数控车床走刀速度一般多少(你们知道数控车切削参数有多么重要?)
Posted
篇首语:书史足自悦,安用勤与劬。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床走刀速度一般多少(你们知道数控车切削参数有多么重要?)相关的知识,希望对你有一定的参考价值。
数控车床走刀速度一般多少(你们知道数控车切削参数有多么重要?)
1 切削三要素
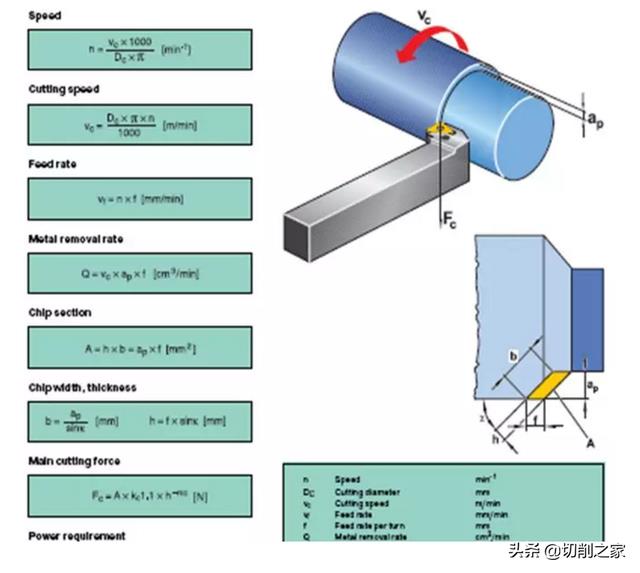
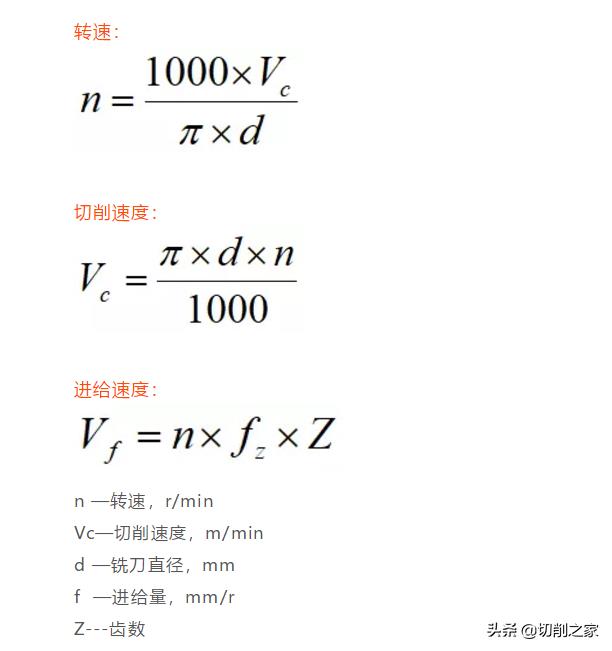
1. 线速度Vc
刀片每分钟在工件已加工面移动的长度。表示单位:m/min。切削过程中线速度的具体表现主要是主轴转速。
换算公式为:S=VcX1000/3.14D
D:被加工工件切削直径
2. 切削深度ap
待加工工件表面至已加工工件表面的距离,表示单位:mm。
3. 进给量F
工件每旋转一转,在切削方向上移动的距离,表示单位:mm/r。
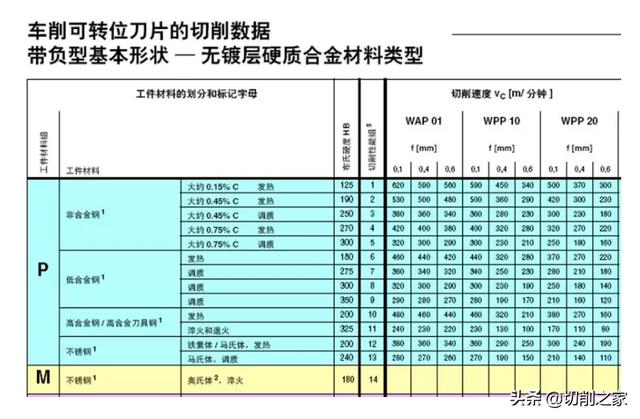
2 线速度的确定
刀片选定后,线速度可根据公司提供的简易刀具参数表进行初步确定:
3 切削速度Vc
1. 切削速度对刀具耐用度的影响很大,提高切削速度,可缩短加工时间,提高加工效率。但线速度过高,切削温度会上升,刀具耐用度也将大大缩短。每家公司的刀具使用寿命都有一个具体时间,一般按该公司样本规定的线速度加工时,每刃连续加工15-20分钟即到寿命。如果线速度高于样本规定线速度的20%,刀具寿命将降低为原来的1/2;如果提高到50%,刀具寿命将只有原来的1/5。
2. 低切削速度(切速20-40m/min)加工时,工件易产生振动,刀具耐用度亦低。
3. 同种材料硬度高,切削速度应下降;硬度低,切削速度应上升。
4. 切削速度提高,表面粗糙度好;切削速度下降,表面粗糙度差。
例:某上盖材质为45#钢,调质硬度HRC28-32。在加工M105X2的螺纹时采用的转速为800转,目前螺纹刀具的每个切削刃只能加工8-10件工件。
主要原因:线速度过高导致刀具寿命大幅度降低。目前刀具的线速度为Vc=3.14X800/1000=251.2米/分钟。如果按照45#钢非调制件进行加工,刀具线速度应该在180-200m/min,而调制到HRC28-32,线速度应降到120m/min左右加工较为合适。其中考虑到螺距较大、加工时的切削力较大所造成的影响。
