数控车床进给量(进给速度F)
Posted
篇首语:这个世界看你笑话的人永远比在乎你的人要多。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床进给量(进给速度F)相关的知识,希望对你有一定的参考价值。
数控车床进给量(进给速度F)
进给速度用F表示刀具中心运动时的进给速度,由地址码P和后面若干位数字构成。这个数字的单位取决于每个系统所采用的进给速度的指定方法。
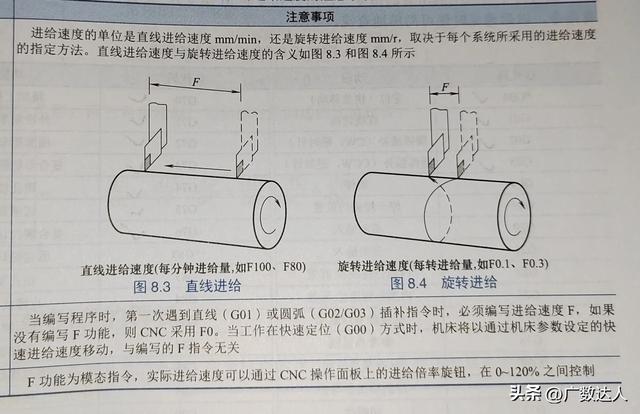
注意事项:进给速度的单位是直线进给速度mm/mi,还是旋转进给速度mm,的指定方法。
直线进给速度(每分钟进给量,如F100、F80),旋转进给速度(每转进给量,如F0.1、F0.3)
当编写程序时,第一次遇到直线(G01)或圆弧(G02G03)插补指令时,必须编写进给速度F,没有编写F功能,则CNC采用FO。当工作在快速定位(G00)方式时,机床将以通过机床参数设定的快速进给速度移动,与编写的F指令无关
F功能为模态指令,实际进给速度可以通过CNC操作面板上的进给倍率旋钮,在0-120%之间控制
广州数控机床在开机后默认是G99,进给是旋转进给,换一个很好理解的方式就是和普通车床那里那个进给表数据一样的(如F0.1 F0.3)这些。
当然了也有人喜欢用F100 F300这些,这个就要在程序头那里先输入G98才行,可以理解成配套使用的
相关参考
数控车床顶尖(数控车床编程,车削的线速度Vc,切削深度ap,进给量F如何确定?)
...旋转一转,在切削方向上移动的距离,表示单位:mm/r。数控车床编程,车削参数如何设定?线速度Vc,切削深度ap,进给量F如何确定?技术文摘第1张数控车床编程,车
数控车床进给速度F怎么计算(深度解析切削速度、吃刀量和进给速度三者关系及计算公式)
1、切削用量的选择原则 粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精加工时,应在保证加工质量的前提下,兼顾切削效率、经济性和加工成本。具体数值应根据机床说明书、切削用量手...
...可得到:主轴(铣刀)转速:N=1000V/兀D铣削速度V推荐值2.进给量在铣削过程中,工件相对于铣刀的移动速度称为进给量.有三种表示方法: (1)每齿进给量af铣刀每转过一个齿,工件沿进.给方向移动的距离,单位为mm/z。(2)每转进给...
数控车床进给量的单位是什么(文字教程|数控编程常用指令(二))
昨天给大家分享了文字教程|数控编程常用指令(一),今天接着给大家分享数控编程常用指令(二)。1.F功能F功能指令用于控制切削进给量,在程序中,有两种使用方法。(1)每转进给量编程格式G95F~F后面的数字表示的是主轴每...
数控车床g98进给量怎么给合适(数控习题(含答案)—「UG编程」)
一、填空1、平面轮廓加工属于(二轴)加工方式。2、G91G01X3.0Y4.0F100执行后,刀具移动了(5cm)。3、钻镗循环的深孔加工时需采用间歇进给的方法,每次提刀退回安全平面的指令应是(G83),每次提刀回退一固定量q的应是(G73)。4、数控...
数控车床编程常用指令介绍1.F功能 F功能指令用于控制切削进给量。在程序中,有两种使用方法。 (1)每转进给量 编程格式G99F~ F后面的数字表示的是主轴每转进给量,单位为mm/r。 例:G99F0.2表示进给量为0.2mm/r。 (2)每分钟进给量 ...
数控用g98好还是g(数控手动编程中,进给速度F如何确定?如何确定选择G98还是G99?)
影响生产率的单一最大因素就是进给速度。如果进给速度太大,表面质量差,切屑无法控制,功耗大且刀具容易产生月牙洼磨损;如果进给速度太小,则不容易断屑且生产效率低!这是因为影响进给速度取值的因素比如表面粗糙...
数控车切削用量手册(数控加工中心的切削转速和进给速度怎么算?)
数控加工中心的切削转速和进给速度:1:主轴转速=1000Vc/πD2:一般刀具的最高切削速度(Vc):高速钢50m/min;超硬工具150m/min;涂镀刀具250m/min;陶瓷·钻石刀具1000m/min3加工合金钢布氏硬度=275-325时高速钢刀具Vc=18m/min;硬质合金刀具Vc=70...
大家下午好我是你们的好朋友UG编程美丽老师,很多粉丝朋友告诉我说切削的用量不知道如何去选择感觉很困惑~不要担心一向宠粉的我,来帮助你们解决哈,希望对你们有所帮助哦,看完之后记得帮我点点赞哦,你们的支持就是...
数控机床的工作进给速度调整范围比(你真的知道吗,数控的切削速度吃刀量进给速度三者关系及计算公式)
...的形式写入程序中。切削用量包括切削速度、背吃刀量及进给速度等。对于不同的加工方法,需要选用不同的切削用量。1、切削用量的选择原则粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精...