数控车床车螺纹程序(数控车床上如何编制圆锥管螺纹加工程序?看完这个实例就会了)
Posted
篇首语:提兵百万西湖上,立马吴山第一峰!本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床车螺纹程序(数控车床上如何编制圆锥管螺纹加工程序?看完这个实例就会了)相关的知识,希望对你有一定的参考价值。
数控车床车螺纹程序(数控车床上如何编制圆锥管螺纹加工程序?看完这个实例就会了)
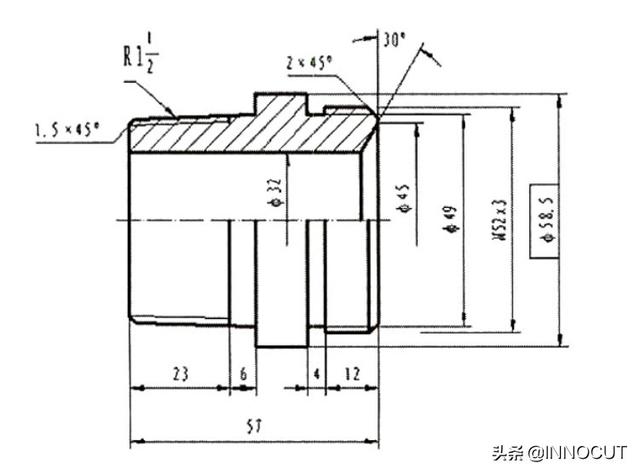
例:加工如图所示的固定接头中的R1 1/2 圆锥管螺纹(精铸件)。
1.基面尺寸:如下图
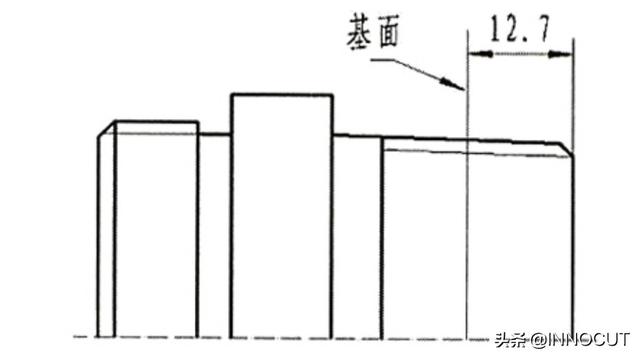
基面尺寸为12.7mm。基面上的螺纹大径为47.803mm、螺纹中径为46.324mm、螺纹小径为44.845mm。锥度C=1:16,每英寸长度内牙数n=11牙,螺距P=2.309mm,牙型高度h=1.479mm。
2.数控车切削圆锥螺纹的走刀路线及编程格式。如图:
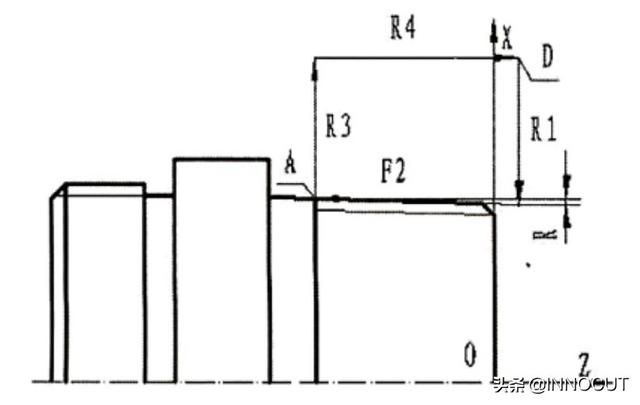
走刀路径:起点D---R1---F2---R3---R4---回到起点D
编程格式:N__G92__X__Z__R__F__
X、Z为A点坐标,R为大小端半径差,F为螺距。
3.各基点的坐标计算:如图
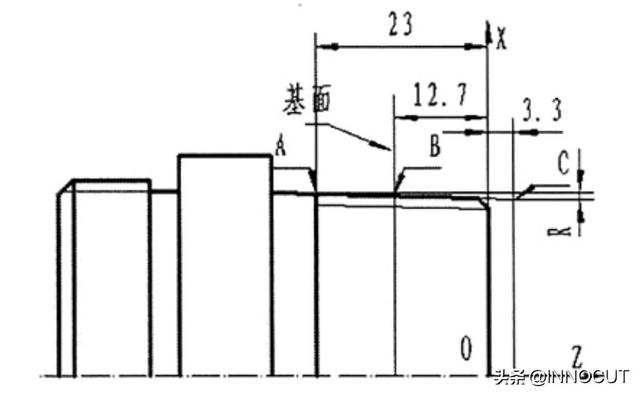
C点离基面距离为16mm,Xc=47.803-16÷16=46.803mm。
则C(Xc 46.803,Zc 3.3)
A 点离基面距离为23-12.7=10.3mm,Xa=47.803-10.3÷16=48.447mm。
则A(Xa48.447,Za 10.3)
R= -(48.447-46.803) ÷2=- 0.822mm
4.编程
M03S800;主轴正转,转速800rpm。
G99T0101;调用每转进给,调用一号刀、01号刀补
G00X52Z0;点定位,准备车端面。
G0lX30F0.2;车端面,进给量为0.2mm/r。
G00X40.1Z2;退刀,准备倒角。
G0l X47.1Z-1.5;倒角l.5x45°。
X48.82Z-29;车外圆锥面。
G00×l00Z50;退刀。
T303 S600;换三号刀,转速改为600rpm。
G00X60Z3.3;点定位,准备车螺纹。
G92X47.4Z-23R-0.822F2.309;固定循环车螺纹。
X46.8;
X46.3;
X45.9;
X45.6;
X45.489;
G00X100Z50M05;退刀。
M30;
相关参考
梯形螺纹12螺距如何加工(梯形螺纹在数控车床上的变速车削加工(二)(附图))
2.变速车削梯形螺纹在简易数控车床上的实现像GSK980T、FANUC-OTE等一些功能较全的数控系统由于有复合指令的存在使得编程变得比较简单,但在一些国产经济型数控车床上却不具备这样的功能。这时我们可以将刚斜进法的粗车过程...
