数控车床车外圆R(日本TU30数控车床切削运动总成大修及几何精度修复)
Posted
篇首语:千金一刻莫空度,老大无成空自伤。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床车外圆R(日本TU30数控车床切削运动总成大修及几何精度修复)相关的知识,希望对你有一定的参考价值。
数控车床车外圆R(日本TU30数控车床切削运动总成大修及几何精度修复)
1 日本TU30数控车床简介
日本TU30数控车床是我厂曲轴车间完成曲轴端面切削、倒角及止推颈外圆尺寸加工的设备,其高刚性的四导轨床身、主轴直径为Φ150mm ,主轴转速为高、低2组无级变速:6~2500 r/min,采用双移门结构,主轴采用AC电机高、低2组的无级变速。
2 数控车大修前故障现象
该设备在长期的断续切削加工过程中,由于不间断的冲击载荷力的作用,造成了切削运动总成整体几何尺寸(回转刀盘总成;进给总成;X滑台导轨总成等相互关联部件)的严重磨损,从而破坏了相互间的配合,造成了运动精度的降低。并且,间隙又使在切削加工过程中,各总成间发生碰撞,产生较大的震动响声及对设备的损坏造成了X向滑台导轨总成的严重磨损,从而破坏了相互间的配合。经常出现X向伺服电机报警、曲轴止推颈加工尺寸超差等故障现象,严重影响曲轴的加工质量。
2.1故障原因分析
查询该数控车的编程,发现其数控刀架,是采用反向切削,切削力全部作用在压板上,由于压板的接触面积比较小,故要承载比较大的作用力,在长期的负荷作用下,导轨总成(滑台、压板和导轨)出现大面积磨损。
经过拆卸发现:由于导轨总成的大间隙配合致使其复合运动造成传动箱齿轮和刀盘定位鼠齿盘磨损。
(1)刀盘传动齿轮箱总成的定位鼠齿盘因断续切屑震动而产生磨损,传动齿轮不但严重磨损,还出现打齿现象。
(2)X向滑台、导轨、镶条及压板因断续切屑震动出现磨损严重和点蚀,最大磨损尺寸量达一个毫米。
(3)Z向滑台、导轨、镶条及压板因接触面积较大,磨损情况超差情况较好。
2.2故障修复难点
诸如传动箱的齿轮打齿及磨损齿轮可直接更换,Z向导轨可通过简单地刮研解决,以下几个问题需要认真分析加以解决:
1、针对X向导轨总成:
(1)如何保证在两导轨尺寸的不一致性前提下,导轨面与基准面的平行度问题。
(2) 滑台和压板相对导轨的修配中,采用何种方式补偿加工过程中损失的尺寸量问题。
(3)采用何种方法即能满足原有镶条的调节滑台作用,又能实现滑台与导轨的理想配合问题。
2、刀盘定位鼠盘磨损间隙如何补偿问题。
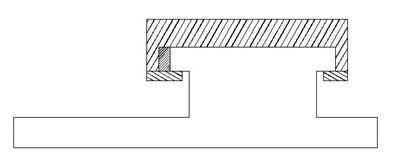
图1 X向导轨总成简图
3 解决方案流程
针对以上几点故障修复难点,对项目进行了认真的分析和研究,确定了以下方案流程(图2),利于项目的各项工作的具体实施。
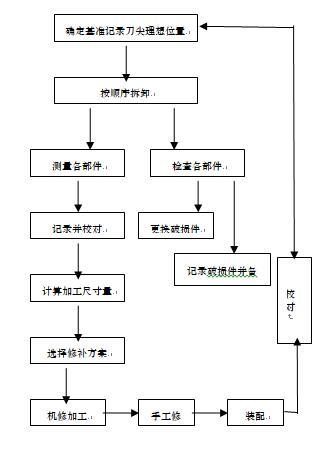
图2 方案流程简图
4 具体解决措施
首先,查阅相关资料,了解切削运动机件总成,在机床中与各部件间的相互位置尺寸;针对一些拆前可进行测量的参数、尺寸,尽量提前确认。一些未知参数、尺寸,只有在分解该设备后,进行测量确定。确保修理后TU30切削运动总成整体几何精度。
4.1修前工作步骤
1、 拆解前,先对该设备的回转中心高及回转刀盘刀尖高度进行尺寸测量。确保修理后,数控刀盘总成整体的切削运动几何精度。
2、 对项目工作设备进行拆解检查,在拆分解每个部件的过程中发现:
(1)刀盘传动齿轮箱总成的定位鼠盘因断续切屑震动而产生磨损,传动齿轮不但严重磨损,还出现打齿现象,应对定位鼠盘进行再加工,更换传动齿轮。另外,检查发现编码器链接轴支撑轴承,因浸泡在切削液中,产生锈蚀和磨损,需更换处理。
(2) X向滑台、导轨、镶条及压板因断续切屑震动出现磨损严重和点蚀,最大磨损尺寸量达一个毫米。需对滑台、导轨及压板进行加工处理。另外,检查发现x向丝杠下支撑轴承,因浸泡在切削液中,产生锈蚀和磨损,需更换处理。
(3) Z向滑台、导轨、镶条及压板因接触面积较大,磨损情况超差情况较好。在最终的装配中,通过简单地刮研即可解决。
