摸Z轴电动机,明显感觉到电动机发热。检查Z轴导轨上的压板,发现压板与导轨间隙小于0.01mm。可以判断是由于压板压得太紧而导致摩擦力太大,使得Z轴移动受阻,导致电动机电流过大而发热,快速移动时产生丢步而造成跟踪误差过大报警。松开压板,使得压板与导轨间的间隙为0.020.04mm。锁紧紧定螺母,重新运行,机床故障排除。

【例3】导轨润滑不足的故障维修。
故障现象:TH6363型卧式加工中心Y轴导轨润滑不足。
故障分析及处理:TH6363卧式加工中心采用单线阻尼式润滑系统,故障产生以后,开始认为是润滑时间间隔太长,导致Y轴润滑不足。将润滑电动机启动时间间隔由15min改为10min,Y轴导轨润滑有所改善但是油量仍不理想,故又集中注意力查找润滑管路问题,润滑管路完好,拧下Y轴导轨润滑计量件,检查发现计量件中的小孔堵塞。清洗后,故障排除。

如果本篇文章对你有所帮助,欢迎点个赞或者关注一下,感谢您的阅读,如果您有更好的建议,欢迎在下方评论区留言。关注炮塔铣床数控铣床,每天与大家分享精密机床知识。
相关参考
...床滚珠丝杠副在选型及安装上一些基本方法。滚珠丝杠副参数的选择及预拉伸安装方法,确保滚珠丝杠副在合理的温升范围内满足工作要求。随着汽车、国防、航空、航天等工业技术高速发展,各种高性能合金材料的大量应用,...
数控车直径编程和半径编程的区别(数控发那科系统参数总表,干货分享,建议收藏)
系统参数不正确也会使系统报警。另外,工作中常常遇到工作台不能回到零点、位置显示值不对或是用MDI键盘不能输入刀偏量等数值,这些故障往往和参数值有关,因此维修时若确认PMC信号或连线无误,应检查有关参数。一.16...
数控车床故障维修(CAK系列数控车床维修实例-参数丢失故障)
例46参数丢失,开机就报警。(2013.2.28)机型:CAK6150D(H),CNC:FANUC0TD(CNC控制器:A02B-0098-B541,伺服放大器:A06B-6089-H206)。该机床1997年9月出厂,时间很久了。这种机床采用机械变档和双速电机、离合器变速,三档机械手柄...
数控钻床总线断开故障(什么是数控钻铣床?有哪些参数?应用于高端制造哪些方面?)
设备简介:数控龙门钻铣床系列主要用于法兰、盘类、环件、平板等厚度在有效范围内工件的高效钻孔加工。可在单质材料零件及复合材料上实现钻通孔、盲孔。机床加工过程数字控制,操作十分方便。能实现自动化、高精度、...
普通车床数控改造的总结(CAK系列数控车床维修实例-参数丢失故障)
例46参数丢失,开机就报警。(2013.2.28)机型:CAK6150D(H),CNC:FANUC0TD(CNC控制器:A02B-0098-B541,伺服放大器:A06B-6089-H206)。该机床1997年9月出厂,时间很久了。这种机床采用机械变档和双速电机、离合器变速,三档机械手柄...
数控机床故障报警及解决方法(数控机床的10种常见故障及解决方式)
这种现象主要是丝母与丝杠间存在间隙所引起,由于丝母与丝杠长期在某一段运行,使该段的间隙增大,在程序开始时,测定的丝杠间隙被补偿到程序里,但在磨损段无法补偿时,则工件局部尺寸超差。解决的办法是修理或更换...
滚动直线导轨的选型参数表(关于滚动直线导轨副的分类,你可能还不知道)
关于滚动直线导轨副的分类,你可能还不知道!那就跟着我的脚步一起来探索一下吧!滚动直线导轨副以滑块和导轨间的滚动代替相对接触滑动。滚动直线导轨副按滚动体的形状可分为滚珠式、滚柱式和滚针式三种。HTPM直线导...
滚动直线导轨的选型参数表(关于滚动直线导轨副的分类,你可能还不知道)
关于滚动直线导轨副的分类,你可能还不知道!那就跟着我的脚步一起来探索一下吧!滚动直线导轨副以滑块和导轨间的滚动代替相对接触滑动。滚动直线导轨副按滚动体的形状可分为滚珠式、滚柱式和滚针式三种。HTPM直线导...
数控机床m01错误(CNC数控机床参数的设置,以及报警解除方法,干货)
...让初次使用三菱CNC的调试工程师感到困惑。而且三菱CNC的参数多达700余种,哪些是开机时必须设置的呢?又如何解除故障报警呢?本文根据调试经验就上述问题作一说明,以期对调试工程师有所帮助。1.开机参数1.1基本参数的设...
数控磨床mk1320(数控工作中常用的数控机床参数,实用收藏)
...需要更换或修理故障件。当时没有合适的备件,可以先将参数900#3置“0”,暂时将手摇脉冲发生器不用,改为用点动按钮单脉冲发生器操作来进行刀具微调工作。等手摇脉冲发生器修好后再将该参数置“1”。2.当机床开机后返...