数控铣床刀补怎么使用(FANUC数控铣床编程实例2-铣削矩形零件平面二)
Posted
篇首语:最是人间留不住,朱颜辞镜花辞树。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控铣床刀补怎么使用(FANUC数控铣床编程实例2-铣削矩形零件平面二)相关的知识,希望对你有一定的参考价值。
数控铣床刀补怎么使用(FANUC数控铣床编程实例2-铣削矩形零件平面二)
当刀具直径小于零件平面宽度时,就要走多行轨迹,此时要考虑的是走几行,行间距是多少。

不加刀补折线往返平行走刀铣削平面
上图零件使用ø12立铣刀加工,零件平面宽度24mm,显然不可能一次走刀加工完成。行间距取2/3倍的刀具直径,即8mm,两次刀轨间,刀具切过的重叠宽度则为4mm。
刀具下刀点仍然是位于工件左侧之外,且刀具侧刃与工件有一定安全距离,Y位置要使刀具外沿超出工件下边缘一定宽度。
刀轨次序 | 刀具中心Y坐标 | 本次走刀刀具切削工件的宽度 |
1 | 2 | 8 |
2 | 10 | 16 |
3 | 18 | 24 |
4 |
从表格中可以看到,当第三次走刀结束时,切削完成的工件宽度正好等于24,如果按这样编程,工件这一侧边缘一定有翻出的毛刺。如果再增加一次走刀,肯定没问题,但浪费了时间。其实,只要将第三次走刀刀轨Y向增加一毫米即可,即把第三次走刀Y值改为19或20都可以,只要和第二次走刀,刀具切削区域有重叠就行。
将工件坐标系置于工件上表面左下角点,程序编制如下:
T03M6
G90G54G40G43H3G00Z100M03S2500
M08
G00X-10Y2
G00Z5
G1Z-1F500
G1X58F800
Y10
X-10
Y19
X58
G0Z100
T0M6
M9
M5
M30
刀轨显示
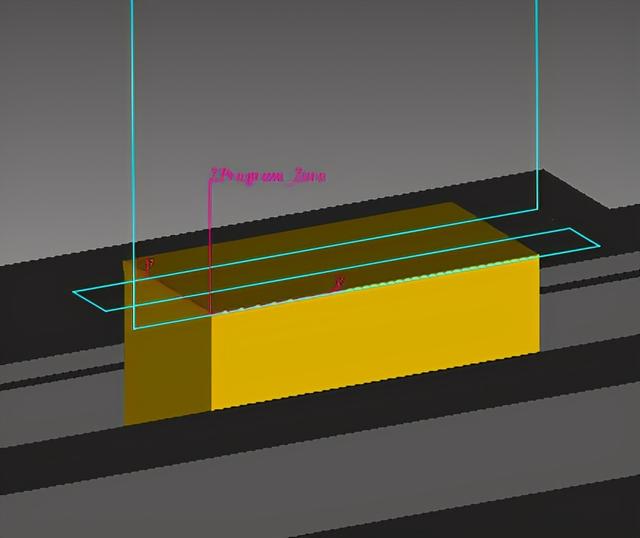
多行走刀铣削平面的刀具轨迹
仿真结果

多行走刀加工平面的仿真结果
如果需要加工两层,即Z-2再加工一次该平面,则程序修改如下:
T03M6
G90G54G40G43H3G00Z100M03S2500
M08
G00X-10Y2
G00Z5
G1Z-1F500
G1X58F800
Y10
X-10
Y19
X58
G0Z100
G00X-10Y2
G00Z5
G1Z-2F500
G1X58F800
Y10
X-10
Y19
X58
G0Z100
T0M6
M9
M5
M30
此时的刀具轨迹,多了一层,如图所示:

