数控转塔冲床如何编程(轻松解决数控转塔冲床旋转模具跳料问题)
Posted
篇首语:少年意气强不羁,虎胁插翼白日飞。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控转塔冲床如何编程(轻松解决数控转塔冲床旋转模具跳料问题)相关的知识,希望对你有一定的参考价值。
数控转塔冲床如何编程(轻松解决数控转塔冲床旋转模具跳料问题)
数控转塔冲床一般情况下,按正常冲裁间隙设计的模具,当凸模切断坯料将废料压入凹模以后,应从凹模孔口掉落,然而由于种种原因,当模具在结束冲孔并在刚刚开模的一瞬间, 随着上模的升高,作用在料片上的向上的力大于凹模型腔对落料件或废料的卡滞力,便造成本应该从下模漏料孔漏出的废料随着凸模一起从凹模里被带出掉在产品上,产生跳料。

对转塔冲床来说,当废料上跳到板料表面,会因废料与板料的重叠而损坏凸凹模刃口,由于加工过程是由编程后的计算机直接控制,因此,它的产生甚至会使整套模具报废、冲床损坏。
矩形旋转模一般用于加工某些形状特殊的孔及异形外形,其模具结构,如图 2 所示。
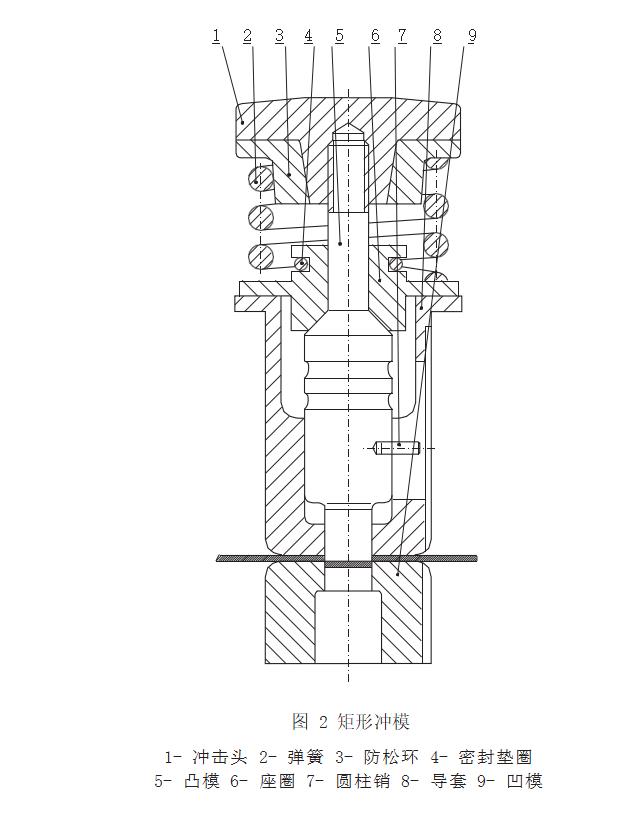
安装时,上模安放于上转盘的安装孔位,下模置于下转盘的相应孔位,上、下模的安装方向利用导套 8 及凹模9 上的键槽与孔位相应的键定位。
工作时,冲床打击头(其行程是一定的,不可调整) 压力通过冲击头 1 传递,经过弹簧 2、座圈 6、凸模 5 的共同作用,完成冲裁、卸料动作。冲击过程中,弹簧 2 通过防松环 3 的锥面与冲击头 1 紧贴,保证其不松动;圆柱销 7 限制凸模 5 受冲击后的上跳极限位置。
生产自制该模具时,考虑到数控回转头压力机较普通压力机加工频率高、冲击大,所以冲击头 1、凸模 5 均选用 Cr12MoV 料,其中冲击头热处理 50 ~ 54HRC,以保证有较好的冲击韧性、强度;凸模热处理 56 ~ 62HRC, 以保证足够的强度、耐磨性。
跳料产生原因分析
为找出该模具产生跳料的具体影响因素,在生产现场分别对随机床进口模具及自制模具(图 3)使用情况及冲切的废料、零件冲切口进行了检查,检查后发现: 两种模具出现废料上跳时,加工的零件材料多为不锈钢, 使用的随机床进口模具由于凸、凹模刃口磨损,已经过多次刃磨,冲切零件断口下端面粗糙、呈明显撕裂状; 自制模具冲切零件断口沿 40mm 长度方向,部分端面光亮平整、部分粗糙。

经对模具和冲切废料断面观察分析。初步判断,进口模具冲切后废料出现上跳主要是由于凸、凹模修磨后总长度过短造成冲切深度过浅,使废料下端面几乎为拉断,过浅的冲切深度还使废料处在凹模孔口上表面,所以很容易被凸模吸附而上跳;自制模具冲切的零件断面形貌表明:模具冲裁间隙不均匀,不均匀冲裁间隙的出现, 造成一边大于冲裁间隙,一边小于冲裁间隙,使得料片在进入凹模之后,因为毛刺很大,在开模时,废料易从凹模中被带出。
另外,冲切凸模形状简单,废料与凹模孔口间的摩擦力很小,易被凸模吸附;冲切的不锈钢材料,韧性好, 废料易粘附于凸模;使用的转塔冲床冲裁速度较高,使废料易受真空吸附作用上跳,这些因素均易导致跳料的产生。
采取的措施
根据资料介绍,防止跳料产生常使用的措施主要有: 在凸模刃口上开小槽或将凸模刃口做成球冠状或将凸模做成斜面或剪切状,此外,对凸模进行退磁处理,在凸模上设置顶料钉等。
针对上述对跳料产生原因的分析,对两种模具分别采取如下措施:由于进口模具产生跳料的主要因素是冲切深度过浅。于是对模具作如下更改:将导套 8 下底面磨去
2mm,用硬质合金钻头配合研磨膏将凹模 9 刃口研成小倒角,以增大冲切后的废料与凹模的摩擦阻力,使废料能留在凹模内,不至于产生废料上跳。