3、 针对严重磨损件,在加工前的工作步骤:
(1)通过测量X向导轨上定位面与基准面之间的实际尺寸、导轨侧定位面与滚珠丝杠中心基准之间的实际尺寸、两导轨间的实际宽度尺寸、导轨的厚度。为最终的装配尺寸提供依据。
(2)测量刀盘定位鼠盘侧定位齿形的实际尺寸、磨损情况及两齿盘啮合时的侧面和端面间隙。
4、 磨损件加工尺寸的确定工作步骤:
(1)修磨导轨:由于主导轨面、副导轨面、定位导轨面、压板导轨面磨损的不同,在磨修时,应保证在与基准面平行的基础上,可以在导轨面已被磨削出来的情况下,不用保证两导轨尺寸的一致性。
(2)对于修磨好的导轨,首先,应把它放到平板上,通过百分表测量对相关基准面进行支承并找平。然后,通过用千分尺、百分表对相关导轨面的尺寸落差测量,以及结合未加工时测量的尺寸进行计算,用计算出的结果、滑台上各导轨面的最小磨损尺寸及要贴的聚四氟乙烯板的厚度规格,来确定对与之配合的滑台上各导轨面的加工尺寸的量。
(3)在前面滑台与导轨研配工作完成后,在通过百分表对滑台与导轨平面的尺寸落差进行测量及计算。用计算出的结果,对各压板不同的落差尺寸分别进行加工。
4.2零件加工完成后为确保切屑中心不变的修配步骤
1、 滑台修复—填充材料补偿滑台加工尺寸
(1) 导轨面的加工
导轨面的修复直接影响后续修复工作,其修复质量关联滑台、压板和镶条尺寸加工量,稍有偏差就会为后续工作带来诸多不便。
起初我们考虑采用传统的刮研方式。但由于磨损量大(两侧磨损量不同,一端约为0.5mm,另一端约为1mm),工作量大,其缺点无法精确两导轨面同时与导轨基准面的平行度。
根据多方咨询,我们选用直线导轨磨床,选用其优点是:它可以以导轨底面为基准同时加工导轨两侧磨损区域,这样既保证了两导轨面与基准面的平行度,又保证了两导轨面的平面度。
对加工好的导轨进行测量、校对和找平,为下一步滑台修复做好准备。
(2)贴塑修复滑台
针对导轨加工后的测量结果(一端加工尺寸量0.5mm,另一端1mm),选用1mm、1.5mm、2mm厚度的聚四氟乙烯塑料板(简称塑料板材)作为填充材料来补偿滑台与导轨加工尺寸量,其优点耐磨,减震。
具体方法:考虑到机床的实际工作状态,塑料板材粘接面要有很好的抗震和耐剪切效果,综合考虑选用红星胶粘接剂。根据前述磨损件加工尺寸确定的工作步骤中,已修磨好的导轨实际测量尺寸。结合滑台的实际工作状况,用贴聚四氟乙烯塑料板的方法来充填因加工而减少的尺寸。首先,依据滑台各导轨面不同的加工尺寸,用1mm、1.5mm、2mm厚度的聚四氟乙烯塑料板,把它们用胶粘剂粘接到滑台上的三个工作面上去,并用重物压紧,等胶粘剂干透后开出润滑油槽。
用已调整好并找平的导轨对滑台导轨面进行对研与刮屑。此过程需反复进行多次,直到滑台上安装面平行度测量值在0.01mm以内,并且滑台导轨面上的接触点数每平方英寸不少于6—8个点。然后,再对滑台导轨侧定位面进行对研与刮屑,过程同前。而后,也同样需要测量平行度与接触点数,测量结果同前。
对已调整好并找平的导轨相对滑台的配合面进行研与刮屑。此过程需反复进行多次,直到滑台上安装面平行度测量值在0.01mm以内,并且滑台导轨面上的接触点数每平方英寸不少于6—8个点。
2、 镶条修复-采用灌注修补剂
由于滑台与导轨,经过修磨、刮研后尺寸发生变化,致使原镶条的调整尺寸无法满足理想的安装要求。要想即提高耐磨性又提高修理的便捷性,我们采用灌注修补剂方式,即在原镶条表面上涂覆耐磨层。
具体方法:选用TS311工业修补剂,优点耐磨。原镶条表面上预先涂覆耐磨层TS311,将其放入已刮研好的滑台与导轨的侧定位面之间,并对其间隙灌注修补剂,捣实,防止产生气泡。待其干燥后取出,并开出润滑油槽。因镶条涂胶放入干燥过程与实际安装相同,所以不用刮配。
3、 滑台与导轨底面间的压板配合修复
而一般情况下,数控车的数控刀架采用正向切削,滑台的主受力面在导轨的上表面,而导轨的上表面比较宽大是压板面的2-3倍,对压板的技术要求可以低些。该数控车的数控刀架,是采用反向切削。因此,切削力全部作用在下压板上,又由于压板的接触面积比较小,故其承载力较大,要保证压板的装配均匀,就必须减小配合间隙。