4 切深ap
切深是根据工件的余量,形状,机床功率,刚度及刀具刚度确定。切深变化对刀具寿命影响很大。
1. 切深过大,切削力超过刀刃的承受力,从而产生崩刃,导致刀尖报废;
2. 切深过小,微切深时,刀具并没有进行正常切削,只是在工件表面刮擦,导致切削加工时产生硬化层,是刀具耐用度降低的原因,而且工件的表面粗糙度差;
3. 切削铸铁表面和黑皮表面层时,应该在机床功率允许的条件下,尽量增大切深,否则切削刃尖端就会因切削工件表面硬化层,而使切削刃发生崩刃,发生异常磨损。例如,对于一种热轧的D80圆钢件进行扒皮车削时,假设圆钢件由于椭圆导致最大外形尺寸和最小外形尺寸分别为82、78,此时第一刀切削深度必须小于78。刀尖由于一直保持连续加工,可以有效保证刀尖不崩刃,从而提高刀具的使用寿命。
4. 不同材质的工件或同一材质但热处理硬度不同的工件,加工时的切深会有所不同,要根据实际情况决定。
5. 经验有效切削刃长度:
C型刀片:2/3*刃长l
W型刀片:1/4*刃长l
V型刀片:1/4*刃长l
T型刀片:1/2*刃长l
D型刀片:1/2*刃长l
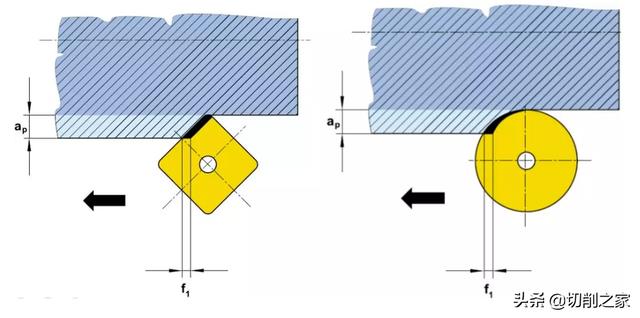
5刀片形状与尺寸、切深

06 进给量
1. 在车削过程中工件每转一转,车刀前进的量即进给量。
2. 进给量与加工表面粗糙度有很大的关系,通常按表面粗糙度要求确定进给
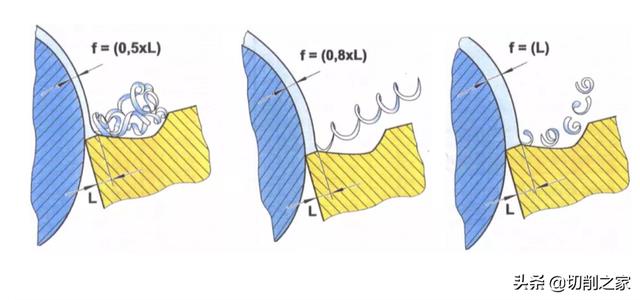
1)进给量应大于倒棱宽度,否则无法断屑,一般取倒棱宽度的两倍左右
2)进给量大,切屑层厚度增加,切削力增大
3)进给量大,相应需要较大的切削功率
3. 进给量的影响
1)进给量小,后面磨损大,刀具耐用度很快降低
2)进给量大,切削温度升高,后刀面磨损增大,但它对刀具耐用度的影响比切削速度小
3)进给量大,加工效率高
4)进给量在0.1-0.4之间,对后刀面的影响较小,视具体情况而定。经验公式f粗=0.5*刀尖半径
07 切削参数与断屑的关系
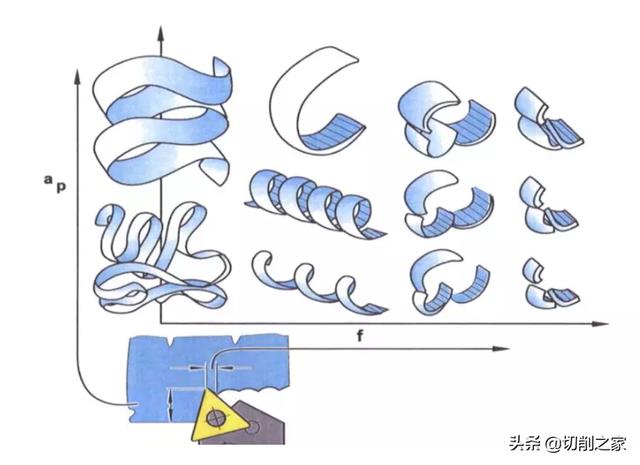
断屑与进给量、倒棱宽度的关系:
相关参考
大家下午好我是你们的好朋友UG编程美丽老师,很多粉丝朋友告诉我说切削的用量不知道如何去选择感觉很困惑~不要担心一向宠粉的我,来帮助你们解决哈,希望对你们有所帮助哦,看完之后记得帮我点点赞哦,你们的支持就是...
