数控转塔冲床毛刷(数控冲床加工时常见的问题及处理方法)
Posted
篇首语:观书散遗帙,探古穷至妙。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控转塔冲床毛刷(数控冲床加工时常见的问题及处理方法)相关的知识,希望对你有一定的参考价值。
数控转塔冲床毛刷(数控冲床加工时常见的问题及处理方法)
数控冲床是数字控制冲床的简称,是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,从而使机床运行及加工零件。数控单元是数控冲床的大脑,数控冲床所有的的操作和监控,可在该数控单元中全部完成。
与普通冲床相比,数控冲床的关键在于高速化、高精度化、高效化、智能化。数控冲床具有加工精度高、加工质量稳定、加工幅面大、自动化程度高、操作简单等优点。数控冲床是按照事先编制好的加工程序自动地对板料进行冲裁加工的。理想的加工程序不仅能保证加工出符合设计要求的合格零件,同时也能使数控冲床得到合理的应用,并使其能力得到充分的发挥。以下是本人对数控冲床在加工过程中常见的一些问题的处理方法的总结。
压伤
压伤(图1)产生的原因有:来料表面、刀具上或者刀盘转塔上有杂物,刀具带有磁性,程序排版不合理,刀具上下模的间隙不合理,刀具干涉等。
压伤的解决方法有:⑴来料表面有杂物,用气枪和清洁布清理干净。⑵检查刀具上下模是否有铁屑杂物,并用清洁布清理干净,模具退磁,同时可在刀具表面上贴上胶布。⑶根据原材料厚度选择合适的下模间隙。⑷研磨过的模具和长时间在使用的模具需要退磁。⑸合理排版,组合模具冲切时选用最合适的相近模具,并且模具顺序也要运用合理。
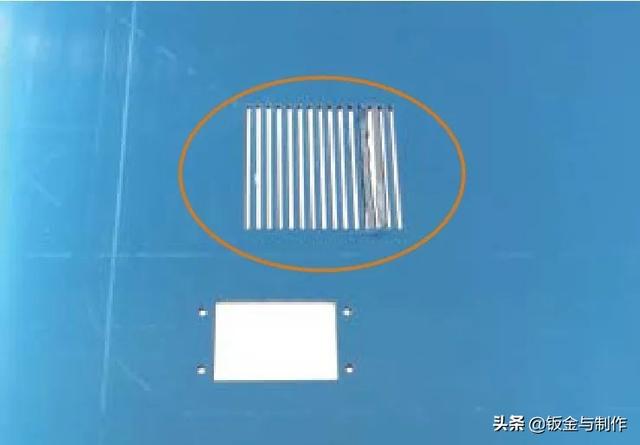
图 1 压伤
划伤
划伤(图2)产生的原因有:来料不良有划伤,人员上下料摆放不到位,模具划伤等。
图2 划伤
划伤的解决方法有:⑴来料不良有划伤可拒收,如有烤漆、拉丝产品加工时,必须要考虑烤漆的位置和划伤的严重性,再决定是否采用。⑵上下料时,工作人员必须同时垂直抬起和放下,且必须把机台的滚珠包起来,严禁上料时在原材料上摩擦、拖动。⑶产品摆放时严禁在纸板上拖动,同时纸板上不能有铁屑等杂物;摆放要平稳、整齐,同时产品不能摆放太高。⑷调整刀盘里的毛刷,特殊成形模具下模较高时要把毛刷抬高,尽量使模具远离其他的模具或采用装拆方式。⑸程序优化,减少工件在刀盘上面的拖动。
变形
变形(图3)产生的原因有:模具下模太矮、模具相隔太远有干涉、冲切位置与夹爪太近、制程变形(如网孔、特殊成形孔)。
变形的处理方法有:⑴下模加高,尽量远离其他模具。⑵两个特殊成形模具相隔很远会有干涉,应安装在一起,同时边上不能有其他要使用的模具,否则会使其变形。⑶冲切位置和夹爪的位置应保持一定的距离。⑷冲制网孔尽量用多孔模具,冲制时从外到内加工;隔行加工模具下模应和其他模具高度一样。⑸特殊成形冲制有变形,有可能是压力过大,适当地调试或更换模具里的弹簧、加高下模。

图3 变形
