数控铣床加工(加工中心、数控铣编程与操作(五))
Posted
篇首语:高斋晓开卷,独共圣人语。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控铣床加工(加工中心、数控铣编程与操作(五))相关的知识,希望对你有一定的参考价值。
数控铣床加工(加工中心、数控铣编程与操作(五))
第二节 编程与操作
一、准备功能(G代码 )
G00、G01、G02、G03、G04……G99
模态:是指该指令在程序段中一经指定便持续有效,直至被程序中出现同组的另一指令或其他指令取消,才失去效用。
非模态:是指该指令只在指令它的程序段中有效。
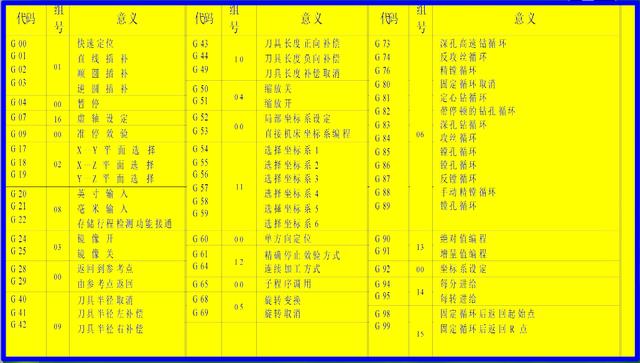
G指令(准备功能)
1、G00:快速定位
格式:G00 X _ Y_ Z_ ;
X、Y、Z:绝对值指令时是终点的坐标值;增量值指令是指刀具移动的距离。
G00为模态功能,可由同组的G代码注销。
用参数No.1401的第一位(LRP)可以选择下面两种刀具轨迹之一:
非直线插补定位
刀具分别以每轴的快速移动速度定位,轨迹一般不是直线;
直线插补定位
刀具以不超过每轴的快速移动速度,在最短的时间内定位。
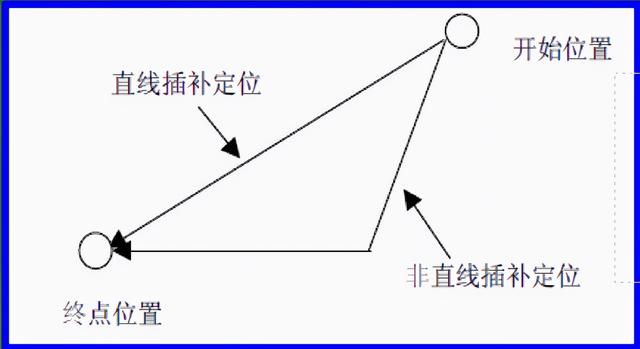
两种刀具轨迹
2、G01 :直线插补
格式: G01 X _ Y_ Z_ F_;
X、Y、Z:绝对值指令时是终点的坐标值;增量值指令是指刀具移动的距离。
G01为模态功能,可由同组的G代码注销。
G01可缩写成G1
F:为进给指令,需指定,单位:mm/min
F分=F转X S
F值在程序中持续有效,直到指定另一F值。
3、进给速度单位的设定G94、G95
格式: G94 [ F_ ]
G95 [ F_ ]
G94为每分钟进给,F的单位依G20/G21的设定而分别为inch/min、mm/min。此外,G94 F_可以指定旋转轴的速度,旋转轴的速度单位为 度/min。
G95为每转进给,在F之后,直接指定刀具在主轴转一转的进给量,单位依G20/G21的设定而分别为inch/r、mm/r。
G94、G95为模态功能,可相互注销,G94为缺省值。
例:
…… ……;
G94 G1 X30. Y50. F200;
X80. Y120. F300;
…… ……;
G0 Z20.;
G95 X10. Y10. F0.3;
G1 … …
在开机默认的前提下,G94可省略。
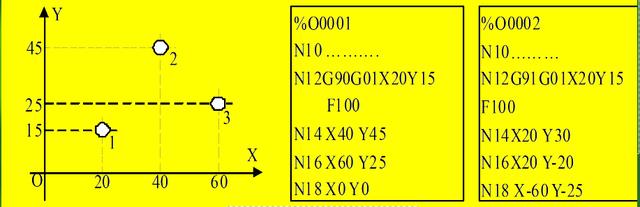
4、G90:绝对值编程
