数控车无缝钢管要用什么刀(如何克服变形?数控车削加工薄壁零件的技巧)
Posted
篇首语:不登高山,不知天之高也;不临深溪,不知地之厚也。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车无缝钢管要用什么刀(如何克服变形?数控车削加工薄壁零件的技巧)相关的知识,希望对你有一定的参考价值。
数控车无缝钢管要用什么刀(如何克服变形?数控车削加工薄壁零件的技巧)
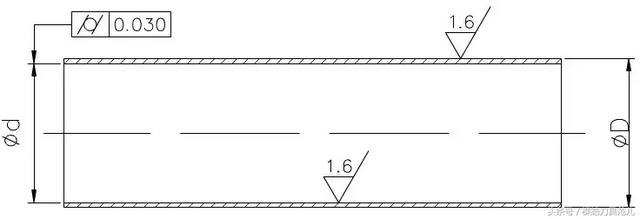
在切削过程中,薄壁受切削力的作用,容易产生变形,从而导致出现椭圆或中间小,两头大的“腰形”现象。另外薄壁套管由于加工时散热性差,极易产生热变形,不易保证零件的加工质量。下图零件不仅装夹不方便,而且加工部位也难以加工,需要设计一专用薄壁套管、护轴。
▌ 工艺分析
根据图纸提供的技术要求,工件采用无缝钢管进行加工,内孔和外壁的表面粗糙度为Ra1.6μm,用车削可达到,但内孔的圆柱度为0.03mm,对于薄壁零件来讲要求较高。在批量生产中,工艺路线大致为:下料—热处理—车端面—车外圆—车内孔—质检。
“内孔加工”工序是质量控制的关键。我们抛开外圆、薄壁套管就内孔切削就难保证0.03mm的圆柱。
▌ 车孔的关键技术
车孔的关键技术是解决内孔车刀的刚性和排屑问题。增加内孔车刀的刚性,采取以下措施:
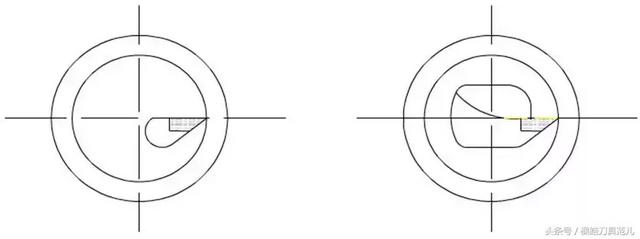
(1)尽量增加刀柄的截面积,通常内孔车刀的刀尖位于刀柄的上面,这样刀柄的截面积较少,还不到孔截面积的1/4,如下左图所示。若使内孔车刀的刀尖位于刀柄的中心线上,那么刀柄在孔中的截面积可大大地增加,如下右图所示。
(2)刀柄伸出长度尽能做到同加工工件长度长5-8mm,以增加车刀刀柄刚性,减小切削过程中的振动。
▌ 解决排屑问题
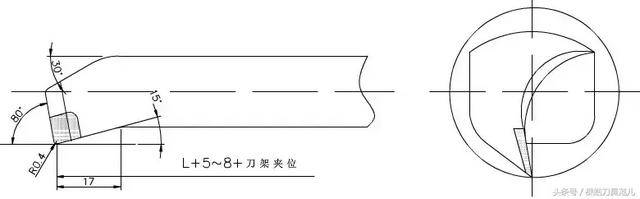
主要控制切削流出方向,粗车刀要求切屑流向待加工表面(前排屑),为此采用正刃倾角的内孔车刀,如下图所示。
精车时,要求切屑流向向心倾前排屑(孔心排屑),因此磨刀时要注意切削刃的磨削方向,要向前沿倾圆弧的排屑方法,如下图所示精车刀合金用YA6,目前的M类型,它的抗弯强度、耐磨、冲击韧度以及与钢的抗粘和温度都较好。
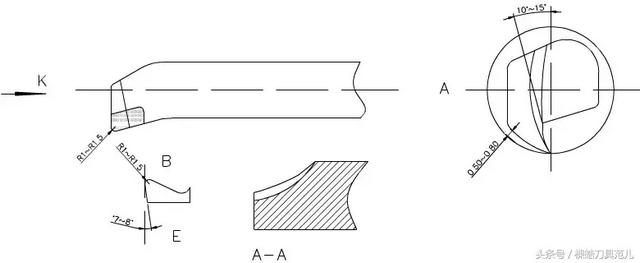
刃磨时前角磨以圆以圆弧状角度10-15°,后角根据加工圆弧离壁0.5-0.8mm(刀具底线顺弧度),c切削刃角k向为§0.5-1为沿切屑刃B点修光刃为R1-1.5,副后角磨成7-8°为适,E内刃的A-A点磨成圆向外排屑。
▌ 加工方法
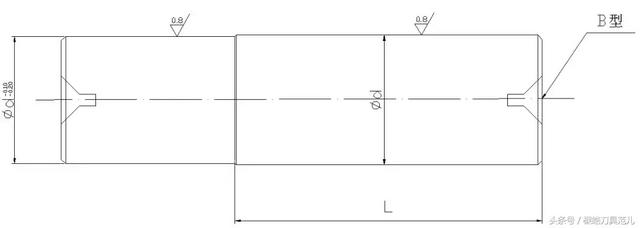
(1)加工前必须要做一件护轴。护轴主要目的:把车好的薄壁套内孔以原尺寸套住,用前后顶尖固定使它在不变形的情况下加工外圆,保持外圆加工质量、精度。所以,护轴的加工对加工薄壁套管的工序是关键环节。
加工护轴毛胚用45﹟碳结构圆钢;车端面、开两头B型顶尖孔,粗车外圆,留余量1mm。经热处理调质定形、再精车留0.2mm余量研磨。重新热处理碎火表面,硬度HRC50,再经外圆磨床磨成如下图所示,精度达要求,完工后待用。
(2)为能使工件一次性加工完毕,毛胚留夹位和切断余量。
(3)先把毛胚作热处理调质定形,硬度为HRC28-30(可加工范围的硬度)。
(4)车刀采用C620,首先把前顶尖放进主轴锥位固定,为防止夹薄壁套时的工件变形,增加一个开环厚套,如下图所示。
