数控车床编程200例有图简单(车床综合编程实例(一 ))
Posted
篇首语:人生必须的知识就是引人向光明方面的明灯。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床编程200例有图简单(车床综合编程实例(一 ))相关的知识,希望对你有一定的参考价值。
数控车床编程200例有图简单(车床综合编程实例(一 ))
本期开始,咱们来看看数控车编程实例!欢迎大家参与讨论!
例:编制图1所示零件的加工程序。工艺条件:工件材质为45#钢,或铝;毛坯为直径Φ54mm,长200mm的棒料;刀具选用:1号端面刀加工工件端面,2号端面外圆刀粗加工工件轮廓,3号端面外圆刀精加工工件轮廓,4号外圆螺纹刀加工导程为3mm,螺距为1mm 的三头螺纹。
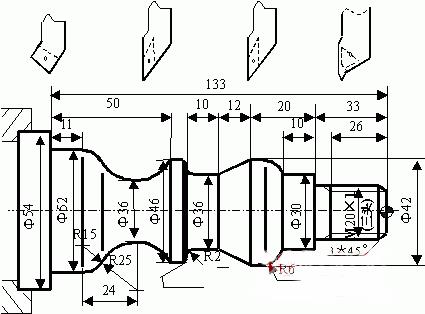
图1
综合编程实例一
%3346
N1 T0101 (换一号端面刀,确定其坐标系)
N2 M03 S500 (主轴以400r/min正转)
N3 G00 X100 Z80 (到程序起点或换刀点位置)
N4 G00 X60 Z5 (到简单端面循环起点位置)
N5 G81 X0 Z1.5 F100 (简单端面循环,加工过长毛坯)
N6 G81 X0 Z0 (简单端面循环加工,加工过长毛坯)
N7 G00 X100 Z80 (到程序起点或换刀点位置)
N8 T0202 (换二号外圆粗加工刀,确定其坐标系)
N9 G00 X60 Z3 (到简单外圆循环起点位置)
N10 G80 X52.6 Z-133 F100 (简单外圆循环,加工过大毛坯直径)
N11 G01 X54 (到复合循环起点位置)
N12 G71 U1 R1 P16 Q32 E0.3(有凹槽外径粗切复合循环加工)
N13 G00 X100 Z80 (粗加工后,到换刀点位置)
N14 T0303 (换三号外圆精加工刀,确定其坐标系)
N15 G00 G42 X70 Z3 (到精加工始点,加入刀尖园弧半径补偿)
N16 G01 X10 F100 (精加工轮廓开始,到倒角延长线处)
N17 X19.95 Z-2 (精加工倒2×45°角)
N18 Z-33 (精加工螺纹外径)
N19 G01 X30 (精加工Z33处端面)
N20 Z-43 (精加工Φ30外圆)
N21 G03 X42 Z-49 R6 (精加工R6圆弧)
N22 G01 Z-53 (精加工Φ42外圆)
N23 X36 Z-65 (精加工下切锥面)
N24 Z-73 (精加工Φ36槽径)
N25 G02 X40 Z-75 R2 (精加工R2过渡圆弧)
N26 G01 X44 (精加工Z75处端面)
N27 X46 Z-76 (精加工倒1×45°角)
N28 Z-84 (精加工Φ46槽径)
N29 G02 Z-113 R25 (精加工R25圆弧凹槽)
N30 G03 X52 Z-122 R15 (精加工R15圆弧)
N31 G01 Z-133 (精加工Φ52外圆)
N32 G01 X54 (退出已加工表面,精加工轮廓结束)
N33 G00 G40 X100 Z80 (取消半径补偿,返回换刀点位置)
N34 M05 (主轴停)
N35 T0404 (换四号螺纹刀,确定其坐标系)
N36 M03 S200 (主轴以200r/min正转)
N37 G00 X30 Z5 (到简单螺纹循环起点位置)
N38G82X19.3Z-20R-3E1C2P120F3(加工两头螺纹,吃刀深0.7)
N39G82X18.9Z-20R-3E1C2P120F3(加工两头螺纹,吃刀深0.4)
N40G82X18.7Z-20R-3E1C2P120F3(加工两头螺纹,吃刀深0.2)
N41G82X18.7Z-20R-3E1C2P120F3(光整加工螺纹)
N42 G76C2R-3E1A60X18.7Z-20 K0.65U0.1V0.1Q0.6P240F3
N43 G00 X100 Z80 (返回程序起点位置)
N44 M30 (主轴停、主程序结束并复位)
关注我,未来一段时间咱们来看看数控车编程实例。您有更好的思路,欢迎大家参与讨论!
