数控铣床刀具类型(数控加工技术CNC常用刀具讲解)
Posted
篇首语:不操千曲而后晓声,观千剑而后识器。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控铣床刀具类型(数控加工技术CNC常用刀具讲解)相关的知识,希望对你有一定的参考价值。
数控铣床刀具类型(数控加工技术CNC常用刀具讲解)
下面我们就来讲讲CNC常用的刀具。
1. 铣刀的应用
铣削为各种切削方式中变化最大,用途最广的切削方式。所以无论是槽孔、凹切、平面以至于各种造型之面皆可加工,而且经由铣削加工可获得表面亮度极佳与精准之尺寸。铣刀是一种多刃口的圆形刀具,铣削的原理为应用铣刀之多刃旋转产生切削作用,所以虽然刀具切入工件甚深,但每一切刃之切削量并不大,因此每一切刃之切削厚度仍可维持很薄,所得之加工面亦佳,且刀具寿命能维持甚久。切削效率佳,用途广泛,所以铣刀在目前金属加工中占有极高之分量。
由于铣刀在目前的切削加工中,几乎可取代大部分之传统切削刀具,故无论在铣刀之材料、造型、结构…等等之设计制造上,不但种类极为繁多而且复杂。现在仅就下列一般模具铣削加工中常用之铣刀种类作说明介绍。
2.铣刀的种类
在模具铣削加工中,由于模具本身即是有复杂造型之工件,在考虑切削效率、刀具寿命以及工件形状…等的因素下,因此要只使用单一种形状之铣刀便可将模具加工完成是不可能的。所以在模具加工中常会需要用到不同形状的铣刀来加工模具,一般模具加工最普遍使用的铣刀有以下三种: A、端铣刀;B、球刀;C、圆鼻刀。
2.1端铣刀的特点
在铣削2D形状的工件时,由于与工件接触的区域为外缘与底面,所以不论是刀间距或是切削深度都可以使用极有效率的数值。反之如果用于铣削3D形状的模具时,你可以发现与工件接触的区域几乎都是靠近尖点的部位,所以你必须要减少刀间距或是切削深度,因此加工效率降低。
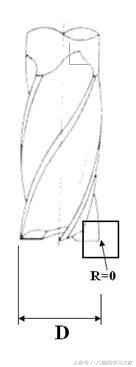
端铣刀之外形如右图所示,铣刀之外缘及底面均有铣齿以构成切刃,所以可以用来铣削工件之垂直面以及垂直面。端铣刀之刀形变化非常复杂,适用于各类加工,如:铣平面、沟槽或轮廓面…等等,可说是被运用最为广泛的一种铣刀。一般来说端铣刀非常适用于2D形状的工件,但是应用于3D形状的模具加工时,就不是那么的适用。我们就以下原因说明端铣刀应用于模具加工时所发生的问题:
一、如下图框框所指出的区域,你可以看到此处为一尖点。所 以甚为脆弱,一旦此处尖点崩坏,那么铣刀寿命也就随之完结。所以端铣刀的寿命不甚稳定。
所以在模具加工中,端铣刀一般会被用来加工模具中的2D区域,如:垂直面以及水平面或是模具中尖角的区域会用端铣刀将之加工出来。而在传统方式的模具加工中,端铣刀也会被用来作粗加工。下面图标为端铣刀的实际加工范例。

2.2球刀
如下图所示,底部刀刃为一球形状的铣刀为球刀。球刀在目前的模具加工使用上相当的频繁,尤其是在铣削3D的模具时,球刀更是不可缺少的工具。

与前者-端铣刀比起来,因为球刀没有像端铣刀底部为尖点的刀刃,而是带有R角的刀刃,所以球刀的刀刃更为强壮,不易崩坏;换句话说,球刀的寿命会比端铣刀更为稳定。除此之外,球刀与工件接触的区域为R角的刀刃,因此在精加工时刀间距可用更大的数值,加工面也有极佳的效果。
因此不论是刀具寿命或是加工效率,球刀在模具加工上是不错的选择!不过同样的,球刀在模具加工时也会遭遇一些问题。在铣削3D模具时球刀虽然与工件接触的区域为R角的刀刃,但是实际的接触位置却会随着工件的形状而改变,这样的差异会带来以下的影响:
2.2.1切削速度
切削最基本的概念就是赋予切削刀刃以及被切削材相对速度,当刀刃材质比被切削材硬而且切削速度达到时,被切削材与刀刃接触的区域就会被移除。因此切削速度对于刀具的切削效果非常重要,如果切削速度不够或太低,那么刀刃就不是在切削工件,而是在磨工件。为了产生切削速度,所以在车削中就是旋转工件产生切削速度;在铣削中就是旋转刀具产生切削速度。如下图中所显示的球刀,