G91:增量值编程(相对值)
格式: G90 G_ X _ Y_ Z_ F_ ;
G91 G_ X _ Y_ Z_ F_ ;
G :G代码;
G90:绝对值编程,每个轴上的编程值是相对于坐标原点;
G91:增量值编程,每个轴上的编程值是相对于前一位置而言的,该值等于沿轴移动的距离。
G90、G91为模态功能,G90为缺省值。
区别:下图给出了刀具由原点按顺序向1、2、3点移动时两种不同指令的区别。
5、坐标系
(1)基本坐标轴
数控机床的坐标轴和方向的命名制订了统一的标准,规定直线进给运动的坐标轴用X,Y,Z表示,常称基本坐标轴。
(2)、机床坐标系与工件坐标系
开机时机床默认的是机床坐标系(机械坐标系),为了方便编程,在机床上建立一个坐标系,这个坐标系叫做工件坐标系。
机床坐标系的规定:
永远假定工件静止,刀具相对工件运动。
以右手迪卡尔坐标系确定机床坐标系。
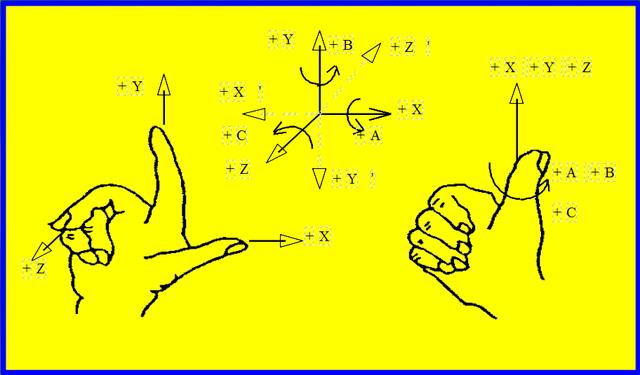
右手迪卡尔坐标系
(3)、坐标系的方向
a、Z坐标方向
把传递切削动力的主轴规定为Z轴,加工工件的方向为负方向,远离工件的方向为正方向。
b、X坐标方向
面向机床,左右方向为X轴坐标方向,右方向为X轴负方向。
c、Y坐标方向
垂直于X、Z坐标轴,面向机床,立式加工中心Y轴为前后方向,向前为负方向;卧式加工中心Y轴为垂直上下方向,向下为负方向。
(4)旋转轴方向
指分别为绕X、Y、Z轴旋转的附加轴A、B、C三个轴,顺时针方向为正方向。
6、机床原点、机床参考点
(1)机床原点
机床原点也叫机床零点,即机床坐标系的原点。他确定了机床行程范围,一般由行程开关控制位置。开机回零就是回机床原点。
(2)机床参考点
由系统参数来确定的点,该点的作用是机床执行诸如换刀等的一些特殊动作。
7、工件坐标系
为了编程方便,我们在机床上设立的坐标系称为工件坐标系。
(1)工件原点
工件原点是编程和工件加工的零点。
(2)工件坐标系选择G54~G59
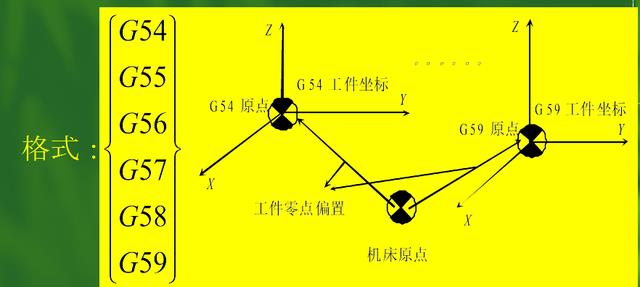
例如:
G54 G00 X100. Y100. ;
G58 G00 X150. Y100. ;
(3)工件坐标系扩展
FANUC系统具有工件坐标系扩展功能,除了6个工件坐标系(标准工件坐标系) G54到G59以外,还可使用48个附加工件坐标系(因系统而异)。
指定格式:
G54.1 P n; 或G54 P n;
P n :指定附加工件坐标系的代码
n :1 ~48
如:G54.1 P10 X Y ;
关注我看更多数控文章
相关参考