数控车床镗孔刀怎么对刀(总说镗孔加工困难,这里有答案)
Posted
篇首语:进学致和,行方思远。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床镗孔刀怎么对刀(总说镗孔加工困难,这里有答案)相关的知识,希望对你有一定的参考价值。
数控车床镗孔刀怎么对刀(总说镗孔加工困难,这里有答案)
镗孔加工困难的原因有很多,为了便于正确分析问题,避免采用错误的处理方式,下面整理了镗孔加工要点、及典型镗孔加工质量问题分析等资料供大家参考。让我们先来看一段视频:
▲镗孔加工-旋转切削法

▲大型工件手动定位
镗孔加工各步骤要点
1.镗刀安装
安装镗刀工作部是非常重要的,特别是针对采用偏心原理的工作调整,安装镗孔刀后一定要注意观察镗刀的主刀刃上平面,是否与镗刀头的进给方向在同一水平面上?安装在同一水平面上才能保证几个切屑刃是在正常的加工切削角度。
2.镗刀试镗孔
镗刀按工艺制造要求调整预留0.3~0.5mm余量,扩镗、配镗孔按初孔余量调整粗镗余量≤0.5mm,必须保证满足后续精镗加工余量。

镗刀安装借出后,需进行试镗验证镗刀调试是否满足粗镗要求。
3.镗孔要求
•镗削加工前仔细检查工装、工件的定位基准、各定位元件是否稳定可靠。
•用卡尺检测待加工初孔的直径是多少?测算现在还有多少预留加工余量?
•镗孔加工前检查设备(主轴)重复定位精度、动态平衡精度是否满足工艺加工制造要求。
•卧加镗孔试镗过程中须检查镗杆重力悬伸动态跳动值,合理修正切削参数减少加工离心剪切振动影响。
•按粗镗、半精镗、精镗步骤合理分配层镗削余量,粗镗余量约0.5mm为宜;半精镗、精镗余量约0.15mm,避免半精镗因余量过大产生让刀现象影响精镗余量调整精度。

•对于难加工材料、高精度镗孔(容差≤0.02mm)可增加精细镗加工步骤,镗削余量不小于0.05mm避免加工面弹性让刀。
•镗刀对刀过程中,须注意避免镗刀工作部(刀片和刀座)与对刀块发生冲击,损坏刀片及刀座导向槽使镗刀调整值发生变化影响孔径加工精度。
•镗削加工过程中注意保持冷却充分,增加加工部位的润滑效果以减少切削力。
•各加工步骤中严格排屑,防止切屑参与二次切削影响孔径加工精度与表面质量。
•镗削加工过程中随时检查刀具(刀片)磨损程度,及时更换以保证孔径加工质量;精镗步骤严禁更换刀片防止误差
•每步骤加工后须严格执行过程质量控制要求,仔细检测实际加工孔径并做好记录,便于分析、调整完善镗孔加工。
镗削加工面临的主要问题
1.刀具磨损
在镗削加工中,刀具连续切削,易出现磨损和破损现象,降低孔加工的尺寸精度,使表面粗糙度值增大;同时,微调进给单元标定出现异常,导致调整误差使加工孔径出现偏差甚至引发产品质量故障。

▲刀片刃口磨损变化
2.加工误差
镗孔加工的加工误差反映在孔加工后的尺寸、形位及表面质量变化上,主要影响因素有:
•刀杆长径比过大或悬伸过长;
•刀片材质与工件材质不匹配;
•镗削用量不合理;
•余量调整分配不合理;
•初孔孔位偏移导致余量周期性变化;
•工件材料高刚性或低塑性,刀具或材料呈让刀趋势;
3.表面质量
镗削已加工表面的鱼鳞状或螺纹状切纹,是比较常见的表面质量现象:

▲主要因刀具的进给和转速不匹配造成

▲主要因镗削加工的刚性振动及刀具磨损造成
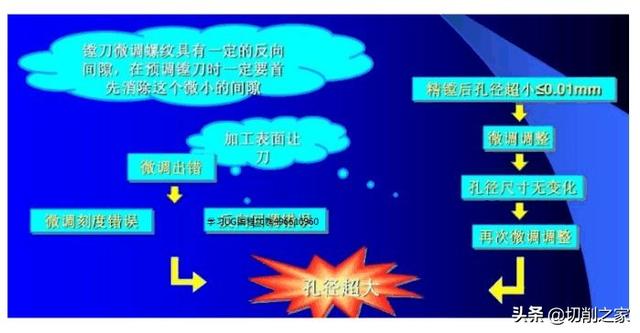
4.调整失误
镗削加工中由于需要操作人员调整分配层吃刀量,在调整分配进刀余量过程中因操作不当易引发加工尺寸精度偏差。
5.测量误差
镗削加工中、加工后测量过程的量具使用不当、测量方式错误,是镗削加工中常见的质量隐患(如测量工具失误、测量方法不正确等)。
拓展:典型镗孔加工质量问题分析