平面铣削分层加工刀具轨迹
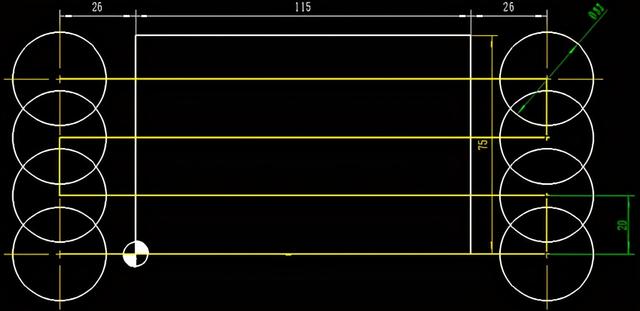
下图编制平面加工程序原理相同,ø32刀具铣削115*75平面。下刀时的安全间隙和每次走刀的跨出距离,以及宽度方向第一刀和最后一刀的超出量都不是绝对的,可以根据个人的经验设定。
相关参考
数控车床g98编程实例(FANUC数控铣床编程实例18-复杂凹十字台加工)
下图零件是在方形零件上方加工六棱凸台,再在凸台上加工二层凹槽。可以使用φ13立铣刀加工这些特征,另外的三个孔可以使用钻头和铰刀加工。工步1:铣削棱柱凸台走刀轨迹如下参考程序T3M6G90G54G40G43H3G00Z100M03S2500M08G00X70Y23G00Z...
数控铣削加工中刀具补偿的作用(玩数控不懂“刀具补偿”,你如何闯荡江湖?)
...01表示换1号刀,后面的01表示使用1号刀具补偿。刀具号与刀补号可以相同,也可以不同。指令格式二:T04D01;该指令为SIEMENS系统转刀指令,T04表示换4号刀,D01
FANUC系统数控铣床几个简单编程实例 实例一平面加工 参考程序: O0001; G90G94G21G17; G91G28Z0; G90G54M03S350; G00X-52.0Y-50.0; Z5.0M08; G01Z-8.0F50; Y50.0F52; G00Z5.0; X-44.0Y-50.0; G01Z-4.0F50; Y50.0F52; G00Z5.0; X10.Y50.0; G01Z-6.0F50; G02X10.0Y...
数控车床螺纹编程实例(FANUC螺纹车削编程详解,做数控车床的都收藏了)
普通铣床改装数控铣床(数控铣削编程,分享两个加工实例介绍,方法步骤很详细)
嗨,大家好,我是INNOCUT,在之前分享的编程中,很多小伙伴存在疑问,今天给大家详细讲讲两个零件的编程方法。首先根据图样要求,毛坯及前道工序加工情况,确定工艺方案及加工路线。1.以已加工过的底面为定位基准,用台...
数控铣怎么编程(数控铣削编程,分享两个加工实例介绍,方法步骤很详细)
嗨,大家好,我是INNOCUT,在之前分享的编程中,很多小伙伴存在疑问,今天给大家详细讲讲两个零件的编程方法。首先根据图样要求,毛坯及前道工序加工情况,确定工艺方案及加工路线。1.以已加工过的底面为定位基准,用台...
数控铣圆编程怎么编(数控铣削编程,分享两个加工实例介绍,方法步骤很详细)
嗨,大家好,我是INNOCUT,在之前分享的编程中,很多小伙伴存在疑问,今天给大家详细讲讲两个零件的编程方法。首先根据图样要求,毛坯及前道工序加工情况,确定工艺方案及加工路线。1.以已加工过的底面为定位基准,用台...
专业工种数控铣课程铣工工艺与技能训练课题V形槽的铣削授课班级授课时间授课学时教学目标知识目标1、V形槽铣削方法;2、V形槽的检测方法;3、V形槽的质量分析;技能目标会铣V形槽教学重点V形槽的铣削方法教学难点对称度...
数控G03圆球头编程实例(第三章 FANUC oi系统数控车床操作)
第一节FANUCO-TDⅡ控制面板一、系统功能指令表在表3-1中列出的是FANUCO-TDⅡ系统常用指令。表3-1系统功能指令表G(M)代码组功能*G00G01G02G0301组定位(快速进给)直线插补(切削进给)圆弧插补CW(顺时针)圆弧插外CCW(逆时针)G0...
数控专业面试官常问的问题(数控编程面试题,高考结束后,很多人会用得上)
...何形状不复杂的零件,自动编程的经济性好()2、在FANUC数控铣床编程系统种,G49为取消机床半径补偿状态()3、刀具补偿功能包括刀补的建立,刀补执行和刀补的取消三个阶段()4、轮廓加工中,在接近拐角处应适当降低切...