数控大螺距螺纹加工方法(数控车床上加工螺纹的各种方法(附螺纹宏程序实例))
关注后你就是我的人了数车螺纹加工常用的三种进刀方式:直向进给侧向进给交替进给不同的进给加工方式,对刀具磨损和螺纹质量具有不同的影响。一、直向进给这种切削方法,需要刀具牙型和螺纹牙型完全一样。螺纹刀切入...
有没有只能装一把刀的数控车床(在数控车床上快速车削蜗杆,太难?用宏程序加工,一招搞定)
在数控车床上车削较大导程的蜗杆、梯形螺纹和锯齿螺纹,由于工件的齿形深,需要切除的毛坯余量多,一般是选择较低的切削速度和高速钢成形刀,使用G32和G76等指令车削,加工精度特别是表面粗糙度很难达到图纸要求,加工...
数控系统常见故障部位有哪些(数控车床加工螺纹时常见故障及解决方法)
...连接零件、紧固零件、传动零件和测量用的零件等等。在数控车床上加工螺纹是比较常用的加工方法之一。数控车床上加工螺纹以加工精度高、产品统一性好、加工范围广等优势在机械加工中占有越来越重要的地位。本文从实际...
数控主轴编码器输出原理(数控车床上螺纹加工的三大问题和解决方法)
...,特别是螺纹的修正车削,需二次装夹二次对刀,限制了数控车床加工螺纹的加工效率,螺纹精度要求较高时,如梯形螺纹还需两侧面进行精加工,需先粗加工后换精车刀进行精加工,如果不能很好地解决加工进程中的装刀对刀...
数控车床加工螺纹编程(数控车床的螺纹加工指令,复合循环指令你都知道吗?不知道的我教)
大家好,我是木子,今天给大家带来,数控车床基础的螺纹车削编程教学,话不多说,上干货螺纹车削加工指令一、螺纹加工方法在数控车床上加工螺纹的进刀方式通常有直进法和斜进法,如图所示。直进法使刀具双侧刃切削,...
数控车床怎样车梯形螺纹(数控车宏程序编程实例,大螺距圆弧螺纹宏程序分享)
做数控车的师傅遇到大螺距螺纹,圆弧螺纹,异性螺纹的编程,往往束手无策,因为普通的G指令(G32,G92,G76)很难实现这类零件的加工。那么,遇到这类零件如何编程呢?很棒的方法就是利用宏程序,那么清风给你讲三点,让你明白...
数控车床内圆R角怎么编(数控车上加工圆弧螺纹宏程序,这个案例值得你学习)
运用宏程序编程优点还很多,比如说刀具寿命管理,安全预测程序开发,数控G指令开发,产品、磨具参数化编程等等。学会宏程序编程是一件多么夸姣的事啊!说起大螺距圆弧螺纹加工,批量生产大多用旋风铣来加工可是一些...
我们在数控车床上进行螺纹加工时,通常采用一把刀具进行切削。在加工大螺距螺纹时,因刀具磨损过快,会造成切削加工后螺纹尺寸变化大、螺纹精度低。经过多年的探索,我们摸索出了一种在数控车床上切削加工螺纹时,分...
梯形螺纹的加工在数控车床上,可用G76螺纹切削循环指令,采用斜进法、交错切削等方法加工梯形螺纹,但有一定的技术难度。所以根据长期的实践经验,摸索出一套在一系列经验公式对编程数据精细计算的基础上,使用螺纹切...