相关参考
数控车床自动编程(数控车削编程综合实例大全完整版领取速来分享给自学者)
...大家的支持!喜欢我的作品记得多多关注+点赞+转发哦!数控车床的分类数控车床的基本功能数控车床的基本编程方法螺纹车削加工指令循环编程需要的朋友们下方留言《车削》最好是私信老师,即可领取哦!
数控车床在车削加工(数控车削编程综合实例大全完整版领取速来分享给自学者)
...大家的支持!喜欢我的作品记得多多关注+点赞+转发哦!数控车床的分类数控车床的基本功能数控车床的基本编程方法螺纹车削加工指令循环编程需要的朋友们下方留言《车削》最好是私信老师,即可领取哦!
数控车床上用钻头打孔编程(数控加工中心简单的钻孔手工编程实例讲解)
之前发表过一篇关于数控加工中心的文章,有数控朋友指出,有例子没有图解,还是不会。今天就给大家补充一点,举两个关于钻孔手工编程的例子。关于手工编程,我已经谈过,无需深入了解,只要会编点简单的钻,铣孔及铣...
大家好,我是UG编程睿希老师,最近好多人都在问我要数控车床编程学习资料,由于时间关系,多话我就不说了,下面我直接给大家分享30案例数控车床学习,希望大家认真学习。不会的可以问我。如果需要更多UG编程方面的朋友...
大家好,我是UG编程睿希老师,最近好多人都在问我要数控车床编程学习资料,由于时间关系,多话我就不说了,下面我直接给大家分享30案例数控车床学习,希望大家认真学习。不会的可以问我。如果需要更多UG编程方面的朋友...
数控车床棒料怎么使用(总结篇:数控车削编程指令大全与实例介绍,内容简单详细)
1)绝对坐标编程常用代码X和Z表示;增量坐标编程时用U和W表示,可按绝对坐标、增量坐标或两者混合编程。--般不用G90、G91指令。2)由于车削常用的毛坯为棒料或锻件,加工余量较大,可充分利用各种固定循环功能,达到多次循环...
大家好,我是你们的好朋友少白,今天呢简单的给大家分享一下G71二型编程案例知识点讲解,希望能给在工作中的你们带来一点点帮助,喜欢的老铁还请多多支持下少白,谢谢了!你们的关注、点赞、转发就是对我的最大支持!...
对图所示M40×2内螺纹编程。根据标准可知,其螺距为2.309mm(即25.4/11),牙深为1.299mm,其它尺寸如图。用五次吃刀,每次吃刀量(直径值)分别为0.9mm、0.6mm、0.6mm、0.4mm、0.1mm,螺纹刀刀尖角为60°。%0001N1T0101(换一号端面刀,确定...
数控车床编程实例(120页数控车床程序的编制及操作,数控车床编程,车削加工实例)
法兰克数控车床编程实例(法兰克数控车床编程,数控宝典送给你一份)
运气是努力的赠品,没有经过实力的原始积累,给你运气你也抓不住。今天仙女老师分享一份数控宝典同学们注意查收哦!学会了这本宝典编程技术肯定能更上一层楼,需要这份数控宝典的同学,关注私信找我领取!或者下方评...