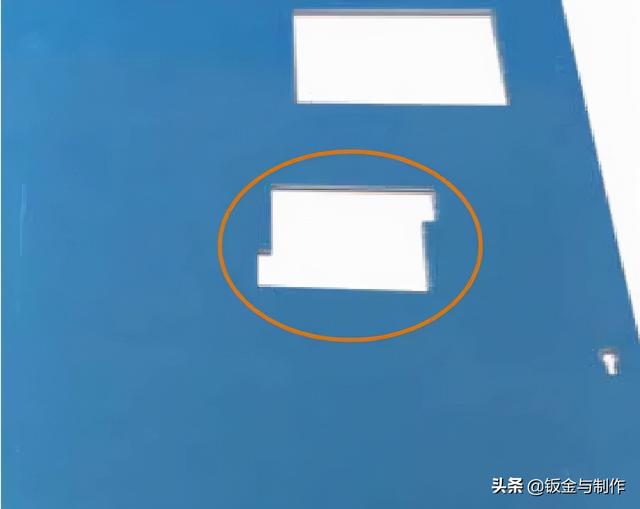
跑位
跑位(图4)产生的原因有:下模过高,原材料变形,模具未冲透,拉料,机床的精度下降。
跑位的处理方法有:⑴冲孔模具与其他模具保持一致的高度;特殊成形模具可采用拆装方法加工。⑵原材料变形可拒收,或裁剪成小块边料再进行生产。⑶模具下模太低,高度不够,冲压时切不透,应重新调整上下模高度。⑷机器和轴承需定期保养,刀盘插销孔需清洁干净。
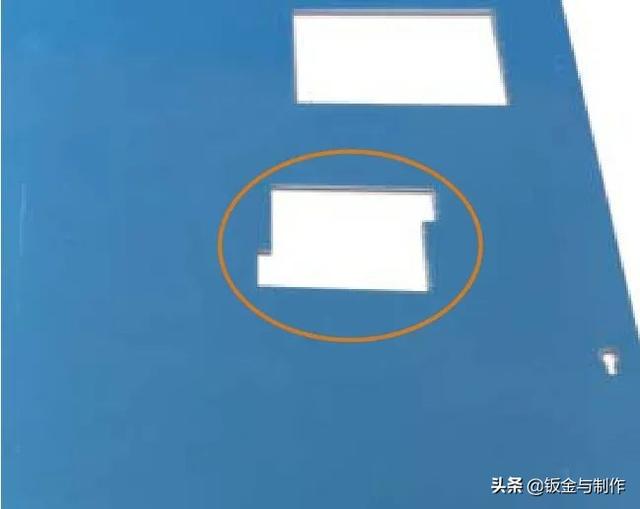
图 4 跑位
数控冲床模具使用和维护要点
数控模具可根据以下情况进行研磨:⑴根据冲针或下模是否产生不良磨损,如刃口产生半径为0.25mm的圆弧。⑵根据冲压件质量,如冲出的孔有较大的毛刺。⑶根据冲孔的声音,如产生异常噪音。⑷根据模具冲切次数,如每冲10万次需对该模具研磨一次,当模具对板料进行一定次数的冲切后,上下模刃口都会有一定的磨损,尖角变钝,材料冲切的断面质量也不好,特别是毛刺增大。
研磨的基础模具与磨轮必须是平行垂直、直角,否则会出现工件毛刺和卡模等现象。研磨时应做到:⑴尽可能减少研磨进刀量,否则会造成烧模现象,在研磨的同时,需用冷却水。⑵研磨方向以较长的一方为基准。⑶研磨最后进刀量设为零,空转2~3次,使其表面光滑、平整。⑷研磨后有刃口会出现一些细微的研磨毛刺,可用油石清除。⑸下模研磨后,其外肩缘的R角要用油石打圆,否则加工时材料反面会被下模周边的尖锐部分划伤。
使用模具时应保证最佳的模具间隙。模具间隙是指冲针进入下模中两侧之和,它与板厚、材质有关。选用合适的模具间隙能够保证良好的冲孔质量,减少毛刺和塌陷,也可保持板料平整,有效防止带料,延长模具寿命。通过检查冲压废料的情况,可以判定模具间隙是否合适。如果间隙过大,废料会出现粗糙起伏的断裂面和较小的光亮面。间隙越大,断裂面和光亮面形成的角度就越大,冲孔时则会形成卷边和断裂,工件也会变形。反之,如果间隙过小,废料会出现小角断裂和较大的光亮面,当进行冲压时,侧向力将使冲头偏转而造成单边间隙过小。刃边偏移过大时会刮伤下模,造成上下模的快速磨损。
模具以最佳间隙进行冲压时,废料的断裂面和光亮面具有相同的角度,并相互重合,这样可使冲裁力最小化(冲孔的毛刺也很小)。适时研磨可有效延长模具的使用寿命。
其他注意事项
在钣金件生产过程中,进行数控程序设计时,无论是手工编程还是自动编程,在编程前要对所加工的零件进行工艺分析,然后拟定加工方案。制定正确合理的加工工艺过程还要选择合适的模具及加工速度,在数控程序的设计中,更应注意一些程序设计的工艺方法。如果忽视了一些工艺细节问题,有时即使加工程序是正确的,但由于加工程序的工序不合理,也同样无法加工出合理的零件。进行数控程序设计时应尽可能保证板料有良好的刚性,可适当地多留一些连接点,合理地利用冲切的M代码和配置加工的路径。
结束语
当今社会企业竞争异常激烈,企业想立足需要有雄厚的技术力量支持,数控冲床在钣金加工行业属核心设备,掌握其异常解决办法至关重要。
