数控铣床主轴工作原理(为什么数控铣床上的许多齿轮是插出来的?是因为插齿精度高吗?)
Posted
篇首语:一万年来谁著史,三千里外欲封侯。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控铣床主轴工作原理(为什么数控铣床上的许多齿轮是插出来的?是因为插齿精度高吗?)相关的知识,希望对你有一定的参考价值。
数控铣床主轴工作原理(为什么数控铣床上的许多齿轮是插出来的?是因为插齿精度高吗?)

插齿加工相当于把一对相互啮合的直齿圆柱齿轮中一个齿轮的轮齿磨制成具有前、后角的切削刃,以这一齿轮作为插齿刀进行加工,在插齿刀与相啮合的齿坯之间强制保持一对齿轮啮合的传动比关系的同时,插齿刀做往复运动,就能包络出合格的渐开线齿廓。从齿廓成形的原理来讲,插齿也属于展成法。
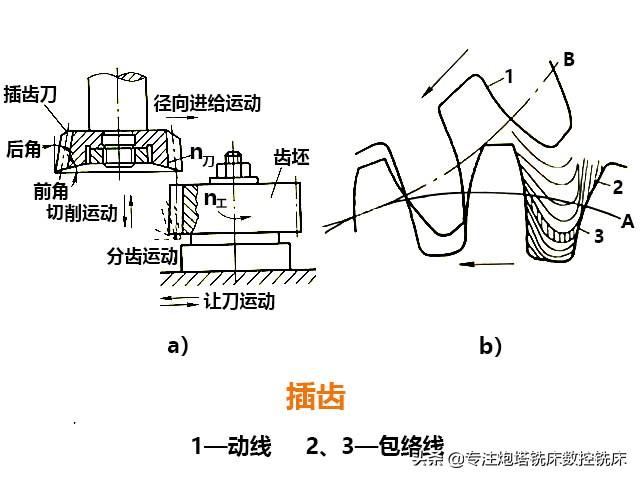
齿形的包络过程中,假定被切齿轮的圆A不转动,而插齿刀的圆B上固接着动线1绕A圆做纯滚动,同时B圆做上、下往复运动,此时B圆上固有的齿形就与A圆上相啮合侧占据一系列顺序位置,包络出A圆上的全部渐开线齿形。
插齿加工可加工直齿和斜齿圆柱齿轮,特别适合加工在滚齿机上不能加工的多联齿轮和内齿轮。插齿加工时插齿刀和工件之间的运动如下:

(1)主运动。插齿刀的上下往复运动实现切削运动,以每分钟往复次数表示。插齿刀向下为工作行程,向上为空行程;常用的插齿机一般采用插齿刀每转1转,往复运动12001500次,为提高生产率,高速插齿机可采用插齿刀每转1转,往复运动2500次,效率比常用插齿机提高了24倍。
(2)分齿运动。即展成运动,使插齿刀和工件之间保持一对圆柱齿轮的啮合关系,由插齿机床的传动链提供强制性啮合运动,即插齿刀转过一个齿时,工件也转过一个齿,满足i=n刀/n工=z工/z刀(n刀、n工为插齿刀和工件的转速,z工、z刀为插齿刀与工件的齿数)。

(3)圆周进给运动。插齿刀自身每一往复行程在分度圆上所转过的弧长为圆周进给量,单位是mm/双行程。因此,插齿啮合过程也是圆周进给过程。插齿刀旋转速度的快慢决定了工件旋转速度的快慢,也直接关系到插齿刀的切削负荷,以及被加工齿轮的表面质量、生产率和插齿刀的寿命等。适度提高圆周进给量可提高插齿效率。
(4)径向切入运动。开始切削时,若插齿刀立即径向切入工件至全齿深,将会因切削负荷过大而损坏工件,因此,插齿刀应逐渐向工件做径向切入至全齿深。插齿刀靠凸轮等机构实现径向进给,切至全齿深时,径向进给停止,然后在无进给下切出全齿圈。径向进给量为插齿刀每次往复行程径向切入距离,单位是mm/双行程。

(5)让刀运动。插齿刀向上运动(空行程)时,为了避免擦伤工件齿面和减少刀具磨损,工作台应带着工件让开一小段距离(一般为0.5mm),而在插齿刀向下开始工作行程之前,又迅速恢复原位。这种工作台让开和恢复原位的运动称为让刀运动。

1)插齿加工的齿形精度比滚齿高。由于插齿刀在设计时没有滚刀的近似齿形误差,在制造时可通过高精度磨齿机获得精确的渐开线齿形。
2)齿面的表面粗糙度值小。这主要是由于插齿过程中参与包络的切削刃数量远比滚齿时多。

3)运动精度低于滚齿。由于插齿时,插齿刀上各个刀齿顺次切削工件的各个齿槽,所以刀具制造时产生的齿距累积误差将直接传递给被加工齿轮,从而影响被加工齿轮的运动精度。
4)齿向偏差比滚齿大。因为插齿的齿向偏差取决于插齿机主轴回转轴钱与工作台回转轴线的平行度误差。由于插齿刀往复运动频繁,主轴与套筒容易磨损,所以齿向偏差常比滚齿加工时要大。