具体方法:必须在前面滑台与导轨研配工作完成后,才能通过百分表对滑台与导轨底平面的尺寸落差进行测量及计算。用计算出的结果,对各压板不同的落差尺寸分别进行加工。然后,把加工好的压板安装到滑台上,逐渐加力压紧,反复数次进行对研与刮屑,来确保滑台、导轨与压板间相互配合尺寸的稳定,并且滑台压板面上的接触点数每平方英寸不少于6—8个点,并进行测量校对。
4、 刀盘定位鼠盘修复
盘针对前面所测量的刀盘定位鼠盘测量结果结合实际工作尺寸比对,两齿盘啮合时,两啮合端面应有一定的间隙尺寸进行加工,确保啮合时侧定位无间隙。
5、项目价值及总结
通过此次切削运动滑台总成的分解修理,采用新技术、新材料恢复镶条与滑台、导轨的配合精度,确保了日本TU30数控车的完好,提高了设备耐磨、减磨性能。提升了曲轴的加工精度,提高了机床的加工效率。经过经一年多的使用,该设备还没有出现大修前的故障现象,所加工曲轴尺寸稳定,没有再出现超差报废现象。
相关参考
数控车床车外圆有锥度怎么(数控车床操作面板的介绍,了解操作面板功能按键的作用)
...动执行的,操作的准确性主要取决于操作人员的技术,而数控车床需要执行很多操作时,就需要在操作面板上使用各种类型的按键来执行各种功能。本文将以数控车床操作面板来进行相关内容的介绍。数控车床操作面板是一个关...
实用宏程序详解之芯轴通用宏源程序详解:O0001T201M03S600(刀具刀号,刀补,主轴正转及转速)#1=80(加工前毛坯直径)(这个是毛坯外圆尺寸是车削芯轴是原材料的直径)#2=60(加工后芯轴直径)(这个是加工后的所需芯轴的直径...
数控车床怎么车外四方(数控车床的基本结构,看似无作用的部分,却是撑起机床主要运动)
数控车床又称为CNC(ComputerNumericalcontrol)车床,即用计算机数字控制的车床,数控车床是目前国内外使用量最大、覆盖面最广的一种数控机床。数控车床主要用于旋转工件的加工,一般能自动完成内外圆柱面、内外圆锥面、复杂...
G72称横向切削循环,与G71指令类似,不同之处是G72的刀具路径是按径向(X轴方向)进行切削循环的,适合加工盘类零件。G0X_Z_G72W_R_F_G72P_Q_U_W_★G72精加工程序段的第一句只能写Z值,不能写X或X、Z同时写入,否则机床报警。★该循环...
...度有()。(A)前角(B)后角(C)主偏角(D)刃倾角2.车外圆时,当车刀装得低于工件中心,造成的结果可能是()。(A)前角增大,后角减小,切削负载减小(B)前角减小,后角增大,切削负载减小(C)前角减小,后角增...
车外圆工件的装夹在车削加工以前,必须先把工件装夹在车床夹具中,经过校正后才能进行车削加工。常用的装夹方法在车床上进行车外圆时,由于工件的形状是多种多样的,大小和加工数量又各不相同,因此在加工前,必须对...
数控外圆磨床 头架 头架拨盘的旋转,由电机变频调速带动皮带轮,拨盘转动,拨盘转速为40-500r/min分段无极变速,以习惯不同直径、不同资料、不同要求工件的磨削。 床身与工作台 床身选用大圆孔、鱼翅形筋板...
数控车床刀具偏置里R和T怎么设置(学习数控车加工编程,搞懂这12个指令代码是关键)
本期资料基于FANUC系统车床,希望对知友们工作和学习有所帮助。1、G00快速定位指令2、G01直线插补指令3、G02顺时针圆弧插补指令4、G03逆时针圆弧插补指令5、G90外圆、内圆车削循环指令6、G71外圆粗车循环指令O0001;G98;M03S500T010...
数控车床加工螺纹时,因其传动链的改变,原则上其转速只要能保证主轴每转一周时,刀具沿主进给轴(多为Z轴)方向位移一个螺距即可,不应受到限制。但数控车床加工螺纹时,会受到以下几方面的影响:1)螺纹加工程序段中...
数控车床进刀速度怎么计算(数控车床车外螺纹的最佳转速是多少)
数控车床加工螺纹时,因其传动链的改变,原则上其转速只要能保证主轴每转一周时,刀具沿主进给轴(多为Z轴)方向位移一个螺距即可,不应受到限制。但数控车床加工螺纹时,会受到以下几方面的影响:1)螺纹加工程序段中...