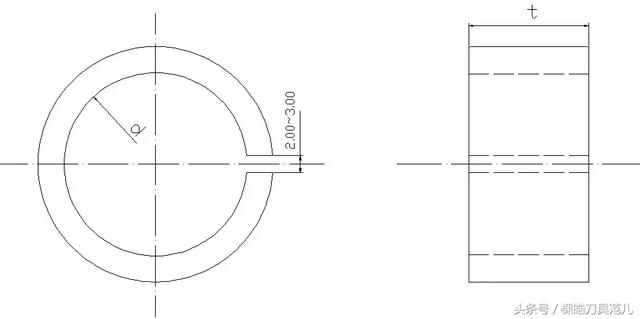
为保持批量生产,薄壁套管外圆的一头经加工为统一尺寸d,t的尺是轴向夹位,个薄壁套管压紧,提高车内孔时的质量,保持尺寸。考虑到有切削热产生,工件膨胀尺寸难掌握。需要浇注充分的切削液,减少工件的热变形。
(5)用自动定心三爪卡盘将工件夹牢,车端面,粗车内圆。留余量0.1-0.2mm精车,换上精车刀把要切削余量加工到护轴满过度配合和粗糙度的要求。卸下内孔车刀,插入护轴至前顶尖,用尾座顶尖按长度要求夹紧,换外圆车刀粗车外圆,再精车达图纸要求。经检验合格,用切断刀按长度要求尺寸切断。为使工件断开时的切口平整,刀刃口要斜磨,使工件端面平整;护轴磨小的一段就是为了切断留有空隙而磨小,护轴为减少工件变形,防止振动,以及切断时掉下碰伤原故。
▌ 结论
以上方法加工薄壁套管,解决了变形或造成尺寸误差和形状误差而达不到要求的问题,实践证明加工效率较高,易于操作,并且适合加工较长的薄壁零件,尺寸易掌握,次性完工,批量生产也较实际。
相关参考
数控T0303(零基础学习UG编程,数控编程与操作,车削技术实例)
今天小编一刀流为大家整理出了一个编程与操作的实战案列,供大家在学习中参考学习毛坯为ф22×80一、教学目的1、能根据零件图确定切槽程序编制的方法。2、合理选择切槽的方法。3、能应用合理的方法保证槽的精度。4、遵守...
数控车床切槽程序(零基础学习UG编程,数控编程与操作,车削技术实例)
今天小编一刀流为大家整理出了一个编程与操作的实战案列,供大家在学习中参考学习毛坯为ф22×80一、教学目的1、能根据零件图确定切槽程序编制的方法。2、合理选择切槽的方法。3、能应用合理的方法保证槽的精度。4、遵守...
液压卡盘镗软爪教程(怎么解决数控加工薄壁工件时加工件的变形)
在加工薄壁或者环形工件时战胜工件的变形是首先要面对的难题选对软爪的类型和适宜的卡盘压力是关键在相同的卡盘压力下,扇形软爪比规范软爪具有更大的接触面积,这意味着工件所受到的压力愈加均匀,而规范软爪则会呈...
液压卡盘镗软爪教程(怎么解决数控加工薄壁工件时加工件的变形)
在加工薄壁或者环形工件时战胜工件的变形是首先要面对的难题选对软爪的类型和适宜的卡盘压力是关键在相同的卡盘压力下,扇形软爪比规范软爪具有更大的接触面积,这意味着工件所受到的压力愈加均匀,而规范软爪则会呈...
...加工工艺方案分析及判定,减小高速切削过程中薄壁件的变形,最终满足工件成形技术要求。本文针对薄壁件的特点、结构要求及
...、薄壁长棒料(1000mm以上)的外圆加工,这里分享一种在数控车床上的专用夹具设计,采用外撑夹紧形式。初步设计思路如下图所示
...再镗孔的顺序进行。由于车削平面时切削力大,工件容易变形,
数控车床车细长轴怎么解决震刀(怪不得你家切削老振刀,看看啥原因吧)
机床加工中振动震刀问题,造成工件表面有颤纹,返工率、废品率高。机床震动原因一般是机床-工件-刀具三个系统中任一个或多个系统刚性不足,下面先说振动、震刀产生时都需要从哪些方面入手排查。1.工件方面的排查点...
...候要车几刀。每次车削量要放多少,选用什么刀片车削,要用几把刀来车,接下来就是电脑编程。一个编程人员最起码
数控车床有哪些加工特点(机械设计对于数控车削加工工艺分析论文(七贤文库 外包兼职))
机械设计对于数控车削加工工艺分析论文(七贤文库外包兼职)【摘要】数控车床的使用的目的旨在加工出合格的零件,但是合格的零件的加工必须要依靠制定合理的加工工艺。本文针对当前数控车床使用者的工艺分析的不合理来进...