--- End ---
欢迎关注切削之家,每周一到周日12:00和20:00,【切削之家】准时推送精彩文章!
相关参考
数控车内孔刀怎么磨(数控车床精密车削孔加工后出现刮痕的处理方法)
数控车床精密车削加工中心孔加工后出现刮痕怎么处理呢,遇到这种情况怎么办今天万国智能数控就带大家一起来了解一下:1、看一下能不能改变下加工参数,有可能是参数的设置不合理。2、另一方面避免刮痕的有效方法是使...
与外圆表面加工相比,孔加工的条件要差得多,加工孔要比加工外圆困难。这是因为:1)孔加工所用刀具的尺寸受被加工孔尺寸的限制,刚性差,容易产生弯曲变形和振动;2)用定尺寸刀具加工孔时,孔加工的尺寸往往直接取...
数控钻孔指令(加工精粗镗孔时,教你用G76、G85、G86、G87指令编程,简单详细)
嗨,大家好,,数控铣削加工精粗镗孔时,要区分开G76、G85、G86、G87指令编程适用于哪些工艺的零件加工,这样容易提高工作效率,今天给大家详细介绍这些指令的用法及加工用途。1)粗镗孔循环指令G86指令格式:G86X_Y_Z_R_F_;与G81相...
数控车床排刀对刀方法(数控车床CK6150是平轨还是斜轨?)
数控车床CK6150是平轨还是斜轨?数控车床CK6150是一种高精度、高效率的自动化机床。其独立主轴通过变频器控制变频电机转速达到无级变速,进给速度可任意设定,从而实现由微电脑控制的自动化加工。该机床可在自动、手...
扩孔套筒(钻孔、扩孔、铰孔、镗孔、珩磨孔、拉孔……孔加工必读)
孔是箱体、支架、套筒、环、盘类零件上的重要表面,也是机械加工中经常遇到的表面。在加工精度和表面粗糙度要求相同的情况下,加工孔比加工外圆面困难,生产率低,成本高。这是因为:1)孔加工所用刀具的尺寸受被加...
2020-09-0907:53:26来源:山西工人报“咱们试试用螺纹刀,并在刀具上加装一个小工装,看是否能达到精度要求。”9月3日,在山西平阳广日机电有限公司柔性加工班组,“全国青年岗位能手”、数控车工马乐正在和班组成员研究讨...
油缸内孔加工(内孔加工常用方法大汇总:钻孔、扩孔、铰孔、镗孔,你知道几种)
内孔表面加工方法较多,常用的有钻孔、扩孔、铰孔、镗孔、磨孔、拉孔、研磨孔、珩磨孔、滚压孔等。一、钻孔用钻头在工件实体部位加工孔称为钻孔。钻孔属粗加工,可达到的尺寸公差等级为IT13~IT11,表面粗糙度值为Ra50~12.5...
油缸内孔加工(内孔加工常用方法大汇总:钻孔、扩孔、铰孔、镗孔,你知道几种)
内孔表面加工方法较多,常用的有钻孔、扩孔、铰孔、镗孔、磨孔、拉孔、研磨孔、珩磨孔、滚压孔等。一、钻孔用钻头在工件实体部位加工孔称为钻孔。钻孔属粗加工,可达到的尺寸公差等级为IT13~IT11,表面粗糙度值为Ra50~12.5...
深孔钻钻14的孔(内孔加工常用方法大汇总:钻孔、扩孔、铰孔、镗孔,你知道几种)
内孔表面加工方法较多,常用的有钻孔、扩孔、铰孔、镗孔、磨孔、拉孔、研磨孔、珩磨孔、滚压孔等。一、钻孔用钻头在工件实体部位加工孔称为钻孔。钻孔属粗加工,可达到的尺寸公差等级为IT13~IT11,表面粗糙度值为Ra50~12.5...
深孔钻钻14的孔(内孔加工常用方法大汇总:钻孔、扩孔、铰孔、镗孔,你知道几种)
内孔表面加工方法较多,常用的有钻孔、扩孔、铰孔、镗孔、磨孔、拉孔、研磨孔、珩磨孔、滚压孔等。一、钻孔用钻头在工件实体部位加工孔称为钻孔。钻孔属粗加工,可达到的尺寸公差等级为IT13~IT11,表面粗糙度值为Ra50~12.5...