数控铣削切削用量(切削速度,吃刀量,进给速度三者关系及计算公式)
...应尽可能使背吃刀量等于工件的加工余量,这样可以减少走刀
数控车床走刀速度公式(数控车床常用计算公式大全你还知道哪些?)
数控车床最大吃刀量(精讲切削参数,数控车削程序转速进给设置多少,看完不再求人)
如果将数控车削技术比作武功修炼的话,那么车削三要素(切削深度vc、进给率Fn和切削深度Ap)就是内功心法的修炼,数控程序就是武功的招式,好比郭靖的降龙十八掌,如果空有招式,只不过花拳绣腿罢了,不堪一击,所以扎...
数控车床加工螺纹编程(数控车床的螺纹加工指令,复合循环指令你都知道吗?不知道的我教)
大家好,我是木子,今天给大家带来,数控车床基础的螺纹车削编程教学,话不多说,上干货螺纹车削加工指令一、螺纹加工方法在数控车床上加工螺纹的进刀方式通常有直进法和斜进法,如图所示。直进法使刀具双侧刃切削,...
大家好,我是少白,今天给大家介绍几款数控加工神器,还没有的找我留言领取第一款:CNC车床手机模拟软件第二款:加工中心宏程序手机版第三款:切削参数计算器第四款:宏程序电脑版第五款:车工计算第六款:数控编程计...
数控车床切削用量选择(机械加工中切断和切槽时的切削用量计算)
由于切断刀和切槽刀的刀头强度比其它车刀低,所以在选择切削用量时,应适当减小其数值。1)吃刀深度(t)横向切削时,吃刀深度等于垂直于工件已加工表面方向量的切削层的厚度。所以切断和切槽时的吃刀深度也等于切...
数控机床的工作进给速度调整范围比(你真的知道吗,数控的切削速度吃刀量进给速度三者关系及计算公式)
...削用量,并以指令的形式写入程序中。切削用量包括切削速度、背吃刀量及进给速度等。对于不同的加工方法,需要选用不同的切削用量。1、切削用量的选择原则粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成...
数控加工钻孔刀具参数表,有钻孔切削速度进给量表格各类刀具参数表格,送给正在自学或者准备从事这份工作的同学,工作中遇到想看的刀具参数表格对照,也可以找我领取一份,拿回家看看!关注+私信(我要参数表)即可...
数控车床加工的工艺与普通车床的加工工艺类似,但由于数控车床是一次装夹,连续自动加工完成所有车削工序,因而应注意以下几个方面:1.合理选择切削用量切削用量(ap、f、v)选择是否合理,对于能否充分发挥机床潜力与...