——摘自《钣金与制作》 2014年第2期
相关参考
数控转塔冲床一般情况下,按正常冲裁间隙设计的模具,当凸模切断坯料将废料压入凹模以后,应从凹模孔口掉落,然而由于种种原因,当模具在结束冲孔并在刚刚开模的一瞬间,随着上模的升高,作用在料片上的向上的力大...
数控转塔冲床如何编程(轻松解决数控转塔冲床旋转模具跳料问题)
数控转塔冲床一般情况下,按正常冲裁间隙设计的模具,当凸模切断坯料将废料压入凹模以后,应从凹模孔口掉落,然而由于种种原因,当模具在结束冲孔并在刚刚开模的一瞬间,随着上模的升高,作用在料片上的向上的力大...
数控冲床1.计算数控冲床、数控转塔冲床冲压吨位:(无斜刃口冲芯)公式:冲床冲压力计算公式P=k*l*t*Г◆冲芯周长(mm)◆K为系数,一般取1.3◆板材厚度(mm)◆材料的剪切强度抗剪强度Г(一般取400Mpa)◆冲切力(mm)◆如果换...
数控转塔冲床(NumericalControlTurretPunchPress,英文缩写NCT)是数控机床的一个重要类别,主要由控制系统、主传动系统、送料系统、转盘、模具及外围编程软件等部分组成,是一种集机、电、液、气于一体化,能够在板材上进行冲...
...。 钣金下料的主要方式为数冲和激光切割。2.1数冲是用数控转塔冲床加工,板材厚度加工范围为 冷扎板、热扎板 小于或等于3.0mm,铝板 小于或等于4.0mm,不锈钢 小于或等于2.0mm。加工板材最大尺寸12
数控转塔冲床(NumericalControlTurretPunchPress,英文缩写NCT)是数控机床的一个重要类别,主要由控制系统、主传动系统、送料系统、转盘、模具及外围编程软件等部分组成,是一种集机、电、液、气于一体化,能够在板材上进行冲...
数控转塔冲床(NumericalControlTurretPunchPress,英文缩写NCT)是数控机床的一个重要类别,主要由控制系统、主传动系统、送料系统、转盘、模具及外围编程软件等部分组成,是一种集机、电、液、气于一体化,能够在板材上进行冲...
数控转塔冲床的工位(精品二手日本天田AMADA 阿玛达 数控转塔冲床 数控冲床)
精品二手日本天田AMADA阿玛达数控转塔冲床数控冲床型号:ARIES-255NT,冲压能力:20吨,31工位,3自动工位,加工尺寸:1270*2500MM,2004年4月产,成色:9成新,该机为外企使用,定期保养,精度相当好.日本天田是世界著名钣金设备...
旧冲床价格(济南汇川自动化设备:山东哪里有二手数控转塔冲床?)
二手数控转塔冲床是数控机床的一个重要类别,主要由控制系统、主传动系统、送料系统、转盘、模具及外围编程软件等部分组成,是一种集机、电、液、气于一体化,能够在板材上进行冲裁及其他成形加工的高速精密柔性加工...
基本介绍数控转塔冲床(NCT)由电脑控制系统、机械或液压动力系统、伺服送料机构、模具库、模具选择系统、外围编程系统等组成。数控转塔冲床(NCT)是通过编程软件(或手工)编制的加工程序,由伺服送料机构将板料送至需加...