数控车弹簧夹头(寻边对刀知道了这些,再也不怕摇错方向了)
Posted
篇首语:常识是人类的守护神。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车弹簧夹头(寻边对刀知道了这些,再也不怕摇错方向了)相关的知识,希望对你有一定的参考价值。
数控车弹簧夹头(寻边对刀知道了这些,再也不怕摇错方向了)
大家好,我是宪南。
今天跟大家分享一下很多新手朋友学习数控加工时最容易搞错的一件事,就是在加工前寻边对刀时往往不知道手轮和机床的运动方向之间的对应关系,经常因为摇错手轮方向从而撞坏寻边器和刀具。
寻边对刀是数控加工中较为复杂的工艺准备工作之一,寻边对刀的好与差直接影响着加工程序的编制及零件的尺寸精度。
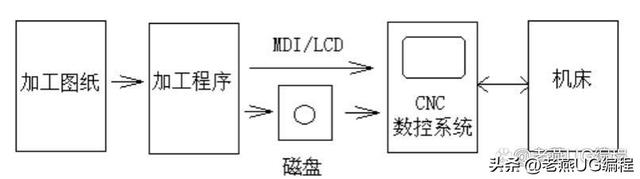
用CNC机床加工零件时一般分为两个步骤:
(1)根据加工图纸编制零件加工程序。
(2)CNC读入程序后,把零件和刀具装在机床上,刀具按着程序运动,加工实际零件。
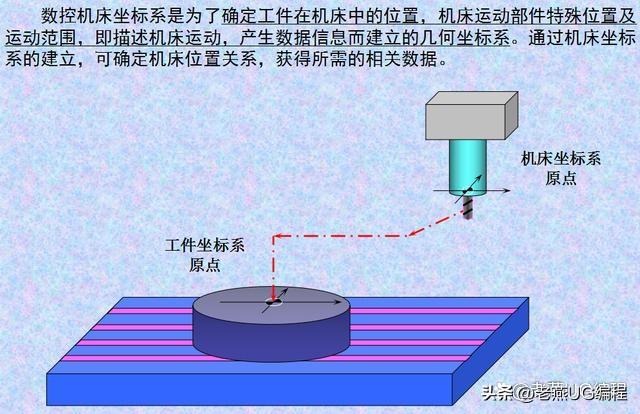
数控加工中的坐标系
1、工件坐标系
工件坐标系是由机床操作人员在机床的运动范围内通过找正对刀操作所设置的用以进行零件加工的坐标系,即常说的零位或基准。
程式的编写及产品加工都是以此为基准,坐标出现误差,直接导致产品加工不良。
坐标系根据设定的地方不同,有下面两种:
1) 加工图纸上的编程坐标系
这个坐标系是由加工图纸上根据工艺要求确定,程序中的数据使用这个坐标系下的坐标值。
2)CNC指令的工件坐标系
这个坐标系实际设定在机床工作台或工件上。根据程序指令指定现在的刀具位置到要设定的坐标系原点的距离,这样就设定了工作台上的工件坐标系。
工件一装在工作台上, 就产生了这两个坐标系的相对关系。
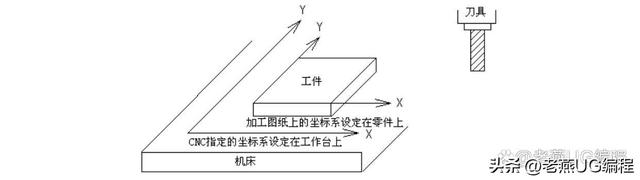
刀具在CNC指令的工件坐标系上,按照加工图纸上编程坐标系的指令程序把工件切削成图纸上的形状,因此,要把零件正确地加工出图纸所示的形状,必须把这两个坐标系确定在同一位置,确定这两个坐标系同一位置的方法称之为找正。