经对自制模具进行检查,发现模具之所以在 40mm 长度方向间隙不均匀,主要是由于该模具上、下模中的定位键槽与冲切零件中心线间有偏差,导致安装在转塔冲床塔位的上、下模在 40mm 长度方向的间隙出现不均匀, 由于对模具重新进行再加工较难实现,考虑到机床中上、下模定位装置是两套独立的机构,因此,在安装模具前, 让下模定位装置空转一齿,使机床的上下定位键发生偏移, 从而模具安装后的间隙得到调正。
另对自制模具作如下改进:在凸模5 端面开设通气孔, 以破坏凸模刃口端面与冲压板料间形成真空的条件,在导套 8 端面开制小槽消气,以利于空气进入冲裁面。
两种模具除分别采取上述措施外,在加工不锈钢板时, 同样都用棉纱擦拭板材表面的油渍,并对凹模表面和板料底面用乳化液进行适当润滑,以减少废料与凸模间的吸附力。
相关参考
基本介绍数控转塔冲床(NCT)由电脑控制系统、机械或液压动力系统、伺服送料机构、模具库、模具选择系统、外围编程系统等组成。数控转塔冲床(NCT)是通过编程软件(或手工)编制的加工程序,由伺服送料机构将板料送至需加...
数控转塔冲床(NumericalControlTurretPunchPress,英文缩写NCT)是数控机床的一个重要类别,主要由控制系统、主传动系统、送料系统、转盘、模具及外围编程软件等部分组成,是一种集机、电、液、气于一体化,能够在板材上进行冲...
数控转塔冲床(NumericalControlTurretPunchPress,英文缩写NCT)是数控机床的一个重要类别,主要由控制系统、主传动系统、送料系统、转盘、模具及外围编程软件等部分组成,是一种集机、电、液、气于一体化,能够在板材上进行冲...
数控转塔冲床(NumericalControlTurretPunchPress,英文缩写NCT)是数控机床的一个重要类别,主要由控制系统、主传动系统、送料系统、转盘、模具及外围编程软件等部分组成,是一种集机、电、液、气于一体化,能够在板材上进行冲...
...钣金加工市场上出现了一种明显的趋势,就是将原本用于数控冲床冲压的中等批量以下的产品,逐步转移到数控激光切割机上来完成。但是行业内人士也清晰地认识到,数控冲床目前仍有其无法取代的优越性,其集中体现为以下...
旧冲床价格(济南汇川自动化设备:山东哪里有二手数控转塔冲床?)
二手数控转塔冲床是数控机床的一个重要类别,主要由控制系统、主传动系统、送料系统、转盘、模具及外围编程软件等部分组成,是一种集机、电、液、气于一体化,能够在板材上进行冲裁及其他成形加工的高速精密柔性加工...
潍坊数控送料机(济南汇川自动化设备:山东哪里有二手数控转塔冲床?)
二手数控转塔冲床是数控机床的一个重要类别,主要由控制系统、主传动系统、送料系统、转盘、模具及外围编程软件等部分组成,是一种集机、电、液、气于一体化,能够在板材上进行冲裁及其他成形加工的高速精密柔性加工...
潍坊数控送料机(济南汇川自动化设备:山东哪里有二手数控转塔冲床?)
二手数控转塔冲床是数控机床的一个重要类别,主要由控制系统、主传动系统、送料系统、转盘、模具及外围编程软件等部分组成,是一种集机、电、液、气于一体化,能够在板材上进行冲裁及其他成形加工的高速精密柔性加工...
数控冲床1.计算数控冲床、数控转塔冲床冲压吨位:(无斜刃口冲芯)公式:冲床冲压力计算公式P=k*l*t*Г◆冲芯周长(mm)◆K为系数,一般取1.3◆板材厚度(mm)◆材料的剪切强度抗剪强度Г(一般取400Mpa)◆冲切力(mm)◆如果换...
数控转塔冲床参数(有70多年历史的数控转塔冲床,为何轻而易举被激光切割机取代了)
...候,就被大家预判能够逐步取代冲床而且市场空间很大。数控冲床顾名思义主要是可以对板材、管材、型材,通过模具做出落料、冲孔、成型、拉深等等。在冲孔领域占据着很长的市场主导地位,激光切割机的出现将这一地位进...