5)插齿的效率比滚齿低。原因是插齿刀的切削速度受往复运动惯性限制而难以提高,目前插齿刀每分钟往复行程次数一般只有几百次。此外,插齿有空行程损失。
6)插齿能加工滚齿无法加工的工件,如内齿轮、多联齿轮、齿条和扇形齿轮等。

提高插齿生产率的方法有高速插齿、提高圆周进给量和提高插齿刀寿命等。

插齿刀是利用展成原理加工齿轮的一种刀具,形状很像一个圆柱齿轮,其模数、齿形角与被加工齿轮对应相等,只是插齿刀有前角、后角和切削刃。加工直齿齿轮使用直齿插齿刀,交工斜齿和人字齿要使用斜齿插齿刀。常用的直齿插齿刀仪标准化,按照GB/T6081—2001规定,直齿插齿刀有盘形直齿插齿刀、碗形直齿插齿刀和锥柄直齿插齿刀。

除此之外,还可以根据实际生产需要设计专用的插齿刀。如为了提高生产率所采用的复合插齿刀,即在一把插齿刀上做有粗切齿和精切齿,这两种刀齿的齿数都等于被切齿轮的齿数,插齿刀转一转,就可完成齿形的粗加工和精加工。
如果本篇文章对你有所帮助,欢迎点个赞或者关注一下,感谢您的阅读,如果您有更好的建议,欢迎在下方评论区留言。关注炮塔铣床数控铣床,每天与大家分享精密机床知识。
相关参考
数控主轴编码器输出原理(数控车床上螺纹加工的三大问题和解决方法)
在螺纹车削进程中,经常会因螺纹刀具磨损,崩刀而需从头装刀对刀,装刀对刀的好坏直接影响车削螺纹的精度,特别是螺纹的修正车削,需二次装夹二次对刀,限制了数控车床加工螺纹的加工效率,螺纹精度要求较高时,如梯...
...车床结构数控车床按结构分类卧式数控车床卧式数控车床主轴水平置的为卧式数控车床(最为常见的类型,除大型车床外基本都是卧式车床)立式数控车床立式车床立式车床主轴垂直水平面。立式车床主要用于大型重型工件,一般...
电主轴是最近几年在数控机床领域出现的将机床主轴与主轴电机融为一体的新技术。高速数控机床主传动系统取消了带轮传动和齿轮传动。机床主轴由内装式电动机直接驱动,从而把机床主传动链的长度缩短为零,实现了机床的...
一直以来,在机床中为了将主轴的动力传达给工具而使用端面传动键。另外,作为用于传递转矩的齿轮型联轴器的齿轮联轴器,这种类型的齿轮型联轴器未在机床中应用过。这里,利用图10及图11对现有的机床的主轴机构的问题...
简介数控落地镗铣床的特点是将工件固定在落地工作台上,由安装在主轴箱上的刀具进行相应的加工。数控落地镗铣床的主轴箱是通过横梁装配在立柱上的,即刀具的垂直进给是由升降电机驱动横梁在立柱上的垂直升降滑动实现...
...地镗铣床的特点是将工件固定在落地工作台上,由安装在主轴箱上的刀具进行相应的加工。数控落地镗铣床的主轴箱是通过横梁装配在立柱上的,即刀具的垂直进给是由升降电机驱动横梁在立柱上的垂直升降滑动实现的。通过上...
...尾座之间,安装花键滚刀的铣头通常位于工件后侧,滚刀主轴与工件主轴保持严格的运动联系,按展成法进行加工,由工作台或铣头的移动实现沿工件的轴向进给,机床具有自动工作循环,生产效率高。花键轴磨床卧式布局,工...
炮台铣怎么改成数控铣床(为什么许多工件又平又亮?讲述磨削加工的工作原理)
磨削加工时以砂轮的高速旋转作为主运动,与工件低速旋转和直线移动作为进给运动的一种切削加工。在机械零件加工和机械制造中是最常用的加工方法之一,下面为大家分享一下磨削加工的原理和相关知识。磨削过程是由分布...
炮台铣怎么改成数控铣床(为什么许多工件又平又亮?讲述磨削加工的工作原理)
磨削加工时以砂轮的高速旋转作为主运动,与工件低速旋转和直线移动作为进给运动的一种切削加工。在机械零件加工和机械制造中是最常用的加工方法之一,下面为大家分享一下磨削加工的原理和相关知识。磨削过程是由分布...
简介机床主轴指的是机床上带动工件或刀具旋转的轴。通常由主轴、轴承和传动件(齿轮或带轮)等组成主轴部件。在机器中主要用来支撑传动零件如齿轮、带轮,传递运动及扭矩,如机床主轴;有的用来装夹工件,如心轴。现...