找正是数控机床加工中极其重要并十分棘手的一项基础工作。
(1)找正的目的。
找正的目的就是确定刀具的刀位点当前在工件坐标系中的坐标值。理想基准点可以设定在基准刀的刀尖上、工件坐标系的原点,也可以设定在对刀仪的定位中心上。
(2)找正的分类。
找正一般分为XY向找正和Z向找正两大类。
2、XY向找正
XY向找正也叫寻边,其方法是利用寻边器确定工件在机床上的位置,即确定工件坐标系。常用的寻边器有偏置式及光电式两大类。

偏置式寻边器为机械式构造,夹持在机床主轴上低速旋转,通过偏心作用自动调整找正工件坐标系中心位置,机床主轴中心距被测表面的距离为测量圆柱的半径值。用偏置式寻边器找正操作时,当偏心消除时寻边器不会产生摆动,但只要存在偏心,寻边器就会产生摆动。
基本寻边有四种方式:
1)X单边,Y分中
2)X分中,Y单边
3)XY单边
4)XY分中
3、寻边操作步骤
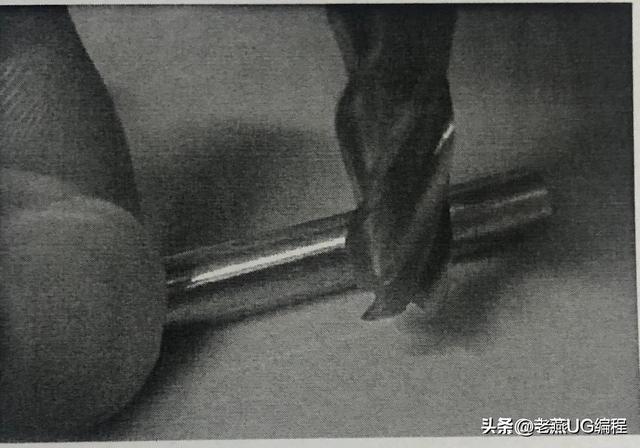
步骤1 安装寻边器
将寻边器直接安装在弹簧夹头上。如图a所示
步骤2调整测头
用手指轻压测头的侧边,使其偏心0.5 mm。如图b所示
步骤3 转动主轴
将主轴用M03旋转起来,摇动手轮将寻边器慢慢靠近工件。
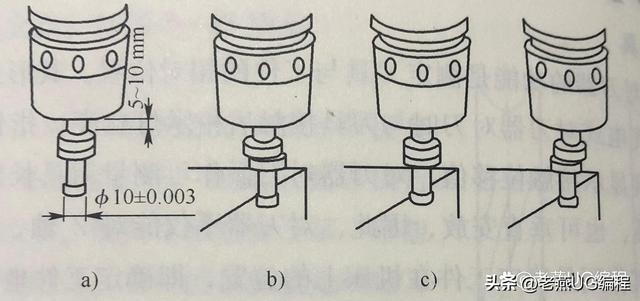
步骤4 寻边
按面板上的X10,将手轮进給速度调整到0.01mm,摇动寻边器慢慢的靠近工件,直到寻边器上下两部分完全同心旋转。如图c所示
按面板上的X1,将手轮进給速度调整到0.001mm,继续摇动手轮,直到寻边器上下两部分做不同心旋转即为OK,如图d所示,将相对坐标归零,继续碰相对应的另一边。
步骤5 数值设定
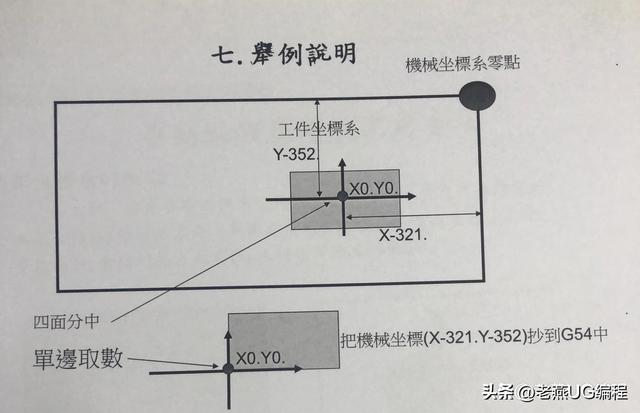
将寻到的这些值通过机床面板操作输入机床偏置储存器参数(G54~G59)中,从而将机床坐标系原点偏移至工件坐标系原点,找出工件坐标系在机床坐标系的位置。
4、Z向找正步骤
1)将主轴摇到对刀基准面上方,将对刀棒轻轻靠近刀具,对刀棒过不去时,将手轮打到0.01mm,慢慢向上摇起主轴。

