数控车床震刀怎么调(数控机夹刀刀杆材料的介绍,普通加工用调质钢,抗震就选钨钢)
Posted
篇首语:读书不趁早,后来徒悔懊。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床震刀怎么调(数控机夹刀刀杆材料的介绍,普通加工用调质钢,抗震就选钨钢)相关的知识,希望对你有一定的参考价值。
数控车床震刀怎么调(数控机夹刀刀杆材料的介绍,普通加工用调质钢,抗震就选钨钢)
数控机夹刀刀杆材料介绍及使用
材料简介
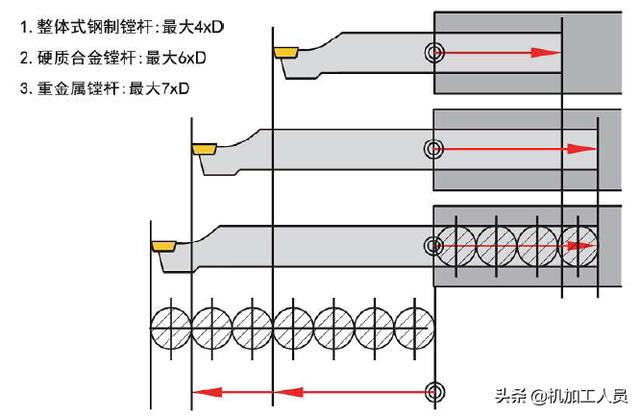
现在刀具常见材料是普通调制钢和钨钢。普通钢刀杆超过一定深度,会因为弯曲、振动而出现断刀、崩刃等现象,钨钢刀杆抗震性最强,成本也最高。
一、一般钢
45#,42CrMo4,65Mn,40cr都可以。
45#一般是HRC35--40,65Mn可以做到HRC40-45。需要回火
45#,42CrMo4,40cr是最优选的,价格便宜。
一般普通刀杆都使用一般钢,主要是加工普通品。

二、钨钢
高比重钨合金是以钨(含量为85-99%)作为基体,同时添加Ni,Cu,Fe,Mo,Cr等元素组成的合金。
因为钨合金具有高抗震,成型性好的性能,非常适合用于制作。
钨合金抗震刀杆在加工硬材料及以精度、光洁度、垂直度要求较高的工件具有很大优势。同时因钨合金抗震刀杆具备优良的抗震性能,从而使刀片减少在加工当中因振动而导致的横向撞击,最大限度的把刀片使用到削切当中。实践证明使用钨合金作为刀杆可以节省刀片2到5倍,加工时间大大缩短,加工成本直线下降,从而使您得到了最大的性价比

三、其余重金属
还有一些刀具厂,为增强刀杆的抗震性,使用了特殊的重金属材料,并增加了阻尼避震,避免震刀。
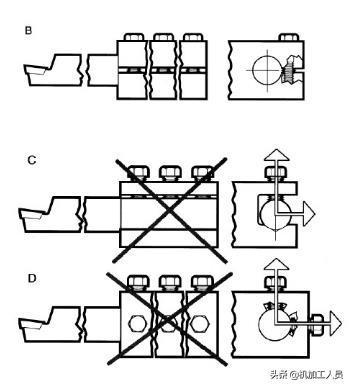
使用说明
另外为提高刀杆的抗震性能请参照下图进行装夹刀具。推荐适应B型装夹,使刀杆完全被包裹。
相关参考
教你数控机床出现震纹时应该怎么办 机床商务网-机床,数控机床,激光加工及相关产品采购平台和网络媒体数控机床较好地解决了复杂、精密、小批量、多品种的零件加工问题,是一种柔性的、高效能的自动化机床,代表了现...
...生振动以及变形(薄壁件加工尤其重要)。主偏角一般在刀杆上得到保证。第二、其次,确定刀尖角度,也可以说选择刀具形状一般,我们常用的刀片形式主要有:圆刀片(R开头,ISO标准代码,下同),
数控车床车细长轴怎么解决震刀(怪不得你家切削老振刀,看看啥原因吧)
机床加工中振动震刀问题,造成工件表面有颤纹,返工率、废品率高。机床震动原因一般是机床-工件-刀具三个系统中任一个或多个系统刚性不足,下面先说振动、震刀产生时都需要从哪些方面入手排查。1.工件方面的排查点...
数控刀具失效的形势数控刀具在切削加工过程中,数控刀具的刀尖刀刃磨损到一定程度,如刀刃卷刃,刀刃过度磨损变形,刀刃崩刃,这时数控刀具则丧失其切削能力或无法保障加工质量,则称之为刀具失效,数控刀具失效的形...
刀架机构直接影响数控车床的切削性能和切削功率。因此数控车床刀架设计的好与坏、功率的高与低将直接影响到产品的加工时刻和质量,进而影响到制造业的飞速发展。一、车刀在前、刀架在后这的应用办法:1、粗车毛坯料...
...削加工刀具、铣削加工刀具和孔加工刀具1)车削加工刀具数控车床使用的刀具,无论是车刀、镗刀、切断刀还是螺纹加工刀具等均有焊接式和机夹式之分,除经济型数控车床外,目前已广泛地使用机夹式可转位车刀,其结构如图2...
数控车床内孔刀杆怎么选择啊(用指令G71、G73加工外轮廓,要知道余量U为正,内轮廓余量U为负)
内轮廓车削加工内轮廓车削与外轮廓车削基本相同,只是车内轮廓的工作条件比较差,加上刀杆刚性差,容易振动,因此内轮廓的车削加工与测量比较困难。内孔车刀的安装要求1.安装内孔车刀时,刀尖应对准工件中心或略高一-...
1引言孔加工技术是金属切削加工的一个重要环节,精密深孔加工就更是重中之重。传统笨重机械被液压机械逐步取代,而这个取代的过程很大程度上取决于液压件关键部位的加工技术,液压阀孔的加工精度直接影响产品的性能、寿...
...加。二、硬质合金焊接车刀所谓焊接式车刀,就是在碳钢刀杆上按刀具几何角度的要求开出刀槽,用焊料将硬质合金刀片焊接在刀槽内,并按所选择的几何参数刃磨后使用的车刀。三、机夹车刀机夹车刀是采用普
一、镗孔概述镗孔加工的精度非常高,精镗孔的尺寸精度可达IT8~IT7,可将孔径控制在0.01MM精度以内。若为精细镗孔,加工的精度可达TT7-IT6,表面质量好。一般的镗孔,表面精糙度Ra值1.6~0.8μm二、镗孔步骤及注意事项镗刀安装安...