当在旋转时,1、2、3点的位置其对应的切削速度均不相同,甚至2这一点的切削速度几乎等于0。因此球刀的缺点就是切削速度不稳定。以下图范例来说,

你可以看到球刀在铣削3D的工件时刀刃与工件接触的位置会不断的改变,因此切削速度一直在改变。在a、c两点时其切削速度稳定,所以此区域为刀刃在切削工件,可以得到良好之加工面。而在b、d两点时会因切削速度太低甚至没有切削速度导致刀刃在摩擦工件,加工面质量当然会大受影响。
2.2.2刀具损耗
球刀在铣削较平坦的区域时,如下:此时与工件接触的位置大部分都为a、b、c这几个位置。所以其实是用球刀的底部在铣削工件。当整个工件这类的区域范围很大时,球刀底部除了切削速度低外,底部的刀刃也会很快的磨损,两侧的刀刃其实并没有用到,所以加工面不仅质量低落而且因为刀具损耗的关系,加工面的精度也会受到影响。

球刀在模具加工中最常用来铣削
球刀在模具加工中最常用来铣削3D的模具,尤其是在精加工以及清角加工时,但不适合用于铣削较平坦之区域,因与工件接触面积小,无法加大刀间距。下面图标为球刀的实际加工范例。

2.3圆鼻刀
如左下图所示,圆鼻刀的外形与端铣刀类似,均为平坦的底部设计,所不同的是圆鼻刀的底部为带有R角的刀刃而不是尖点的刀刃,所以刀刃的强度比端铣刀好,不易崩坏,因此刀具的寿命会比端铣刀要好。

除此之外,圆鼻刀比球刀、端铣刀有更佳的加工效率,尤其是在粗加工时。因为圆鼻刀底部是平的,圆鼻刀的水平刀间距可以用的比球刀更大。在精加工时,它同样拥有与球刀一样的优点,所以刀间距也可以可用更大的数值。因此圆鼻刀不论是用于粗加工以至于精加工,都是非常合适的选择。
在铣削3D模具时,圆鼻刀还有另外一项优点是使用球刀所比不上的。球刀本身会随着与工件接触的位置不同,切削速度而有非常大的变化,所以加工面质量不稳定。圆鼻刀虽然也有这样的情形,不过它的切削速度的变化并不像球刀那样有极大的变化。因此使用圆鼻刀加工的工件,质量当然稳定。以下说明圆鼻刀切削速度稳定的原因。
2.3.1切削速度
如下图为模拟圆鼻刀在铣削3D工件时圆鼻刀与工件接触的情况,

你可以看到在a、b、c、d四点时,刀刃与工件接触的位置。不管刀刃与工件怎么接触,刀刃的接触区域都会落在左下图中所显示的Ⅰ、Ⅱ两个区域。从这图中可以清楚的了解,即使圆鼻刀的接触点也会像球刀一样不断的改变,但是所造成的切削速度变化不会像球刀那样剧烈,甚至在b、d两点的位置时,球刀的切削速度会几乎为0,但是圆鼻刀能保持一定的切削速度。所以使用圆鼻刀加工时当然可以维持刀刃是在切削的状态,加工面的质量当然就会稳定。左下图为使用圆鼻刀进行粗加工,用圆鼻刀粗加工的好处为其水平刀间距可以使用的很大,所以粗加工效率远比球刀来的好;如下

图则为用圆鼻刀精加工,圆鼻刀的优点就是切削速度变化稳定,所以你可以看到在精加工后工件的表面呈现出金属在被切削后的光亮。
3.依刀具装置区分
一般就铣刀的使用方式可将其区分为下列两种形式的铣刀:
1.舍弃式刀具
2.整体式刀具
3.1舍弃式刀具
此种形式刀具,顾名思义,即铣刀之刀刃部分为可更换的设计。通常在设计上分为刀座以及刀片两部分,刀片即为铣刀中的刀刃用来切削工件,而刀座则做为固定或支撑刀片。刀座的直径即决定铣刀的大小,此外,刀座也可作成多刃的设计。刀片部分则有许多形状,材质…等变化。使用者可以视不同的加工情况更换适合的刀片,刀片上所有切刃都使用磨耗后,刀片即抛弃而不重磨,只需更换新的刀片。所以刀具成本、使用弹性为其优点。下列图示为舍弃式刀具。