2)向上摇动主轴,以对刀棒刚刚能够通过刀具底部时即为对刀OK,将机械坐标Z数据,输入到相对应的刀具号长度补偿内。
注意:寻边对刀前首先要确定机床坐标系的方向。
5、机床坐标系的定义
为了确定机床的运动方向和移动距离,需要在机床上建立一个坐标系,这个坐标系就称为机床坐标系。
以机床原点作为坐标系原点建立的坐标系就是机床坐标系,它是制造和调整机床的基础,一般不允许随意变动。
6、机床坐标系方向的确定
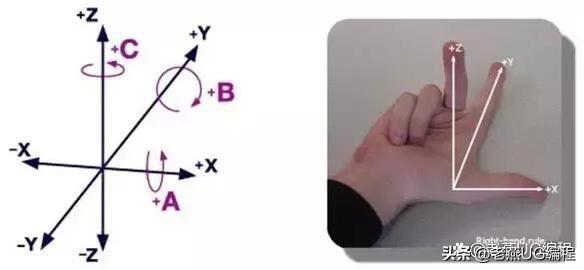
在确定机床坐标系的方向时规定:永远假定刀具相对于静止的工件运动,对于机床坐标系的方向,ISO标准采用右手笛卡尔坐标系,主轴方向的运动为Z轴运动,从主轴向工件看主轴接近工件的运动为Z轴的负向运动,将增大工件和刀具间距离的方向确定为正方向,其余方向由右手笛卡尔坐标系制定。
首先可以确定的机床主轴为Z轴的正方向,利用右手笛卡尔坐标系可以看出右手中指为Z+,食指所指方向为Y+,大拇指所指方向为X+。
7、FANUC加工中心手轮与机床运动方向
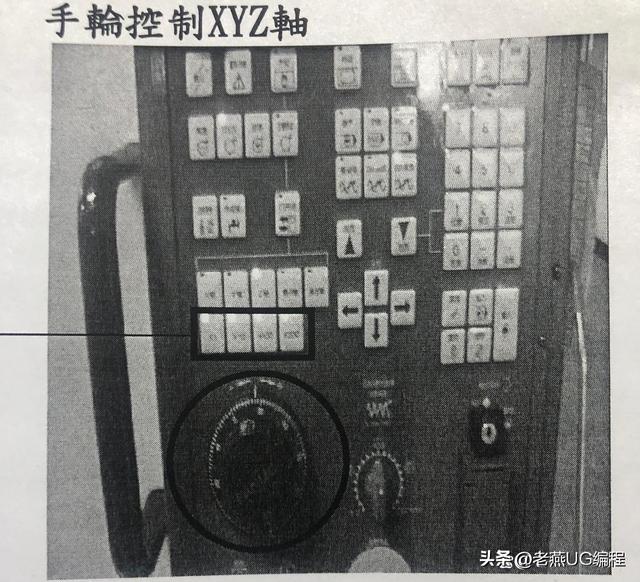
手轮速度
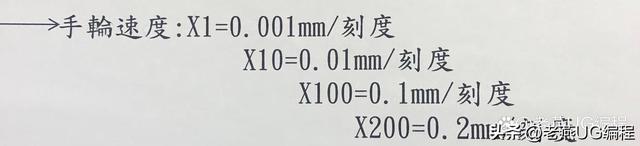
手轮方向与机床运动方向

FANUC机床运动方向
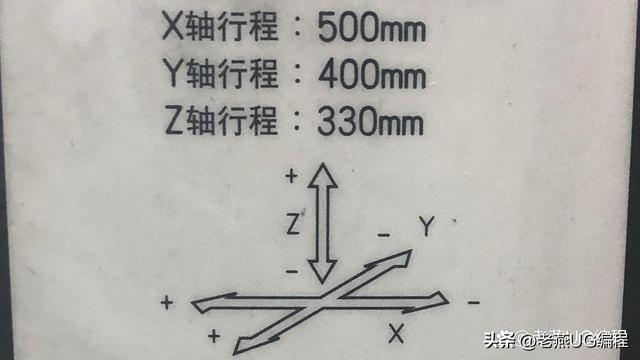
此标签在机床门左边,这也是大多数新手朋友最容易忽视的地方,由上图可以看出,此坐标方向与工件坐标系的XY方向是相反的,这也是很多新手朋友不理解的地方,大部分人的常规思维顺时针机床向右移动,逆时针向左移动,所以在寻边时寻完一边向另一边时,由于摇错手轮方向而撞坏寻边器是大多数新手朋友都遇见过的一件事。
对于此记住下面的12字口诀就再也不用担心摇错方向了。
- X轴:顺左逆右
- Y轴:顺前逆后
- Z轴:顺上逆下
今天的分享就到这里了。
我没有当任何人的老师的想法,最多算是大家学UG的引路人。
我们一起携手走下去!
最后,宪南恭祝大家工作顺利,学UG有成!
相关参考