数控车床顶尖怎么拆(做超人如何自己就把主轴给修了?)
Posted
篇首语:知识是一种快乐,而好奇则是知识的萌芽。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床顶尖怎么拆(做超人如何自己就把主轴给修了?)相关的知识,希望对你有一定的参考价值。
数控车床顶尖怎么拆(做超人如何自己就把主轴给修了?)
你以为的光轴是这样的?

身为一个伟大而光荣的机加工人,思维方式怎么能跟普通人一样呢?(人家想到的是光,我想到的是轴)我说的光轴是“主光轴”,也就是我们常用的主轴。作为数控机床的核心部件,主轴的品质将直接影响到整台机床的加工精度和使用寿命。小板凳搬好,我开始梳理了!
什么是主轴
主轴是机床的一个重要部分,它包括
主轴
轴承
传动件(安装在主轴上)
主轴要求传递扭矩,直接承受切削力且还要满足通用机床、专用机床、数控机床各自不同的要求。
主轴保持精度的要素
科普几个概念:
旋转精度
主轴组件的旋转精度是指装配后,在无载荷,低速转动的条件下,主轴前端安装工件或刀具部位的径向跳动和轴向跳动。
静刚度
主轴组件的静刚度(简称刚度)反映组件抵抗静态外载荷变形的能力。主轴组件的弯曲刚度K定义为:使主轴前端产生单位位移时,在位移方向测量处所需施加的力,如图所示,即
K = F / δ

温升和热变形
主轴组件工作时因各相对运动处的摩擦和搅油等而发热,产生温升,从而使主轴组件的形状和位置发生变化(热变形)。
耐磨性
主轴组件的耐磨性是指长期保持原始精度的能力,即精度保持性。
主轴的结构
各类机床的主轴前端结构形状如图所示:
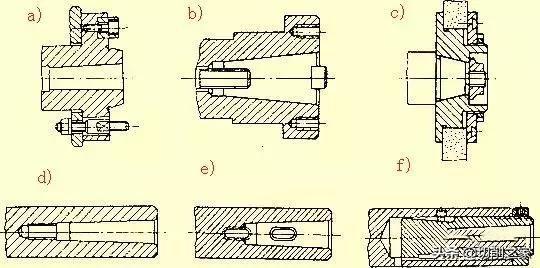
a)车床主轴端部;
b)铣床和加工中心端部;
c)外圆磨床主轴端部;
d)内圆磨床主轴端部;
e)钻、镗床主轴端部;
f)组合机床主轴端部
材料和热处理
主轴材料的选择主要根据耐磨性和热处理变形来考虑。
普通机床主轴,可用45号或60号优质中碳钢,调质到220HBS-250HBS。
精密机床主轴希望淬火变形和应力小些,可选用40CR或低碳合金钢20CR,16MNCR5,12CRNI2A等渗碳至HRC>=60。
主轴的技术要求
工作和测量基准与机床精度检验直接有关的项目有:
1、与工作和测量基准有关的项目
首先保证这两轴颈的圆度;其次,保证这两个轴颈锥度与滚动轴承锥孔的一致性。
2、与机床精度检验有关的项目
机床是以锥孔的轴线来代表主轴的中心线的。主轴部件装配后,在锥孔内插入一根长300mm以上的检验棒。
主轴大修我们可以做什么
机械主轴大修一般是指 :更换轴承,锥孔研磨及动平衡跑和。加工中心机械主轴常见的是bt30 bt40 bt50。
我们用bt40主轴给大家举个例子:
拆前记录:
查看故障留下来的痕迹,寻找轴承失效原因。检查锥孔和前端盖有无撞击痕迹。查看后端连轴器和连接部件有没有松动的现象。要是这些隐患不排除的话,主轴被你修的再好也经不住后期再磨损。最好是制作一个主轴维修表格,记录所有隐患和主轴型号信息,以便后期查找问题。
拆卸主轴:
应该在拆主轴之前做一下标记,尤其是对于某些压盖以及皮带轮等比较容易安装错位的东西,如果零件不做标记后续安装错位会对后期的动平衡产生较大影响,拉刀机构安装错位会导致主轴装到机床上后无法正常换刀,更细心的人可以在拆之前给每个部位和零件拍照,这样更方便清晰。
主轴的尾端

主轴的尾端
标记一的零件是防止拉刀杆在后面窜出的装置,起到预压拉刀杆的作用,同时外圆上带有动平衡螺丝孔。
标记二的零件是典型的皮带轮涨紧套装置 ,通过里面的锥度预压涨紧,一般这种结构同心度较好,在拆的时候用拔销器在端面往外拉拔即可。
标记三是主轴预压主轴轴承内圈儿的装置,同时也起到防尘的目的,同样上面也带有动平衡螺丝孔,它是通过皮带轮端面传送力量预压紧固。
拆卸轴承

拆卸轴承
把轴承和芯轴在主轴壳体上拿出以后,如果轴承内圈和芯轴的外圈过盈量不是很大,可以在木板或者是铝铜版上轻轻的震动主轴的后端面,通过震动把轴承轻轻震出来;
如果轴承存在烧死现象比较难拆,可以利用图片上的方式拉拔,但是一定要注意尽量拉轴承的内圈;如果轴承内圈实在没办法拉的话可以轻轻的拉外圈,拉到轴承有一定的间隙,就可以用轴承拉玛拉轴承内圈(一定要再去拉内圈),否则轴承容易散掉。
轴承拉拔装置