3.2整体式刀具
整体式刀具为刀刃与刀体为一体的设计,铣刀上之刀刃与铣刀身皆由同一材料所制成,所以在精度以及刀刃的强度上整体式刀具会比舍弃式刀具来的高,但是相对的制作刀具的材料成本就会提高,而且刀刃在磨耗后需再重新研磨才可再使用。另外因为考虑刀刃的强度以及制作上的难度,在制作10mm以下的舍弃式刀具极为不易,所以一般10mm以下的铣刀都为整体式刀具。下列图示为整体式刀具。

以上针对CNC常用的端铣刀进行的分类、总结、分析及影响,欢迎大家多多指教。


当你想学编程,找不到学习的方法?
想是问题做才是答案,如果你想学的话你可以加作者获取视频资料软件学习。因很多粉丝想跟作者交流 特此申请了个数控交流群 大家一起学习一起交流 有想一起交流的朋友可以私信作者,群里也提供免费的视频资料 UG软件等各种一切免费资料
关注小编之后私信回复: UG
可以领取学习资料,祝大家学有所成!
相关参考
数控机床刀库分类有哪些(这是我见过最全的关于CNC数控刀具的分类和用途介绍了)
一)刀具分类刀具常按加工方式和具体用途,分为车刀、孔加工刀具、铣刀、拉刀、螺纹刀具、齿轮刀具、自动线及数控机床刀具和铰刀等几大类型。刀具还可以按其它方式进行分类,如按所用材料分为高速钢刀具、硬质合金刀...
CNC加工中心之所以被广泛应用,其优势是加装了机械手圆盘刀库,在刀库中装了多种加工工序类型的刀具。工件通过一次装夹可以完成多工序的加工,避免了因为手动换刀引起的精度误差。那么加工中心所使用的刀具有哪些类型...
数控车床对钻头的方法(CNC机台相关知识,以及钻头的打磨方法,刀具的认识,你都知道吗)
...给大家带来CNC机台相关知识,以及钻头的讲解磨法,数控刀具的讲解,希望大家喜欢,喜欢的多多支持哦!一.CNC机台各G、M码的认识G00快速定位G01直线切削 G02圆弧切削(顺时针)G04暂停G03圆弧切削(逆时针)G28原點復歸G81钻...
...所以在选择工具时有很多问题值得考虑。本文介绍CNC常用刀具的相关知识。我认为好的工具是提高CNC加工效率的第一步。模具材料和涂层当今使用的各种刀具材料具有适合不同加工要求的特性。普通工具材料所需的性能包括低摩...
数控加工常用的刀具有哪些(数控加工技术中,常用刀具类型都在这里)
数控车削加工中,外圆刀,用于外圆的车削,根据主偏角不同可,分为90°、75°、45°等数控车削加工中,切槽刀,主要用于切槽和切断数控车削加工中,数控镗刀,主要用于内孔的加工数控铣削加工中,面铣刀,主要用于平面的...
数控车床的刀是什么材料(数控加工技术中,常用刀具类型都在这里)
数控车削加工中,外圆刀,用于外圆的车削,根据主偏角不同可,分为90°、75°、45°等数控车削加工中,切槽刀,主要用于切槽和切断数控车削加工中,数控镗刀,主要用于内孔的加工数控铣削加工中,面铣刀,主要用于平面的...
CNC加工中心之所以被广泛应用,其优势是加装了机械手圆盘刀库,在刀库中装了多种加工工序类型的刀具。工件通过一次装夹可以完成多工序的加工,避免了因为手动换刀引起的精度误差。那么加工中心所使用的刀具有哪些类型...
数控刀具店回收旧刀(干货-机加工行业必看-CNC数控刀具管理规定)
1、目的:为规范公司的刀具的管理和使用,控制刀具耗用成本,制定本规定。2、适用范围:CNC加工所有耗用刀具。3、定义:耗用刀具:可换式刀具的刀片、钻头、立铣刀、丝攻、成型刀具、白(钨)钢棒、手磨刀等被领用消耗的刀具...