轴承拉拔装置
这一套轴承拉拔装置适用于客户现场作业,优点是搬运比较轻便。把所有零件拆完以后把轴芯拿去磨锥孔,并检查其内外径的跳动和直线度等。
主轴安装
首先把所有的零件都清洗干净,一般用酒精加3m百洁布进行清洗,清洗完以后用无尘纸擦干净然后包裹起来。

然后把轴承隔环以及轴承高度和轴承压盖,用高精度高度仪进行测量,主要目的是计算轴承外圈的预压量和检查轴承隔圈和压盖的平面度,如果有轻微误差可在大理石平台上放一张细沙纸手动轻轻研磨,通常把零件的平面度控制在3um名以内。轴承外圈儿的预压量可参考轴承资料。
通过计算出来的轴承外圈预压量正负公差,可以对主轴壳体和轴承外圈压盖的尺寸进行相应调整,当然也可以借助平面磨床。
主轴角接触轴承刚性预载量调整
机械主轴轴承配对方式一般有<>或者是<<>>结构,轴承中间会有轴承内隔环和外隔环,如果轴承之间的外隔环的高度比内隔环的高度高,那么轴承的预载量就会大,同样如果内隔环比外隔环高,那么它的预载量就会小。

安装轴承一般用轴承加热器把轴承内圈加热到90到120°,轴承安装完以后等到轴承温度降下来,然后进行轴承预压,调整轴承隔环的跳动,轴承预压完成以后,用杠杆表来检查主轴锥孔的跳动和安装精度。
用热风枪或者是其他加热装置给主轴壳体加热,然后把新轴和轴承一起套装进去。当然也可以先把轴承和隔圈装到壳体里面然后整体套芯轴安装,但是我觉得这样风险较高而且比较难做。等到壳体热量散尽,把其他附件一同安装,然后就可以跑动平衡。
相关参考
数控车床主轴定位指令(数控车床的坐标系有哪些,如何设定工件坐标系)
引言:坐标系是数控车床操作和编程的时候,用以表明空间位置的主要对象。在编写数控车床的加工程序过程中,为了明确刀具和工件的相对位置,需要通过坐标系和参考点来描述刀具的运动轨迹。本文将以数控车床坐标系来进...
气静压数控外圆磨床(外圆磨床主轴怎么修复,砂轮架主轴的修复方法)
... 外圆磨床在进行加工工件时,通常工件是安装在两个顶尖之间并进行旋转的。砂轮安装在砂轮架主轴上,以比工件较高的转速来进行旋转。工作台可以以各种进给方式进行移动,从而使工件的整个长度在砂
数控车床顶尖(数控车床编程,车削的线速度Vc,切削深度ap,进给量F如何确定?)
...旋转一转,在切削方向上移动的距离,表示单位:mm/r。数控车床编程,车削参数如何设定?线速度Vc,切削深度ap,进给量F如何确定?技术文摘第1张数控车床编程,车
数控车床的坐标系分为机床坐标系和工件坐标系(编程坐标系)两种。无论哪种坐标系,都规定与机床主轴轴线平行的方向为Z轴方向。刀具远离工件的方向为Z轴方向,即从卡盘中心至尾座顶尖中心的方向为正方向。X轴位于水平...
数控车床的坐标系分为机床坐标系和工件坐标系(编程坐标系)两种。无论哪种坐标系,都规定与机床主轴轴线平行的方向为Z轴方向。刀具远离工件的方向为Z轴方向,即从卡盘中心至尾座顶尖中心的方向为正方向。X轴位于水平...
...压卡盘、气动卡盘以及电动卡盘等,而其中的液压卡盘是数控车床上使用比较多的一种卡盘,也是比较实用的卡盘。本文将以数控车床液压卡盘来进行相关内容的介绍。 液压卡盘是一种依靠液压系统来进行控制的夹具,只需...
...的二手货。16年的时候我拆开检查,发现电瓶已经报废,就把电瓶拆下来。灯也没组装起来。因为搬过几次家,差点被母亲卖破烂了。前些天得到一块6
数控车床编程教程(数控车床车60度的顶尖编程,程序步骤很详细)
死顶尖也好,活顶尖也罢,通常都是常用件或标准件,市场上均可购买到!如果你想自己去制作一个死顶尖,个人观点,那个60°的尖不论是编程还是加工是最没技术含量的地方,如果编程,如图所示,按照三角函数关系,即可...
数控车床后置刀架视频(如果你刚开始学习木工车削,你需要知道这些)
大家好,这里是创意工艺短视频,我们致力于分享视频和知识。车床木材人的创作木工车削可能是一个非常愉快的爱好,如果一个人专注于学习良好的基本木质基础知识,它也可能是一个安全的爱好。转动主轴(如桌腿,床柱,...
数控机床机械装调(数控车床的坐标系有哪些,如何设定工件坐标系)
引言:坐标系是数控车床操作和编程的时候,用以表明空间位置的主要对象。在编写数控车床的加工程序过程中,为了明确刀具和工件的相对位置,需要通过坐标系和参考点来描述刀具的运动轨迹。本文将以数控车床坐标系来进...